1.本实用新型涉及钢结构加工技术领域,尤其是涉及一种一种钢结构焊接工装夹具。
背景技术:
2.钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一,结构主要由型钢和钢板等制成的梁钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。各构件或部件之间通常采用焊缝、螺栓或铆钉连接,因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域,在钢结构的生产过程中通常需要将一些钢板焊接在一起,在焊接时就需要夹具对钢板进行夹持,以防止钢板在焊接过程中发生移位。
3.然而,传统的夹持夹具只能够对钢板进行单一固定,在需要焊接钢板的另一面时,需要将钢板松开并人工进行翻转,再将翻转后的钢板进行夹持,费时费力,增大了工作人员的劳动强度,且焊接效率较低。
技术实现要素:
4.为了改善相关技术中的夹持夹具在需要焊接钢板的另一面时,需要将钢板松开并人工进行翻转,再将翻转后的钢板进行夹持,费时费力,增大了工作人员的劳动强度,且焊接效率较低的现象,本技术提供一种钢结构焊接工装夹具。
5.本技术提供的一种钢结构焊接工装夹具采用如下的技术方案:
6.一种钢结构焊接工装夹具,包括机架以及设置于机架上的工作台,所述机架上设置有用于放置钢板的承载座,所述工作台上滑移设置有第一滑移柱和第二滑移柱,所述第一滑移柱和第二滑移柱对称设置于承载座的两侧,所述第一滑移柱和第二滑移柱上均可升降设置有升降座,所述第一滑移柱和第二滑移柱上设置有用于驱动升降座相对工作台竖直升降的升降组件,所述升降座上转动设置有夹持座,所述夹持座背离升降座的一侧滑移设置有用于夹持钢板的第一夹板和第二夹板,所述夹持座上设置有用于驱动第一夹板和第二夹板朝相互靠近或远离的方向移动,以令第一夹板和第二夹板配合将钢板夹紧的驱动组件,所述升降座上设置有用于驱动夹持座相对升降座发生转动,以令第一夹板和第二夹板配合夹紧的钢板发生翻转的翻转组件,所述工作台上设置有第一滑移柱和第二滑移柱朝靠近或远离承载座的方向移动的滑移组件。
7.通过采用上述技术方案,焊接时,首先将两块需要焊接的钢板分别放置于承载座上,并使两块钢板相互背离的一侧均伸出承载座外。通过滑移组件驱动第一滑移柱和第二滑移柱朝靠近或远离承载座的方向移动,使钢板位于第一夹板和第二夹板之间,此时通过夹持组件驱动第一夹板和第二夹板相对夹持座朝相互靠近的方向移动,使第一夹板和第二夹板配合将钢板夹紧,从而实现对钢板的固定,使在对钢板进行焊接时钢板不易发生移位,保证了钢板的焊接精度。当需要钢板的另一面进行焊接时,通过升降组件驱动升降座相对
工作台竖直上升,使夹持座相对工作台竖直上升,即钢板相对承载座竖直上升,当钢板相对承载座上升至一定高度时,通过翻转组件驱动夹持座发生翻转,从而使第一夹板和第二夹板夹持的钢板发生翻转,即可完成对钢板的翻面,进而可以对钢板的另一面进行焊接作业。相较于相关技术中的夹持夹具,本技术通过滑移组件驱动第一滑移柱和第二滑移柱朝靠近承载座的方向移动,使承载座上的钢板位于第一夹板和第二夹板之间,通过驱动组件驱动第一夹板和第二夹板相对夹持座朝相互靠近的方向移动,使第一夹板和第二夹板能够将不同厚度的钢板进行夹持固定,从而使焊接时钢板不易发生移位,保证了钢板的焊接精度。同时当需要对钢板的另一面进行焊接时,通过升降组件驱动升降座相对工作台竖直上升,使夹持座相对工作台竖直上升,即带动第一夹板和第二夹板配合夹持的钢板相对承载座竖直上升,当钢板上升至一定高度时,通过翻转组件驱动夹持座相对升降座发生翻转,即可实现对钢板的翻面,从而完成对钢板的另一面的焊接作业,无需将钢板取下并人工翻面,降低了工作人员的劳动强度,且提高了焊接效率。
