1.本发明涉及一种工件移送设备,其将从模具设备的上模具组件排出的工件移送到搬送装置。
背景技术:
2.例如,专利文献1中公开的工件制造设备包括工件移送装置。
3.专利文献1公开了一种模具设备,该模具设备包括下模具组件和上模具组件,该上模具组件构造成相对于下模具组件能够上下移动。下模具组件包括冲头。冲头构造成在上模具组件和下模具组件夹紧时从金属板(金属板是未加工的材料件)冲压出工件。上模具组件包括顶出器。顶出器构造成在模具组件打开时向下顶出已经冲压出并卡在上模具组件中的工件。
4.制造设备包括搬送装置和取出装置。搬送装置包括能够在水平方向上搬送工件的搬送表面。用作移送装置的取出装置将从模具设备排出的工件移送到搬送装置。
5.取出装置包括卡板(catch plate)和移动机构。卡板构造成在上死点位置处接收工件,该上死点位置在打开状态下的上模具组件的正下方。移动机构被构造成随着上模具组件向下移动而将卡板从上死点位置移动到下死点位置,该下死点位置是在水平方向上远离模具设备并且低于搬送装置的搬送表面的位置。
6.移动机构包括齿轮块、小齿轮、转换机构和齿条。
7.齿轮块安装到上模具组件。
8.从齿轮块向下延伸的轴可旋转地支撑小齿轮。
9.转换机构被构造成将齿轮块的上下运动转换成小齿轮的旋转运动。转换机构包括滚珠螺杆和变速齿轮。滚珠螺杆包括从下模具组件向上延伸的螺杆轴和固定到齿轮块的螺母。螺杆轴拧入螺母中。滚珠螺杆将齿轮块的上下运动转换成螺母的旋转运动。变速齿轮驱动地联接到螺母并与小齿轮啮合,以将螺母的旋转运动转换成小齿轮的旋转运动。
10.齿条以如下方式被支撑:可相对于上模具组件在水平方向上(即在搬送装置搬送工件的方向上)滑动。齿条与小齿轮啮合并将小齿轮的旋转运动转换成齿条的滑动运动。
11.卡板固定到齿条。
12.现有技术文献
13.专利文献
14.专利文献1:日本特开2019-5762号公报
技术实现要素:
15.发明要解决的问题
16.在专利文献1中说明的工件取出装置中,随着上模具组件向下移动,齿条和固定到齿条的卡板从上死点位置向下倾斜地移动到下死点位置。因此,难以减小工件的搬送方向上的设备尺寸。
17.因此,本发明的目的是提供一种能够减小其在工件搬送方向上的尺寸的工件移送装置。
18.用于解决问题的方案
19.为了实现前述目的,提供了一种在制造设备中使用的工件移送装置。制造设备包括模具设备和搬送装置。模具设备包括下模具组件和上模具组件,该上模具组件构造成相对于下模具组件能够上下移动。模具设备能够通过下模具组件和上模具组件的协作从未加工的材料件冲压出工件,并能够将卡在上模具组件内的冲压出的工件向下排出。搬送装置包括能够在水平方向上搬送工件的搬送表面。工件移送装置构造成将从上模具组件排出的工件移送到搬送装置。工件移送装置包括移动机构和板。移动机构包括小齿轮、转换机构和齿条。小齿轮设置在上模具组件中,并且以能够围绕在上下方向上延伸的轴线旋转的方式被支撑。转换机构被构造成将上模具组件的上下运动转换成小齿轮的旋转运动。齿条设置在上模具组件中,以能够在工件的搬送方向上滑动的方式被支撑,并且随着小齿轮旋转而在搬送方向上移动。板联接到齿条,并且构造成当齿条位于上死点位置时在上模具组件正下方的接收位置处接收从上模具组件排出的工件。移动机构被构造成当齿条从上死点位置移动到下死点位置时将板从接收位置移动到在搬送方向上远离模具设备且在搬送表面下方的位置。小齿轮包括无齿部,当齿条在下死点位置和中间位置之间移动时,无齿部不与齿条啮合。中间位置在上死点位置和下死点位置之间。
附图说明
20.[图1]图1是示出使用根据一个实施方式的工件移送装置的工件制造设备的正面图。
[0021]
[图2]图2是沿着图1中的箭头a的方向观察的制造设备的侧视图。
[0022]
[图3]图3是沿着图1中的箭头b的方向观察的制造设备的侧视图。
[0023]
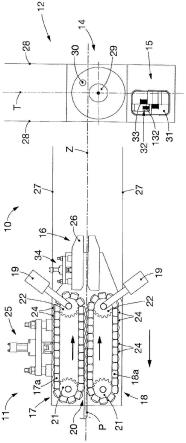
[图4]图4是沿着图1中的箭头c的方向观察的制造设备的平面图。
[0024]
[图5]图5是示出该实施方式的模具设备处于关闭状态的截面图。
[0025]
