1.本实用新型涉及液压支架焊接技术领域,具体涉及一种用于液压支架结构件的多位置自动化焊接工作站。
背景技术:
2.液压支架结构件品种多、尺寸跨度大,且焊接时需要将工件
±
90
°
侧翻,这些均成为制约液压支架结构件柔性自动化生产线建设的关键因素之一。为解决上述难题,专利202120929441 .5采用双向翻转组件以及顶升移载组件的配合,实现对液压支架的翻转,增加机器人焊接的覆盖率。但是该专利中翻转液压支架的方式过于繁琐,需要顶升移载组件与双向翻转组件之间持续的配合,且翻转过程中缺少固定结构,增加了翻转过程中的风险。
技术实现要素:
3.为了解决上述问题,本实用新型将采用以下技术方案:
4.一种用于液压支架结构件的多位置自动化焊接工作站,包括两条平行设置的地轨,以及滑动连接在地轨上的若干个用于焊接的机器人组件,所述两条地轨之间设置有与机器人组件一一对应的若干个支撑回转装置;所述支撑回转装置包括两个支撑架,位于两个支撑架之间焊接平台,位于焊接平台的两端的转轴,以及分布在焊接平台上的多组对中夹紧装置;所述转轴的另一端与安装在支撑架上的回转电机的输出轴连接,由该回转电机驱动转轴旋转;所述中夹紧装置用于夹紧待焊接的液压支架结构件。
5.进一步地,每一组所述中夹紧装置包括两个对称分布在焊接平台上的夹持件;所述夹持件包括设置在焊接平台上的安装架,转动连接在安装架内的丝杠,套装在丝杠上的移动块,位于移动块上方的安装板,以及设置在安装板上的用于顶紧液压支架结构件的多个顶杆;所述丝杠的一端延伸至安装架外,且与设置在安装架外的驱动电机的输出轴之间连接;所述移动块与丝杠之间螺纹连接,且所述移动块的下部滑动卡接在安装架内设置的滑槽中。
6.进一步地,所述焊接平台上设置有镂空结构。
7.进一步地,所述机器人组件包括c型桁架,所述c型桁架的中部安装有旋转轴和上部安装有升降外部轴,所述升降外部轴的下端安装有六轴机器人。
8.进一步地,每条地轨上均设置有两个机器人组件;且支撑回转装置共有两组。
9.进一步地,所述转轴为“l
”ꢀ
型结构;所述回转电机的输出轴与所述转轴的一端连接,所述焊接平台与该转轴的另一端连接。
10.本实用新型的有益效果:本实用新型通过对中夹紧组件将液压支架结构件固定在焊接平台上,并通过支撑回转装置来实现液压支架结构件翻转
±
90
°
,从而实现了对于工件多个方位的焊接,有效增加了机器人组件焊接的覆盖率,提高了生产效率。本实用新型中对液压支架结构件翻转
±
90
°
的方法简单,只需要利用回转电机驱动转轴旋转即可,且增设有对中夹紧装置,增加了操作的安全性。本实用新型的转轴呈“l
”ꢀ
型结构, l型结构尺寸根据
最大和最小工件高度设计,此结构保证在工件翻转过程中与其他设备不干涉,且保证工件翻转姿态两侧机器人可达性及覆盖率。
附图说明
11.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
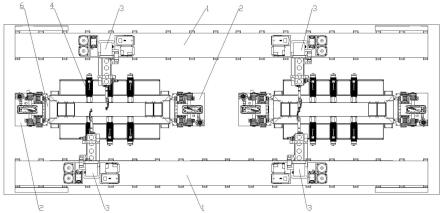
12.图1为本实用新型的俯视图;
13.图2为本实用新型的主视图;
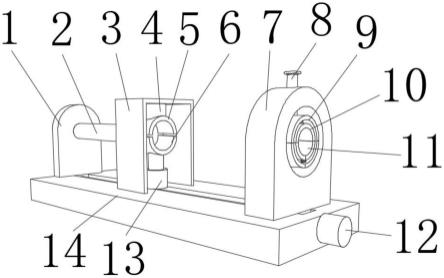
14.图3为本实用新型支撑回转装置的结构示意图;
15.图4为本实用新型对中夹紧组件的结构示意图;
16.图5为本实用新型的转轴的结构示意图;
17.附图标记:1、地轨;2、支撑架;3、机器人组件;4、对中夹紧装置;5、回转电机;6、转轴;7、焊接平台;8、驱动电机;9、安装架;10、丝杠;11、移动块;12、安装板;13、顶杆。
具体实施方式