8.优选的,所述驱动组件包括开设于夹持座上的竖槽、转动设置于竖槽内的夹持丝杆、螺纹连接于夹持丝杆上的第一滑块和第二滑块以及用于驱动夹持丝杆转动的驱动件,所述竖槽竖直开设于夹持座的侧壁,所述夹持丝杆沿竖槽的长度方向设置,且所述夹持丝杆为双向丝杆,所述第一滑块和第二滑块均滑移配合于竖槽,且所述第一滑块和第二滑块背离竖槽的一侧分别固定连接于第一夹板和第二夹板。
9.通过采用上述技术方案,焊接时,通过驱动夹持丝杆转动,带动第一滑块和第二滑块沿竖槽的长度方向朝相互靠近的方向移动,从而使第一夹板和第二夹板朝相互靠近的方向移动,进而使第一夹板和第二夹板配合对钢板进行夹紧,即第一夹板和第二夹板对不同厚度的钢板均能进行夹持固定,使在对钢板进行焊接时,钢板不易发生移位,保证了钢板的焊接精度。
10.优选的,所述驱动件包括套设于夹持丝杆上的蜗轮、用于与蜗轮啮齿配合的蜗杆以及用于驱动蜗杆转动的手柄,所述蜗轮固定套设于夹持丝杆上,所述蜗杆沿垂直于夹持丝杆的长度方向设置,且所述蜗杆远离蜗轮的一端伸出夹持座外,所述手柄固定套设于蜗杆伸出夹持座外的一端。
11.通过采用上述技术方案,焊接时,通过手柄驱动蜗杆转动,使蜗轮发生转动,从而使夹持丝杆发生转动,即带动第一滑块和第二滑块沿竖槽的长度方朝相互靠近或远离的方向滑移,使第一夹板和第二夹板配合将钢板夹紧,实现对钢板的夹持固定,同时利用蜗轮与蜗杆之间的自锁特性,将夹持丝杆锁定,使第一夹板和第二夹板能够稳定对钢板进行夹持固定,使在对钢板进行焊接时,钢板不易出现移位,保证了钢板的焊接精度。
12.优选的,所述第一夹板和第二夹板相对的一侧均设置有用于抵接钢板的弹性抵接垫。
13.通过采用上述技术方案,弹性抵接垫能够对钢板起到保护的作用,使第一夹板和第二夹板配合对钢板夹持固定时,第一夹板和第二夹板不易对钢板造成损害。
14.优选的,所述升降组件包括开设于第一滑移柱上的滑槽、转动设置于滑槽内的升降丝杆、螺纹连接于升降丝杆上的螺母座以及用于驱动升降丝杆转动的动力件,所述滑槽竖直开设于第一滑移柱朝向第二滑移柱的一侧,所述升降丝杆沿滑槽的长度方向设置,所述螺母座滑移配合于滑槽,且所述螺母座背离滑槽的一侧固定连接于升降座。
15.通过采用上述技术方案,焊接时,通过驱动升降丝杆转动,使螺母座沿滑槽的长度方向相对工作台竖直升降,从而带动升降座相对工作台竖直升降,即带动夹持座相对承载座竖直上升,进而使钢板相对承载座竖直上升,钢板与承载座分离,为后面对钢板进行翻面进行让位。
16.优选的,所述动力件包括设置于第一滑移柱上的升降电机,所述升降电机的输出轴连接有减速箱,所述减速箱的输出轴固定连接于升降丝杆。
17.通过采用上述技术方案,减速箱能够对升降电机的输出转速进行减速,使升降丝杆能够以较为缓慢的速度发生转动,即升降座能够缓慢且稳定地速度相对工作台竖直升降,从而钢板以较为缓慢的速度相对承载座竖直升降,进而避免了因钢板下降速度过快而撞击在承载座上的情况发生。