[图6]图6是示出该实施方式的模具设备处于打开状态的截面图。
[0026]
[图7]图7是主要示出该实施方式的制造设备中的移动机构和小齿轮的背面图。
[0027]
[图8]图8a是示出当齿条位于上死点位置时该实施方式的移动机构的侧视图。图8b是示出当齿条位于中间位置时该实施方式的移动机构的侧视图。图8c是示出当齿条位于下死点位置时该实施方式的移动机构的侧视图。
[0028]
[图9]图9a是主要示出当齿条位于上死点位置时该实施方式的小齿轮和齿条的仰视图。图9b是主要示出当齿条位于中间位置时该实施方式的小齿轮和齿条的仰视图。图9c是主要示出当齿条位于下死点位置时该实施方式的小齿轮和齿条的仰视图。
[0029]
[图10]图10a是对应于图7的背面图,示出了当齿条在中间位置时的制造设备。图10b是对应于图7的背面图,示出了当齿条在下死点位置时的制造设备。
具体实施方式
[0030]
现在将参照图1至图10b说明根据一个实施方式的工件移送装置。该工件移送装置用于工件制造设备中。本实施方式中的制造设备是例如用于制造燃料电池隔板的设备。
[0031]
术语“水平”和“正交”并不一定在严格的意义上使用,而是可以用于在这种构造实现本实施方式的作用效果的范围内元件大致水平或大致彼此正交的情况。
[0032]
如图1至图4所示,制造设备包括夹具搬送设备10、模具设备20、搬送装置40和移送装置60。夹具搬送设备10构造成搬送夹具11。将未加工的材料件p(其是金属板)放置在夹具11上。模具设备20构造成从由夹具搬送设备10搬送的未加工件p冲压出工件w。搬送装置40构造成搬送工件w。移送装置60构造成将从模具设备20排出的工件w移送到搬送装置40。
[0033]
《模具设备20》
[0034]
如图1和图2所示,模具设备20包括下模具组件21和上模具组件31。上模具组件31以相对于下模具组件21能够上下移动的方式设置在下模具组件21上方。具体地,上模具组件31在上下方向z上上下移动。
[0035]
如图5和图6所示,下模具组件21包括下模具主体22和冲头26。
[0036]
下模具主体22包括底模架23、固定到底模架23的上表面的基板24以及固定到基板24的上表面的矩形框架状保持板25。
[0037]
冲头26具有长方体形状,并且布置在保持板25内侧。
[0038]
上模具组件31包括上模具主体32、模具36和顶出器37。
[0039]
上模具主体32包括通过上模具驱动装置(未示出)在上下方向z上上下移动的顶模架33、固定到顶模架33的下表面的基板34以及固定到基板34的下表面的静止块35。
[0040]
模具36包括固定到基板34的下表面的矩形框架。模具36设置在静止块35的外侧。模具36的内边缘位于冲头26的外边缘的略微外侧。
[0041]
顶出器37包括矩形板状顶出板38和驱动机构39,该顶出板38位于模具36的内侧并且在静止块35的下方,该驱动机构39以使得顶出板38能够相对于上模具主体32上下移动的方式将顶出板38联接到上模具主体32。
[0042]
如图5所示,在模具设备20中,当上模具组件31下降以关闭下模具组件21和上模具组件31时,下模具组件21和上模具组件31彼此协作。更具体地,冲头26和模具36彼此协作以从未加工件p冲压出工件w。此时,被冲压出的工件w被卡在模具36内。
[0043]
如图6所示,当上模具组件31升高以打开模具设备20时,顶出板38通过驱动机构39向下移动,使得被卡在上模具组件31内的工件w在模具36下方排出。
[0044]
《夹具搬送设备10》
[0045]
如图1至图4所示,夹具搬送设备10包括多个夹具11、支撑机构16和驱动装置(未示出)。将具有矩形板形状的未加工件p以未加工件p的边缘被定位的状态放置在各夹具11上。支撑机构16支撑在搬送方向x(其是水平方向)上成一列地彼此相邻配置的多个夹具11,使得夹具11能够沿着搬送方向x移动。驱动装置(未示出)共同地且间歇地移动多个夹具11。在以下说明中,与上下方向z和搬送方向x两者均正交的方向将被称为宽度方向y。
[0046]
