一种pin针整形工装
技术领域
1.本实用新型涉及工装技术领域,尤其涉及一种pin针整形工装。
背景技术:
2.铁氧体器件(包括但不限于环行器、隔离器)上装有铜质pin针,为了避免客户将器件安装焊接在应用电路板上后,pin针及铁氧体器件腔体底端与电路板出现虚接脱焊等不良状况,影响相应信号波段传播,pin针底部需与铁氧体器件腔体底端平齐,保证铁氧体器件腔体底端整体平面度在规格范围内(0~0.08mm),但根据铁氧体器件结构特征状况,单片器件上一般需装配2枚以上pin针,现有的铁氧体器件组装设备大多不具备校正平面度的功能,手动人工调整平面度精度不高,效率低下,且会消耗大量人力,所以需要针对pin针与铁氧体器件腔体底端平面度的校正开发相应的工装或者设备,实现批量性生产作业。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种可以针对pin针与铁氧体器件腔体底端平面度进行校正的pin针整形工装。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种pin针整形工装,用于调整铁氧体器件腔体底端及pin针底端的平面度,包括工作台、支架、直线驱动件、上模具和下模具,所述支架安装在所述工作台上,所述直线驱动件安装在所述支架上,所述上模具安装在所述直线驱动件的驱动端,所述工作台对应所述上模具的正下方安装有所述下模具,所述下模具设置有放置铁氧体器件的容置槽,所述容置槽底部设置有用于抵触所述铁氧体器件腔体底端的第一支撑面和用于抵触所述pin针底端的第二支撑面,所述第一支撑面与所述第二支撑面共面。
5.进一步的,所述上模具包括上模主体、弹性元件和挤压部,所述挤压部安装在所述上模主体上,所述挤压部相对于所述上模主体可滑动设置,所述弹性元件接触所述上模主体和所述挤压部。
6.进一步的,所述挤压部为非磁性钢针。
7.进一步的,还包括上模固定座,所述上模固定座安装有所述上模具,所述上模具通过所述上模固定座连接在所述直线驱动件的驱动端上。
8.进一步的,所述上模固定座连接有滑块,所述支架上设置有与所述滑块配合的滑轨,所述滑块连接所述滑轨。
9.进一步的,所述工作台还设置有控制组件,所述直线驱动件连接所述控制组件。
10.进一步的,所述工作台上还设置有自复位开关,所述自复位开关与所述控制组件电连接。
11.进一步的,所述自复位开关数量为两个,两个所述自复位开关与所述控制组件串联,两个所述自复位开关间隔设置。
12.进一步的,所述工作台底部安装有支脚。
13.进一步的,所述工作台底部开设有线槽,所述线槽一端设置有通孔。
14.本实用新型的有益效果在于:本实用新型提供的pin针整形工装,可以对pin针底端与铁氧体器件腔体底端实现平面度整形,满足批量生产需求,操作简单,既减轻员工作业劳动强度,又可快速的导入半自动或全自动作业模式,利于批量性生产作业。
附图说明
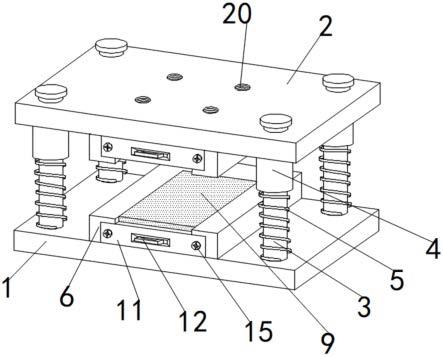
15.图1为本实用新型实施例一pin针整形工装的结构示意图;
16.图2为图1中细节a处的放大图;
17.图3为本实用新型实施例一pin针整形工装的侧视图;
18.图4为本实用新型实施例一pin针整形工装中上模具的爆炸图;
19.图5为本实用新型实施例一pin针整形工装的仰视图。
20.标号说明:
21.1、工作台;11、控制组件;12、自复位开关;13、支脚;14、线槽;15、通孔;
22.2、支架;21、滑轨;
23.3、直线驱动件;
24.4、上模具;41、上模主体;42、弹性元件;43、挤压部;
25.5、下模具;51、容置槽;511、第一支撑面;512、第二支撑面;
26.6、上模固定座;61、滑块。
具体实施方式
27.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
28.请参照图1至图5,一种pin针整形工装,用于调整铁氧体器件腔体底端及pin针底端的平面度,包括工作台1、支架2、直线驱动件3、上模具4和下模具5,所述支架2安装在所述工作台1上,所述直线驱动件3安装在所述支架2上,所述上模具4安装在所述直线驱动件3的驱动端,所述工作台1对应所述上模具4的正下方安装有所述下模具5,所述下模具5设置有放置铁氧体器件的容置槽51,所述容置槽51底部设置有用于抵触所述铁氧体器件腔体底端的第一支撑面511和用于抵触所述pin针底端的第二支撑面512,所述第一支撑面511与所述第二支撑面512共面。
29.本实用新型的工作原理简述如下:铁氧体器件放入容置槽51中,启动设备,直线驱动件3带动上模具4压向下模具5,压合过程中,在所述第一支撑面511与所述第二支撑面512的抵持作用下,校正铁氧体器件腔体底端及pin针底端的平面度。
30.从上述描述可知,本实用新型的有益效果在于:本实用新型提供的pin针整形工装,可以对pin针底端与铁氧体器件腔体底端实现平面度整形,满足批量生产需求,操作简单,既减轻员工作业劳动强度,又可快速的导入半自动或全自动作业模式,利于批量性生产作业。
31.进一步的,所述上模具4包括上模主体41、弹性元件42和挤压部43,所述挤压部43安装在所述上模主体41上,所述挤压部43相对于所述上模主体41可滑动设置,所述弹性元件42接触所述上模主体41和所述挤压部43。