18.优选的,所述翻转组件包括转动设置于升降座上的转轴以及用于驱动转轴转动的翻转电机,所述升降座内开设有用于容纳转轴的容纳腔,所述转轴沿工作台的宽度方向设置,且所述转轴的一端转动设置于容纳腔内,所述转轴的另一端伸出升降座外后固定连接于夹持座,所述翻转电机固定设置于升降座的侧壁,所述翻转电机的输出轴与转轴之间设置有一组相互啮合的锥齿轮组,其中一个锥齿轮固定套设于转轴上,另一个锥齿轮固定套设于翻转电机的输出轴。
19.通过采用上述技术方案,当需要对钢板的另一面进行焊接时,通过驱动翻转电机转动,带动转轴转动,从而带动夹持座相对升降座转动,即使第一夹板和第二夹板配合夹持的钢板发生转动,进而实现对钢板的翻面,操作较为简便,降低了工作人员的劳动强度。
20.优选的,所述滑移组件包括开设于工作台上的凹槽、转动设置于凹槽内的滑移丝杆、螺纹连接于滑移丝杆的第一螺纹座和第二螺纹座以及用于驱动滑移丝杆转动的滑移电机,所述凹槽沿工作台的长度方向设置,所述滑移丝杆沿凹槽的长度方向设置,所述第一螺纹座和第二螺纹座均滑移配合于凹槽,且所述第一螺纹座和第二螺纹座背离滑槽的一侧分别固定连接于第一滑移柱和第二滑移柱,所述滑移电机固定设置于工作台的侧壁,且所述滑移电机的输出轴固定连接于滑移丝杆。
21.通过采用上述技术方案,焊接时,通过滑移电机驱动滑移丝杆转动,使第一螺纹座和第二螺纹座沿凹槽的长度方向朝相互靠近或远离的方向移动,从而使第一第一滑移柱和第二滑移柱同时朝靠近承载座的方向移动,进而使第一滑移柱和第二滑移柱上的第一夹板和第二夹板能够对钢板进行夹持固定,使焊接时钢板不易发生移位。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.本技术通过滑移组件驱动第一滑移柱和第二滑移柱朝靠近承载座的方向移动,使承载座上的钢板位于第一夹板和第二夹板之间,通过驱动组件驱动第一夹板和第二夹板相对夹持座朝相互靠近的方向移动,使第一夹板和第二夹板能够将不同厚度的钢板进行夹持固定,从而使焊接时钢板不易发生移位,保证了钢板的焊接精度。同时当需要对钢板的另一面进行焊接时,通过升降组件驱动升降座相对工作台竖直上升,使夹持座相对工作台竖直上升,即带动第一夹板和第二夹板配合夹持的钢板相对承载座竖直上升,当钢板上升至一定高度时,通过翻转组件驱动夹持座相对升降座发生翻转,即可实现对钢板的翻面,从而完成对钢板的另一面的焊接作业,无需将钢板取下并人工翻面,降低了工作人员的劳动强度,且提高了焊接效率;
24.2.本技术通过手柄驱动蜗杆转动,带动蜗轮转动,使夹持丝杆发生转动,从而使第一滑块和第二滑块同时沿竖槽的长度方向朝相互靠近或远离的方向移动,即第一夹板和第二夹板相对夹持座朝相互靠近或远离的方向移动,使第一夹板和第二夹板配合将钢板夹紧,进而使第一夹板和第二夹板对不同厚度的钢板均能进行夹持固定。同时利用蜗轮与蜗杆之间的自锁特性,将夹持丝杆锁定,使第一夹板和第二夹板能够稳定对钢板进行夹持固定,使在对钢板进行焊接时,钢板不易出现移位,保证了钢板的焊接精度。
附图说明
25.图1是本实施例的整体结构示意图;
26.图2是本实施例的局部剖视图;
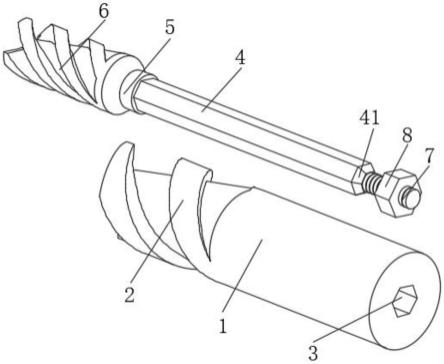
27.图3是图2中a部分的放大图;
28.图4是图2中b部分的放大图。