如图4所示,每个夹具11都包括一对延伸部12和一对联接部13。延伸部12在搬送方向x上延伸并且在宽度方向y上彼此间隔开。联接部13在宽度方向y上延伸,同时在搬送方向x上彼此间隔开,并且将延伸部12彼此连接。各延伸部12相对于各联接部13朝向搬送方向x上的上游侧和下游侧突出。
[0047]
一对延伸部12和一对联接部13形成矩形开口14。未加工件p放置在开口14的上周缘14a。上周缘14a包括在四个角处的孔。这些孔接收定位销15,定位销15插入未加工件p的
四个角处的孔中。也就是说,使用定位销15将未加工件p相对于夹具11定位。
[0048]
在夹具11被搬送到冲头26正上方的位置的状态下,夹具11的开口14的内边缘定位在冲头26的外边缘的外侧。在这种状态下,夹具11位于冲头26的上表面上方(参见图1至图3)。
[0049]
在以下说明中,在宽度方向y上靠近夹具11的中心的一侧将被称为宽度方向y上的内侧,而在宽度方向y上远离夹具11的中心的一侧将被称为宽度方向y上的外侧。
[0050]
如图1、图4和图7所示,支撑机构16包括固定到底模架23的上表面的多个支撑块17和固定到支撑块17的多个凸轮从动件18、19。在图2和图3中省略了支撑机构16的图示。
[0051]
在本实施方式中,提供了两对支撑块17。
[0052]
两对支撑块17中的一对在搬送方向x上布置在基板24和保持板25的上游。支撑块17在宽度方向y上分别布置在夹具11的一对延伸部12的外侧。
[0053]
另一对支撑块17在搬送方向x上布置在基板24和保持板25的下游。支撑块17在宽度方向y上分别布置在夹具11的一对延伸部12的外侧。
[0054]
支撑块17中的每一者均包括板状块主体17a和突出部17b。块主体17a设置成立设在底模架23的上表面上,并且在搬送方向x上延伸。突出部17b从块主体17a向宽度方向y上的内侧突出。
[0055]
如图1所示,支撑延伸部12的下表面的凸轮从动件18设置在突出部17b的上表面。各支撑块17均设置有在搬送方向x上彼此相邻配置的多个凸轮从动件18。
[0056]
如图4所示,支撑延伸部12的在宽度方向y上的外表面的凸轮从动件19设置在块主体17a的上表面。各支撑块17均设置有在搬送方向x上彼此相邻配置的多个(在本实施方式中为三个)凸轮从动件19。
[0057]
《搬送装置40》
[0058]
如图1至图4所示,搬送装置40包括搬送表面41,搬送表面能够在搬送方向x上远离模具设备20地搬送工件w。
[0059]
搬送装置40布置在模具设备20的在搬送方向x上的下游侧。
[0060]
搬送表面41位于夹具搬送设备10上的夹具11的上方。
[0061]
本实施方式的搬送装置40是传送带,其包括具有搬送表面41的环形带42。
[0062]
《移送装置60》
[0063]
如图1和图2所示,移送装置60包括移动机构61、联接机构82和板89。
[0064]
如图1、图3和图4所示,移动机构61包括齿轮块62、小齿轮63、转换机构70和齿条79。
[0065]
如图1所示,齿轮块62在邻近基板34和模具36的宽度方向y上的外侧且在该外侧的位置处固定到顶模架33的下表面。
[0066]
小齿轮63以可围绕沿着上下方向z延伸的轴线c1旋转的方式支撑在齿轮块62的下表面。小齿轮63包括在外周面上的多个齿63a(参见图9a至图9c)。
[0067]
如图1和图3所示,转换机构70构造成将伴随上模具组件31的上下运动的齿轮块62的上下运动转换成小齿轮63的旋转运动。
[0068]
具体地,转换机构70包括滚珠螺杆71和变速齿轮系75。
[0069]
滚珠螺杆71包括从底模架23向上延伸的螺杆轴72、固定到齿轮块62的套筒73和可
旋转地插入套筒73中的螺母74。螺杆轴72拧入到螺母74中。
[0070]
滚珠螺杆71将齿轮块62的上下运动转换成螺母74的旋转运动。
[0071]
齿轮块62和顶模架33包括供螺杆轴72延伸穿过的孔(未示出)。因此,齿轮块62和顶模架33构造成随着上模具组件31上下移动而容纳螺杆轴72。
[0072]
如图3和图4所示,变速齿轮系75将螺母74的旋转运动转换成小齿轮63的旋转运动,并且包括彼此啮合的齿轮75a至75d。
[0073]