18.以下将结合附图和实施例对本实用新型的技术方案进行进一步地说明,以期本领域技术人员能够更清楚地理解该技术方案的内容。
19.如附图1-4所示,本实施例提出了一种用于液压支架结构件的多位置自动化焊接工作站,包括两条平行设置的地轨1,在每一条地轨1上均滑动连接有2个用于焊接的机器人组件3,所述机器人组件3包括c型桁架,所述c型桁架的中部安装有旋转轴6和上部安装有升降外部轴,所述升降外部轴的下端安装有六轴机器人。此处的机器人组件3的结构并未作出改进,采用是现有技术中常用的焊接机器人结构,例如专利202120929441 .5中记载的机器人组件。且该处的机器人组件个数也可以为更多个,需要根据地轨长度以及工件大小来确定。
20.所述两条地轨1之间设置有与机器人组件3一一对应的2个支撑回转装置;所述支撑回转装置包括两个支撑架2,位于两个支撑架2之间焊接平台7,位于焊接平台7的两端的转轴6,以及分布在焊接平台7上的多组对中夹紧装置4;所述转轴6的另一端与安装在支撑架2上的回转电机5的输出轴连接,由该回转电机5驱动转轴6旋转;所述转轴6为“l
”ꢀ
型结构;所述回转电机5的输出轴与所述转轴6的一端连接,所述焊接平台7与该转轴6的另一端连接。此处将转轴设置为l形使得两个相邻的支撑回转装置带动工件翻转后,机器人组件对工件焊接时,相邻的工件之间不会产生干涉。
21.所述中夹紧装置4用于夹紧待焊接的液压支架结构件。每一组所述中夹紧装置4包括两个对称分布在焊接平台7上的夹持件;所述夹持件包括设置在焊接平台7上的安装架9,转动连接在安装架9内的丝杠10,套装在丝杠10上的移动块11,位于移动块11上方的安装板12,以及设置在安装板12上的用于顶紧液压支架结构件的多个顶杆13;所述丝杠10的一端延伸至安装架9外,且与设置在安装架9外的驱动电机8的输出轴之间连接;所述移动块11与丝杠10之间螺纹连接,且所述移动块11的下部滑动卡接在安装架9内设置的滑槽(图中未示
出)中。当驱动电机启动时,带动移动块沿着丝杠移动,从而实现顶杆顶紧或者松开液压支架结构件。
22.所述焊接平台7上设置有镂空结构。此处设置镂空结构是为了方便对工件靠近焊接平台的一侧进行焊接。
23.其中,具体实施时,利用自动行车将两个结构件a和b分别放置在两个焊接平台上,启动对对中夹紧装置中的驱动电机使得各个顶杆顶紧在结构件两侧,然后两条地轨上的四个机器人组件分别对a和b进行平位置焊接,当焊接完成后,回转电机带动l型转轴旋转,进而带动工件a进行90
°
的翻转,一侧的两个机器人组件对工件a的一侧焊缝进行焊接。另一个支撑回转装置则带动工件b进行-90
°
的翻转,另一侧的两个机器人对工件b的一侧的焊缝进行焊接。由于转轴的l型设计方式,使得两列机器人焊接时不容易造成干涉。
24.当两个工件一侧的焊缝焊接完成后,支撑回转装置带动工件a再进行-90
°
的翻转,此时原本焊接工件b的机器人组件移动到工件a的对面,对工件a的另一侧焊缝进行焊接;另外,支撑回转装置带动工件b再进行90
°
翻转,此时原本焊接工件a的机器人组件移动到工件b的对面,对工件b的另一侧焊缝进行焊接。
25.本实用新型通过机器人组件的移动和支撑回转装置实现了对于结构件多位置的自动化焊接,本实施例中的机器人组件焊接的覆盖率高,且减少了焊接中转的时间,本实施例中增设有对中夹紧装置,提高了工件翻转时的稳定性。本实用新型减少了焊接过程中人工干预的环节,降低了工伤事故的概率。
26.尽管已经结合了本公开的具体实施例对本公开进行了描述,但是根据前面的描述,这些实施例的很多替换、修改和变型对本领域普通技术人员来说将是显而易见的。本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。