29.附图标记说明:10、机架;20、工作台;21、承载座;22、第一滑移柱;23、第二滑移柱;24、凹槽;25、滑移丝杆;26、第一螺纹座;27、第二螺纹座;28、滑移电机;30、升降座;31、滑槽;32、升降丝杆;33、螺母座;34、升降电机;35、减速箱;40、夹持座;41、第一夹板;42、第二夹板;43、弹性抵接垫;44、竖槽;45、夹持丝杆;46、第一滑块;47、第二滑块;48、蜗轮;49、蜗杆;50、手柄;51、转轴;52、翻转电机;53、容纳腔;54、锥齿轮组;60、安装槽;61、顶块;62、竖杆;63、液压缸;64、导向块;65、导向槽。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.一种钢结构焊接工装夹具,参照图1和图2,包括机架10以及设置于机架10上的工作台20,本实施例中,工作台20呈长方体状设置,工作台20上设置有用于放置钢板的承载座21,承载座21呈方体状设置,且承载座21位于工作台20的中部。
32.工作台20上滑移设置有第一滑移柱22和第二滑移柱23,第一滑移柱22和第二滑移柱23均呈长方体状设置,第一滑移柱22和第二滑移柱23均竖直设置于工作台20上,且第一滑移柱22和第二滑移柱23对称设置于承载座21的两侧。
33.工作台20上设置有用于驱动第一滑移柱22和第二滑移柱23朝靠近承载座21的方向移动的滑移组件。具体的,滑移组件包括开设于工作台20上的凹槽24、转动设置于凹槽24内的滑移丝杆25、螺纹连接于滑移丝杆25上的第一螺纹座26和第二螺纹座27以及用于驱动滑移丝杆25转动的滑移电机28。其中,凹槽24位于工作台20的顶面,且凹槽24沿工作台20的长度方向设置,滑移丝杆25为双向丝杆,滑移丝杆25沿凹槽24的长度方向设置,且滑移丝杆25的两端分别转动连接于凹槽24的两侧。第一螺纹座26和第二螺纹座27对称设置于滑移丝杆25的两端,第一螺纹座26和第二螺纹座27均滑移配合于凹槽24,且第一螺纹座26和第二螺纹座27背离凹槽24的一侧分别固定连接于第一滑移柱22和第二滑移柱23。滑移电机28固定安装于工作台20的侧壁,且滑移电机28的输出轴固定连接于滑移丝杆25。
34.参照图1和图2,第一滑移柱22和第二滑移柱23上均可升降设置有升降座30,两个升降座30分别能够沿第一滑移柱22和第二滑移柱23的长度方向相对工作台20竖直升降,且两个升降座30位于第一滑移柱22和第二滑移柱23相对的一侧。第一滑移柱22和第二滑移柱
23上设置有用于驱动两个升降座30相对工作台20竖直升降的升降组件。
35.本实施例中,升降组件的数量为两组,两组升降组件分别用于驱动第一滑移柱22和第二滑移柱23上的升降座30相对工作台20竖直升降。以下以用于驱动第一滑移柱22上的升降座30相对工作台20竖直升降的升降组件为例,对升降组件的具体结构进行阐述。
36.具体的,升降组件包括开设于第一滑移柱22上的滑槽31、转动设置于滑槽31内的升降丝杆32、螺纹连接于升降座30上的螺母座33以及用于驱动升降丝杆32转动驱动件。其中,滑槽31竖直开设于第一滑移柱22朝向第二滑移柱23的一侧,升降丝杆32沿滑槽31的长度方向设置,且升降丝杆32的两端分别转动连接于滑槽31的两端,螺母座33滑移配合于升降丝杆32,且螺母座33背离滑槽31的一侧固定连接于升降座30。驱动件包括固定设置于第一滑移柱22的顶面的升降电机34,升降电机34的输出轴固定连接有减速箱35,减速箱35的输出轴固定连接于升降丝杆32。