具体地,变速齿轮系75包括联接到螺母74的上表面的第一齿轮75a、与第一齿轮75a啮合的第二齿轮75b、与第二齿轮75b同轴且一体地旋转的第三齿轮75c、以及与第三齿轮75c啮合的第四齿轮75d。第一齿轮75a和第二齿轮75b都收容在齿轮块62内。第三齿轮75c和第四齿轮75d都设置在齿轮块62下方。第四齿轮75d与小齿轮63同轴且一体地旋转。
[0074]
如图2和图3所示,齿条79以可相对于上模具组件31在搬送方向x上移动的方式被支撑。齿条79包括与小齿轮63的齿63a啮合的齿79a(参见图9a至图9c)。
[0075]
一对引导构件80固定到齿轮块62的下表面。一对引导构件80在搬送方向x上彼此间隔开。
[0076]
引导构件80以允许齿条支撑构件81在搬送方向x上移动的方式支撑位于引导构件80下方的齿条支撑构件81。
[0077]
齿条支撑构件81在搬送方向x上延伸。
[0078]
齿条79联接到齿条支撑构件81的下表面。齿条79随着小齿轮63的旋转运动而与齿条支撑构件81一体地在搬送方向x上移动。
[0079]
如图1至图3所示,板89利用联接机构82联接到齿条79。
[0080]
如图7所示,联接机构82包括多个联接轴83和联接构件84,多个联接轴83穿入联接构件84。
[0081]
每个联接轴83均包括从齿条79的下表面向下突出的轴部83a和设置在轴部83a的下端且直径大于轴部83a的限制部83b。
[0082]
在本实施方式中,两个联接轴83设置成在搬送方向x上彼此间隔开。
[0083]
联接构件84包括基部85、立壁部86和延伸部87。基部85包括插入孔85a,联接轴83的轴部83a插入到该插入孔85a中。立壁部86从基部85的宽度方向y上的内侧向上延伸。延伸部87从立壁部86的上端朝向搬送方向x上的下游侧延伸。
[0084]
通过基部85的下表面抵靠联接轴83的限制部83b的上表面,限制联接构件84向下移动。
[0085]
立壁部86和延伸部87均设置有在宽度方向y上向内突出的接收部88。接收部88从延伸部87的下端突出。接收部88在搬送方向x上设置在立壁部86和延伸部87的整体的上方。
[0086]
在平面图中具有矩形形状的板89在宽度方向y上的外侧的端部联接到接收部88的上表面。
[0087]
如图7所示,接收部88在宽度方向y上与支撑块17的块主体17a的上表面重叠。
[0088]
板89和环形带42在宽度方向y上彼此间隔开。
[0089]
如图8a所示,在上模具组件31打开的状态下,齿条79位于上死点位置,该上死点位置是最上侧位置。
[0090]
如图8c所示,在上模具组件31关闭的状态下,齿条79位于下死点位置,该下死点位
置是最下侧位置。
[0091]
如图8a所示,当齿条79处于上死点位置时,板89位于接收位置处,该接收位置在上模具组件31的正下方。因此,板89接收由顶出器37从上模具组件31排出的工件w。
[0092]
如图8a至图8c所示,当齿条79在上死点位置和下死点位置之间移动时,转换机构70将上模具组件31的上下运动转换成小齿轮63的旋转运动。随着小齿轮63旋转,齿条79在搬送方向x上移动。结果,板89在接收位置和如下的位置之间移动:该位置在搬送方向x上与模具设备20分离且在搬送表面41下方。
[0093]
如图9a至图9c所示,小齿轮63包括无齿部63b,当齿条79在下死点位置和中间位置(在上死点位置和下死点位置之间)之间移动时,无齿部63b不与齿条79啮合。
[0094]
小齿轮63的多个齿63a包括在小齿轮63的周向上的两端处的大齿63c。大齿63c在周向上比其它齿63a宽。
[0095]
如图8a和图8b所示,当齿条79在上死点位置和中间位置之间移动时,齿条79定位成随着齿条79的位置越接近下端就越靠近搬送方向x上的下游端。
[0096]
如图8b和图8c所示,当齿条79在中间位置和下死点位置之间移动时,齿条79在上下方向z上移动。
[0097]
在本实施方式中,中间位置对应于根据本发明的第一中间位置和第二中间位置。也就是说,本实施方式对应于根据本发明的第一中间位置和第二中间位置是相同位置的示例。
[0098]