32.进一步的,所述挤压部43为非磁性钢针。
33.由上述描述可知,非磁性钢针可以更好地抵持相对细小的pin针和铁氧体器件,同时,非磁性钢针硬度大不易变形,使用寿命更长。
34.进一步的,还包括上模固定座6,所述上模固定座6安装有所述上模具4,所述上模具4通过所述上模固定座6连接在所述直线驱动件3的驱动端上。
35.进一步的,所述上模固定座6连接有滑块61,所述支架2上设置有与所述滑块61配合的滑轨21,所述滑块61连接所述滑轨21。
36.由上述描述可知,设置相互配合的滑块与滑轨,可以使上模具升降更稳定。
37.进一步的,所述工作台1还设置有控制组件11,所述直线驱动件3连接所述控制组件11。
38.由上述描述可知,本pin针整形工装操作简单,使用方便。
39.进一步的,所述工作台1上还设置有自复位开关12,所述自复位开关12与所述控制组件11电连接。
40.由上述描述可知,所述自复位开关用于开启设备。
41.进一步的,所述自复位开关12数量为两个,两个所述自复位开关12与所述控制组件11串联,两个所述自复位开关12间隔设置。
42.由上述描述可知,若需要启动工装,需要操作人员双手同时按压两个自复位开关,保证设备启动时操作人员双手全部离开工装动作区,保障操作人员的安全。
43.进一步的,所述工作台1底部安装有支脚13。
44.由上述描述可知,所述支脚用于架高所述工作台。
45.进一步的,所述工作台1底部开设有线槽14,所述线槽14一端设置有通孔15。
46.由上述描述可知,所述线槽可对设备线路进行整理,方便设备维护。
47.实施例一
48.请参照图1至图5,本实用新型的实施例一为:一种pin针整形工装,用于调整铁氧体器件腔体底端及pin针底端的平面度,包括工作台1、支架2、直线驱动件3、上模具4和下模具5,所述支架2安装在所述工作台1上,所述直线驱动件3安装在所述支架2上,所述上模具4安装在所述直线驱动件3的驱动端,所述工作台1对应所述上模具4的正下方安装有所述下模具5,所述下模具5设置有放置铁氧体器件的容置槽51,所述容置槽51底部设置有用于抵触所述铁氧体器件腔体底端的第一支撑面511和用于抵触所述pin针底端的第二支撑面512,所述第一支撑面511与所述第二支撑面512共面,本实施例中,所述上模具4的数量为两个,两个所述上模具4关于所述直线驱动件3轴线左右对称,所述下模具5对应所述上模具4设置有两个所述容置槽51,其他实施例中,所述上模具4的数量可为一个或两个以上,所述下模具5对应所述上模具4数量设置相同个数的所述容置槽51。
49.可选的,所述直线驱动器为气缸、液压缸、直线电机等,优选的,所述直线驱动件3为气缸。
50.请参照图3和图4,所述上模具4包括上模主体41、弹性元件42和挤压部43,所述挤压部43安装在所述上模主体41上,所述挤压部43相对于所述上模主体41可滑动设置,所述弹性元件42接触所述上模主体41和所述挤压部43,还包括上模固定座6,所述上模固定座6安装有所述上模具4,所述上模具4通过所述上模固定座6连接在所述直线驱动件3的驱动端
上,可选的,所述弹性元件42为弹簧、弹片或弹性橡胶块,本实施例中,所述弹性元件42为弹簧。
51.请参照图4,本实施例中,所述挤压部43为非磁性钢针,所述非磁性钢针包括对位器件pin针的小钢针和对位铁氧体器件中心位置的大钢针。
52.请参照图1和图3,所述上模固定座6连接有滑块61,所述支架2上设置有与所述滑块61配合的滑轨21,所述滑块61连接所述滑轨21,本实施例中,所述上模固定座6与所述滑块61为可拆卸连接,所述支架2与所述滑轨21为可拆卸连接。
53.请参照图1和图3,所述工作台1还设置有控制组件11,所述直线驱动件3连接所述控制组件11,本实施例中,所述控制组件11包括控制电源、电磁阀和气压调节阀,所述控制电源与所述电磁阀电连接,所述气缸、所述电磁阀、所述气压调节阀以及外界气源通过气管串联。
54.请参照图1和图3,所述工作台1上还设置有自复位开关12,所述自复位开关12与所述控制组件11电连接,进一步的,所述自复位开关12数量为两个,两个所述自复位开关12与所述控制组件11串联,两个所述自复位开关12间隔设置,本实施例中,所述自复位开关12具有自复位按钮和接线部,所述工作台1设有两个开孔,所述接线部安装在所述工作台1的下方,所述自复位按钮穿过开孔从所述工作台1上方露出。
55.请参照图5,所述工作台1底部安装有支脚13,本实施例中,所述支脚13的数量为4个,分别安装在所述工作台1下方四角处,所述支脚13长度大于所述自复位开关12接线部的厚度。
56.请参照图5,所述工作台1底部开设有线槽14,所述线槽14一端设置有通孔15,本实施例中,所述线槽14连接两个自复位开关12以及控制电源,所述通孔15开设在所述工作台1对应所述控制电源的下方处。
57.综上所述,本实用新型提供的pin针整形工装,可以对pin针底端与铁氧体器件腔体底端实现平面度整形,满足批量生产需求,操作简单,既减轻员工作业劳动强度,又可快速的导入半自动或全自动作业模式,利于批量性生产作业;设备使用寿命长,便于后期维护,有利于降低成本;设备间隔设置两个自复位开关,保证设备启动时操作人员双手全部离开工装动作区,保障操作人员的安全。
58.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。