37.参照图2和图3,两个升降座30背离滑槽31的一侧均转动设置有夹持座40,夹持座40呈长方体状设置,夹持座40背离升降座30的一侧滑移设置有用于夹持钢板的第一夹板41和第二夹板42,第一夹板41和第二夹板42对称设置于夹持座40的上下两侧,且第一夹板41和第二夹板42配合将钢板夹紧或松开。为防止第一夹板41和第二夹板42对在夹持钢板时对钢板造成损害,第一夹板41和第二夹板42相对的一侧均设置有用于抵接钢板的侧壁的弹性抵接垫43。
38.夹持座40上设置有用于驱动第一夹板41和第二夹板42相对夹持座40朝相互靠近或远离的方向移动,以令第一夹板41和第二夹板42配合将钢板夹紧或松开的驱动组件。本实施例中,驱动组件的数量为两组,两组驱动组件分别用于驱动第一滑移柱22和第二滑移柱23上的夹持座40上的第一夹板41和第二夹板42朝相互靠近或远离的方向移动。
39.具体的,驱动组件包括开设于夹持座40上的竖槽44、转动设置于竖槽44内的夹持丝杆45、螺纹连接于夹持丝杆45上的第一滑块46和第二滑块47以及用于驱动夹持丝杆45转动的驱动件。其中,竖槽44竖直开设于夹持座40背离升降座30的一侧,夹持丝杆45为双向丝杆,夹持丝杆45沿竖槽44的长度方向设置,且夹持丝杆45的两端分别转动连接于竖槽44的两端,第一滑块46和第二滑块47对称设置于夹持丝杆45上,第一滑块46和第二滑块47均滑移配合于竖槽44,且第一滑块46和第二滑块47背离竖槽44的一侧分别固定连接于第一夹板41和第二夹板42。
40.参照图2和图3,驱动件包括套设于夹持丝杆45上的蜗轮48、用于与蜗轮48啮齿配合的蜗杆49以及用于驱动蜗杆49转动的手柄50,蜗轮48固定套设于夹持丝杆45上,且蜗轮48位于竖槽44内,蜗杆49沿垂直于夹持丝杆45的长度方向设置,且蜗杆49远离蜗轮48的一端伸出夹持座40外,手柄50固定套设于蜗杆49伸出夹持座40外的一端。通过驱动手柄50转动,带动蜗杆49,使蜗轮48发生转动,从而带动夹持丝杆45发生转动,使第一滑块46和第二滑块47沿竖槽44的长度方向朝相互靠近或远离的方向移动,进而使第一夹板41和第二夹板42相对夹持座40朝相互靠近或远离的方向移动,即此时第一夹板41和第二夹板42配合将钢板夹紧,由于第一滑移柱22和第二滑移柱23上均设置有夹持座40,即分别将两块需要焊接的钢板夹持固定,从而使在对钢板进行焊接时钢板不易发生移位。
41.为方便对钢板的另一面进行焊接作业,升降座30上还设置有用于驱动夹持座40相对升降座30发生翻转,以令第一夹板41和第二夹板42配合夹紧的钢板发生翻转的翻转组
件。本实施例中,翻转组件的数量为两组,两组翻转组件分别用于驱动第一滑移柱22和第二滑移柱23上的夹持座40分别相对两个升降座30进行翻转。
42.具体的,参照图2和图3,翻转组件包括转动设置于升降座30上的转轴51以及用于驱动转轴51转动的翻转电机52。其中,升降座30内开设有用于容纳转轴51的容纳腔53,转轴51沿工作台20的宽度方向设置,且转轴51的一端转动设置于容纳腔53内,转轴51的另一端伸出升降座30外后固定连接于夹持座40的侧壁。翻转电机52固定设置于升降座30的顶面,且翻转电机52的输出轴伸入容纳腔53内,翻转电机52的输出轴与转轴51之间设置有一组相互啮合的锥齿轮组54,其中一个锥齿轮固定套设于翻转电机52的输出轴,另一个锥齿轮固定套设于转轴51上。当需要对钢板的另一面进行焊接时,通过翻转电机52驱动转轴51转动,即可驱动夹持座40相对升降座30发生翻转,从而第一夹板41和第二夹板42配合夹紧的钢板发生翻转,即工作人员能够顺利地对钢板的另一面进行焊接,操作较为简便,降低了工作人员的劳动强度,且加快了焊接效率。