如图7所示,当齿条79在上死点位置和中间位置之间移动时,支撑块17的块主体17a的上表面与联接构件84的接收部88的下表面分离。
[0099]
相反,如图10a和图10b所示,当齿条79在中间位置和下死点位置之间移动时,块主体17a的上表面与接收部88的下表面接触。这防止了联接构件84向下移动,同时允许齿条79向下移动。
[0100]
用于容纳联接轴83的凹部23a形成在底模架23的上表面中。凹部23a的内部包括具有长方体形状的吸收构件99。吸收构件99吸收来自联接轴83的限制部83b的冲击。吸收构件99由诸如泡沫塑料的弹性材料制成。
[0101]
在本实施方式中,在宽度方向y上位于环形带42和齿条79之间且在搬送方向x上位于基板24和保持板25的下游的支撑块17对应于根据本发明的限制构件。
[0102]
如图9a至图9c所示,在平面图中为c字形板的接合构件90利用螺栓91联接到小齿轮63的下表面。接合构件90包括在小齿轮63的周向上延伸的弧形外周面90a。在本实施方式中,接合构件90的直径大于小齿轮63的直径。也就是说,接合构件90的外周面90a位于小齿轮63的外周缘的外侧。
[0103]
支撑构件92利用螺栓93联接到齿条79的下表面。
[0104]
当齿条79在上死点位置处时,支撑构件92位于接合构件90的搬送方向x上的上游侧。
[0105]
支撑构件92包括弧形支撑表面92a。支撑表面92a沿着接合构件90的外周面90a延伸,使得支撑表面92a上的给定点越向搬送方向x上的上游侧去就越靠宽度方向y上的外侧。
[0106]
当齿条79在中间位置和下死点位置之间移动时,也就是说,当小齿轮63不与齿条79啮合时,支撑表面92a可旋转地支撑接合构件90,同时在接合构件90的外周面90a上滑动。
[0107]
现在将说明本实施方式的作用。
[0108]
当上模具组件31升高以打开时,小齿轮63随着上模具组件31的上升而围绕沿上下方向z延伸的轴线c1在第一方向上旋转,并且齿条79在搬送方向x上接近模具设备20。也就是说,齿条79朝向上游侧移动。如图6和图8a所示,当齿条79移动到上死点位置时,板89在上模具组件31正下方的接收位置处接收从上模具组件31排出的工件w。
[0109]
随后,如图8b所示,当上模具组件31下降以关闭时,随着上模具组件31的降低,小齿轮63在与第一方向相反的第二方向上旋转,并且齿条79在搬送方向x上远离模具设备20移动。也就是说,齿条79朝向下游侧移动。当齿条79从上死点位置移动到下死点位置时,板89从接收位置移动到在搬送方向x上远离模具设备20且在搬送装置40的搬送表面41下方的位置。此时,放置在板89上的工件w被转移到搬送装置40。
[0110]
当齿条79在下死点位置和中间位置(在上死点位置和下死点位置之间)之间移动时,小齿轮63的无齿部63b不将小齿轮63的旋转力传递到齿条79。因此,齿条79在搬送方向x上保持不移动,如图9b和图9c所示。也就是说,如图8b和图8c所示,齿条79在中间位置和下死点位置之间在上下方向z上移动,但是不朝向搬送方向x上的下游侧移动,工件w在该搬送方向x上由搬送装置40搬送。
[0111]
本实施方式具有以下优点。
[0112]
(1)小齿轮63包括无齿部63b,当齿条79在下死点位置和中间位置(第一中间位置)之间移动时,该无齿部63b不与齿条79啮合。中间位置在上死点位置和下死点位置之间。
[0113]
该构造以上述方式起作用。
[0114]
因此,可以减小移送装置60在工件w的搬送方向x上的尺寸。
[0115]
(2)移送装置60包括联接机构82,其将板89和齿条79彼此联接。联接机构82构造成当齿条79在上死点位置和中间位置(第二中间位置)之间移动时使板89与齿条79一体地移动,并且当齿条79在中间位置(第二中间位置)和下死点位置之间移动时防止板89在上下方向z上移动。
[0116]
利用该构造,当齿条79在上死点位置和中间位置(第二中间位置)之间移动时,板89与齿条79一体地移动。此外,当齿条79在中间位置(第二中间位置)和下死点位置之间移动时,防止板89在上下方向z上移动。由于板89不移动到低于中间位置(第二中间位置)的位置,因此防止板89干扰位于中间位置(第二中间位置)下方的其它装置。也就是说,防止板89干扰夹具搬送设备10。
