1.本实用新型涉及冲床设备技术领域,具体为一种全自动钟表指针冲床设备。
背景技术:
2.冲床就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。冲压生产主要是针对板材的。通过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。
3.现有的钟表指针成型冲床设备,冲压后的指针原料不便于收集。
技术实现要素:
4.本实用新型的目的在于提供一种全自动钟表指针冲床设备,以解决上述背景技术中提出现有的钟表指针成型冲床设备,现有的钟表指针成型冲床设备,冲压后的指针原料不便于收集。
5.为实现上述目的,本实用新型提供如下技术方案:包括工作台和冲压床本体;所述冲压床本体安装在工作台的顶部,所述冲压床本体顶部滑动连接有冲压头,所述冲压头底部设置有下模具,所述冲压床本体内腔底部设置有与上模具上下对称的下模具,所述冲压床本体内腔底部垂直设置有送料板,所述送料板的一端抵在下模具一边,所述工作台下端设置有风机,所述风机的出风口连接有导气管,所述冲压床本体外壁设置有吹料管,所述吹料管的出风口延伸到下模具一边,所述导气管的另一端与所述吹料管的进气口连通,所述工作台一边设置有收料仓,所述收料仓与所述吹料管相对。
6.优选的,所述下模具顶部两边设置有定位块,两个所述定位块之间的间距与原料相匹配,两个所述定位块之间的间距大于所述冲压头的长度。
7.优选的,所述送料板一边平行设置有限位板,所述限位板内侧与所述定位块内侧在一条直线。
8.优选的,所述送料板与所述下模具位于同一水平面。
9.优选的,所述冲压床本体外壁设置有多个限位块,所述导气管的一端分别通过多个限位块的内部向外延伸。
10.优选的,所述收料仓一面为通口状,所述收料仓通口状的一面与所述下模具相对。
11.与现有技术相比,本实用新型的有益效果是:
12.1、通过风机连接电源,使得风机的出风口向连接的导气管内输送风,通过导气管另一端与安装在冲压床本体外壁上的吹料管连通,使得吹料管向下模具处延伸的一端向下模具部位吹风,将冲压成型的指针向收料仓处吹去,使得成型指针脱离下模具,通过工作台一边设有的收料仓,且收料仓的进料通口处与送料管出风口相对,使得吹起的成型指针飘落到收料仓内,便于对冲压成型后的指针收集,提高钟表指针生产效率;
13.2、通过冲压床本体内腔低端设有的送料板,将原料板推送到下模具上,同时将原料板的一边与送料板边缘上设有的限位板贴合,使得输送到下模具上的原料板正位于下模具顶部,同时原料板位于下模具顶部设有的定位块之间,便于对原料定位输送,提高冲压精度。
附图说明
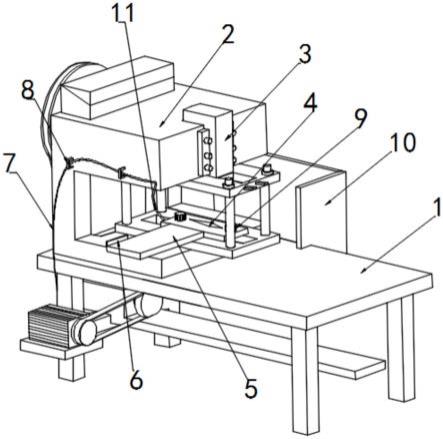
14.图1为本实用新型结构示意图;
15.图2为本实用新型正视结构示意图;
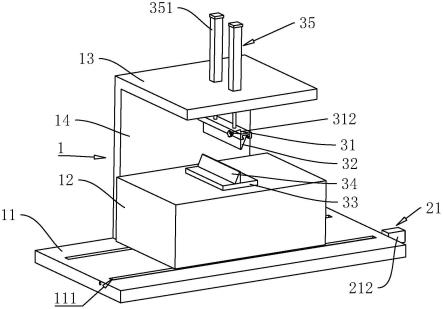
16.图3为本实用新型侧视结构示意图。
17.图中:1、工作台;2、冲压床本体;3、冲压头;4、下模具;5、送料板;6、限位板; 7、导气管;8、限位块;9、定位块;10、收料仓;11、吹料管;12、风机;13、上模具。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施条例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例
20.请参阅图1-3,图示中的:本实施例为本技术方案中一种优选实施方式,一种全自动钟表指针冲床设备,包括工作台1和冲压床本体2;冲压床本体2安装在工作台1的顶部,冲压床本体顶部滑动连接有冲压头3,冲压头3底部设置有下模具4,冲压床本体2内腔底部设置有与上模具13上下对称的下模具4,冲压床本体2内腔底部垂直设置有送料板5,送料板5的一端抵在下模具4一边,工作台1下端设置有风机12,风机12的出风口连接有导气管7,冲压床本体2外壁设置有吹料管11,吹料管11的出风口延伸到下模具4一边,导气管7的另一端与吹料管11的进气口连通,工作台1一边设置有收料仓10,收料仓10 与吹料管11相对。
21.如图1、3所示,下模具4顶部两边设置有定位块9,两个定位块9之间的间距与原料相匹配,两个定位块9之间的间距大于冲压头3的长度,通过下模具4顶部两边设有的定位块9,将输送到下模具4上的原料板定位,提高冲压精度。
22.如图1、3所示,送料板5一边平行设置有限位板6,限位板6内侧与定位块9内侧在一条直线,通过送料板5边缘设有的限位板6内侧与定位块9内侧在同一直线,便于将原料板对准输送到两个定位块9之间。