43.此外,参照图2和图4,为方便快速将焊接完成的钢板从承载座21上取下,承载座21上设置有用于将焊接完成的钢板顶起的顶起组件。本实施例中,顶起组件的数量为两组,两组顶起组件对称设置于承载座21的两侧,且两组顶起组件配合将焊接完成的钢板的两侧顶离承载座21的顶面。
44.具体的,顶起组件包括开设于承载座21上的安装槽60、容置于安装槽60内的顶块61,设置于顶块61的底侧的竖杆62以及用于驱动竖杆62相对安装槽60竖直升降的液压缸63。其中,安装槽60呈竖直设置,顶块61的大小与安装槽60相适配,且顶块61能够相对承载座21凸出于承载座21的顶面或与承载座21的顶面平齐,竖杆62插接配合于安装槽60,竖杆62的两侧均设置有导向块64,安装槽60内设置有用于与导向块64滑移配合的导向槽65,液压缸63呈竖直向上设置,且液压缸63的缸体固定安装于安装槽60的槽底,液压缸63的活塞杆固定连接于竖杆62的底端。
45.本技术的实施原理为:焊接时,首先将两块钢板分别放置在承载座21的两侧,并使两块钢板的一侧分别伸出承载座21外。此时通过滑移电机28驱动滑移丝杆25转动,使第一螺纹座26和第二螺纹座27朝相互靠近的方向移动,从而使第一滑移柱22和第二滑移柱23同时朝靠近承载座21的方向移动,同时使钢板伸出承载座21外的一侧位于夹持座40上的第一夹板41和第二夹板42之间。此时通过驱动驱动手柄50转动,使蜗杆49发生转动,带动蜗轮48发生转动,从而使夹持丝杆45发生转动,带动第一滑块46和第二滑块47沿竖槽44的长度方向朝相互靠近的方向移动,进而使第一夹板41和第二夹板42朝向相互靠近的方向移动,即第一夹板41和第二夹板42配合将钢板夹紧。此时再通过滑移电机28驱动滑移丝杆25转动,使第一滑移柱22和第二滑移柱23继续朝靠近承载座21的方向移动,即在第一夹板41和第二夹板42的夹持配合下,两块钢板需要焊接的位置在承载座21上相互抵接,此时即可对钢板进行焊接作业。
46.当需要对钢板的另一面进行焊接时,通过两个升降电机34同时驱动两根升降丝杆32发生转动,使螺母座33沿滑槽31的长度方向相对工作台20竖直升降,即升降座30相对工作台20竖直升降,从而在第一夹板41和第二夹板42的夹持配合下,钢板相对承载座21竖直升降,当钢板相对承载座21上升至一定高度时,通过翻转电机52驱动转轴51发生转动,使夹持座40发生转动,从而带动钢板发生翻转,再通过升降电机34驱动升降丝杆32反向转动,使
升降座30相对工作台20竖直下降,从而使钢板重新抵接于承载座21的顶面,此时即可对钢板的另一面进行焊接作业。
47.当钢板焊接完成后,通过驱动液压缸63处于伸展状态,带动竖杆62相对安装槽60竖直上升,从而使顶块61凸出于承载座21的表面,进而将承载板上焊接完成的钢板顶起,以方便工作人员将焊接完成的钢板取下。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。