[0117]
(3)联接机构82包括联接构件84和联接轴83。联接构件84联接到板89的宽度方向y上的一端,并且包括在上下方向z上延伸穿过联接构件84的插入孔85a。每个联接轴83均包括轴部83a,该轴部83a从齿条79向下突出并且插入到插入孔85a中。每个联接轴83还包括限制部83b,该限制部83b通过与联接构件84的下表面接触来限制联接构件84的向下移动。本实施方式包括均用作限制构件的支撑块17。当齿条79在上死点位置和中间位置(第二中间位置)之间移动时,支撑块17与联接构件84的下表面分离。当齿条79在中间位置(第二中间位置)和下死点位置之间移动时,支撑块17与联接构件84的下表面接触,以防止联接构件84向下移动,同时允许齿条79向下移动。
[0118]
利用该构造,当齿条79在上死点位置和中间位置(第二中间位置)之间移动时,在支撑块17(支撑块17均用作设置在联接构件84下方的限制构件)和联接构件84的下表面之
间存在间隙。由于联接构件84的向下移动受到抵靠联接构件84的下表面的联接轴83的限制部83b的限制,因此板89与齿条79一体地移动。
[0119]
当齿条79在中间位置(第二中间位置)和下死点位置之间移动时,均用作限制构件的支撑块17与联接构件84的下表面接触,从而防止联接构件84在上下方向z上移动。联接轴83的轴部83a在联接构件84的插入孔85a中的移动允许齿条79在上下方向z上移动。
[0120]
如上所述,通过组合联接构件84、联接轴83和作为限制构件的支撑块17而容易地实现联接机构82。
[0121]
(4)接合构件90联接到小齿轮63。接合构件90包括在小齿轮63的周向上延伸的弧形外周面90a。齿条79包括支撑构件92。当小齿轮63不与齿条79啮合时,支撑构件92在接合构件90的外周面90a上滑动的同时可旋转地支撑接合构件90。
[0122]
当小齿轮63不与齿条79啮合时,齿条79可以相对于小齿轮63位移。
[0123]
在这方面,利用上述构造,当小齿轮63不与齿条79啮合时,齿条79中的支撑构件92在小齿轮63中的接合构件90的外周面90a上滑动的同时可旋转地支撑接合构件90。这防止齿条79相对于小齿轮63位移。
[0124]
(5)支撑构件92包括弧形支撑表面92a,支撑表面92a沿着外周面90a延伸并且在接合构件90的外周面90a上滑动的同时可旋转地支撑接合构件90。
[0125]
利用该构造,通过设置支撑表面92a而容易地形成支撑构件92。
[0126]
(6)小齿轮63的多个齿63a包括在小齿轮63的周向上的两端处的大齿63c。大齿63c在周向上比其它齿63a宽。
[0127]
小齿轮63的在周向上邻近无齿部63b的齿在开始与齿条79的齿79a啮合时受到较大的载荷。
[0128]
在这方面,上述构造使得大齿63c抵抗载荷的强度增大。
[0129]
《变型》
[0130]
上述实施方式可以变型如下。上述实施方式和以下变型可以组合,只要组合的变型在技术上保持彼此不矛盾即可。
[0131]
·
可以省略吸收构件99。
[0132]
·
可以省略大齿63c。
[0133]
·
接合构件90的直径可以小于或等于小齿轮63的直径。
[0134]
·
支撑构件92不限于在上述实施方式中具有弧形支撑表面92a的支撑构件,而是可以包括例如凸轮从动件。
[0135]
·
可以省略接合构件90和支撑构件92。
[0136]
·
可以省略联接机构82,并且板89可以直接或间接地联接到齿条79。
[0137]
·
移送装置60不限于设置在宽度方向y上的一侧的移送装置,而是可以设置在宽度方向y上的两侧。
[0138]
利用该构造,由于从宽度方向y上的两侧支撑工件w,因此工件w能够以稳定的方式被取出。
[0139]
·
尽管在上述实施方式中第一中间位置和第二中间位置是相同的位置(中间位置),但是第二中间位置可以是低于第一中间位置的位置。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。