23.如图1所示,送料板5与下模具4位于同一水平面,通过送料板5与下模具4在同一水平面,便于原料板平稳输送到下模具4顶部。
24.如图1、2所示,冲压床本体2外壁设置有多个限位块8,导气管7的一端分别通过多个限位块8的内部向外延伸,通过限位块8将导气管7限制在冲压床本体2外壁上。
25.如图1所示,收料仓10一面为通口状,收料仓10通口状的一面与下模具4相对,通过收料仓10便于对下模具4顶部产生的钟表指针收集。
26.本实施例中,首先将各部分部件安装好,将冲压床本体2连接电源,使得冲压床本体 2上滑动设有的冲压头3上下冲压,将原料板从送料板5上推送到下模具4上,同时将原料
板的一边与送料板5边缘上设有的限位板6贴合,使得输送到下模具4上的原料板正位于下模具4顶部,同时原料板位于下模具4顶部设有的定位块9之间,便于对原料定位输送,通过上模具13冲压到下模具4上,从原料板上冲压出指针的型装,通过风机12连接电源,使得风机12的出风口向连接的导气管7内输送风,通过导气管7另一端与安装在冲压床本体2外壁上的吹料管11连通,使得吹料管11向下模具4处延伸的一端向下模具 4部位吹风,将冲压成型的指针吹起,使得成型的指针脱离下模具4,通过工作台1一边设有的收料仓10,且收料仓10的进料通口处与送料管出风口相对,使得吹起的成型指针飘落到收料仓10内,便于对冲压成型后的指针收集,提高钟表指针生产效率。
27.以上内容是结合具体实施方式对本实用新型作进一步详细说明,不能认定本实用新型具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以作出若干简单的推演或替换,都应当视为属于本实用新型所提交的权利要求书确定的保护范围。
技术特征:
1.一种全自动钟表指针冲床设备,包括工作台(1)和冲压床本体(2);其特征在于:所述冲压床本体(2)安装在工作台(1)的顶部,所述冲压床本体顶部滑动连接有冲压头(3),所述冲压头(3)底部设置有下模具(4),所述冲压床本体(2)内腔底部设置有与上模具(13)上下对称的下模具(4),所述冲压床本体(2)内腔底部垂直设置有送料板(5),所述送料板(5)的一端抵在下模具(4)一边,所述工作台(1)下端设置有风机(12),所述风机(12)的出风口连接有导气管(7),所述冲压床本体(2)外壁设置有吹料管(11),所述吹料管(11)的出风口延伸到下模具(4)一边,所述导气管(7)的另一端与所述吹料管(11)的进气口连通,所述工作台(1)一边设置有收料仓(10),所述收料仓(10)与所述吹料管(11)相对。2.根据权利要求1所述的一种全自动钟表指针冲床设备,其特征在于:所述下模具(4)顶部两边设置有定位块(9),两个所述定位块(9)之间的间距与原料相匹配,两个所述定位块(9)之间的间距大于所述冲压头(3)的长度。3.根据权利要求2所述的一种全自动钟表指针冲床设备,其特征在于:所述送料板(5)一边平行设置有限位板(6),所述限位板(6)内侧与所述定位块(9)内侧在一条直线。4.根据权利要求1所述的一种全自动钟表指针冲床设备,其特征在于:所述送料板(5)与所述下模具(4)位于同一水平面。5.根据权利要求1所述的一种全自动钟表指针冲床设备,其特征在于:所述冲压床本体(2)外壁设置有多个限位块(8),所述导气管(7)的一端分别通过多个限位块(8)的内部向外延伸。6.根据权利要求1所述的一种全自动钟表指针冲床设备,其特征在于:所述收料仓(10)一面为通口状,所述收料仓(10)通口状的一面与所述下模具(4)相对。
技术总结
本实用新型涉及冲床设备技术领域,具体为一种全自动钟表指针冲床设备,包括工作台和冲压床本体;所述冲压床本体安装在工作台的顶部,所述冲压床本体顶部滑动连接有冲压头,所述冲压头底部设置有下模具,所述冲压床本体内腔底部设置有与上模具上下对称的下模具,所述冲压床本体内腔底部垂直设置有送料板,所述送料板的一端抵在下模具一边,所述工作台下端设置有风机,所述风机的出风口连接有导气管,所述冲压床本体外壁设置有吹料管,本实用新型通过工作台一边设有的收料仓,且收料仓的进料通口处与送料管出风口相对,使得吹起的成型指针飘落到收料仓内,便于对冲压成型后的指针收集,提高钟表指针生产效率。提高钟表指针生产效率。提高钟表指针生产效率。
技术研发人员:王渊稽 王渊福
受保护的技术使用者:漳州市合达五金制品有限公司
技术研发日:2022.09.21
技术公布日:2023/2/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。