1.本实用新型涉及冲切模具技术领域,特别涉及一种精细化冲切模具。
背景技术:
2.随着电子行业的逐步发展,对于fpc产品的加工精度要求越来越高。在实际生产当中,部分fpc产品较难一次成型,需使用多副冲切模具进行多次冲切成型。多次冲切成型需要进行多次定位,多次定位难免会产生组合公差,影响fpc产品的加工精度,加工出来的fpc产品较难满足加工要求。
3.例如,现有一种fpc产品的结构如图1中所示,该产品包括依次设置的fpc层51、双面胶层52与离型纸层53三层,其中,产品的外轮廓部分需要进行半切处理(冲断fpc层与双面胶层,离型纸层不断),内部的槽孔54需进行落料处理,这使得该fpc产品在冲切时无法使用复合钢模进行处理。因此,要生产成型该fpc产品,需要使用一副钢模做落料处理,还需要使用一副蚀刻刀模具进行半切处理。
4.其中,钢模的冲切轮廓如图3虚线框内所示,蚀刻刀模的冲切轮廓如图4虚线框内所示,与两副冲切模具相对应的,待冲切的整版产品结构如图2所示,使用钢模进行冲切加工时,通过第一定位孔1进行定位,使用蚀刻模具进行冲切加工时,通过第二定位孔2进行定位。两副模具的定位公差均为
±
0.035mm,组合使用后,组合公差为
±
0.07mm,无法满足
±
0.05的加工要求,需要进行改进。
技术实现要素:
5.本实用新型的目的在于提供一种精细化冲切模具,以减少冲切定位次数,提高加工精度。
6.为了实现上述目的,本实用新型采用的技术方案如下:
7.一种精细化冲切模具,包括上模芯与下模芯,所述上模芯与所述下模芯之间设置有定位结构,所述上模芯包括固定板、卸料板与冲头,所述卸料板设置在固定板下方,所述冲头竖直设置,冲头顶部与固定板固定连接,底部穿透卸料板,所述下模芯包括凹模板、托板与蚀刻刀,所述托板设置在凹模板下方,所述蚀刻刀固定设置在凹模板顶部。
8.进一步的,所述蚀刻刀包括刀锋部与基座部,所述刀锋部用于切割,所述基座部固定连接在刀锋部底端,并嵌入设置在凹模板内。
9.进一步的,所述刀锋部具有相交的第一切割面与第二切割面,所述第一切割面与所述第二切割面之间的夹角呈25
°
~35
°
。
10.进一步的,所述刀锋部的垂直高度为0.5~1.0mm,所述基座部的高度为1.0~1.4mm。
11.进一步的,所述蚀刻刀整体呈矩形框状。
12.进一步的,所述蚀刻刀设置有多个,蚀刻刀底部设置有刀模底板,所述刀模底板同时与各个蚀刻刀固定连接,并嵌入设置在凹模板顶部。
13.进一步的,所述蚀刻刀设置有多个,并且呈矩阵式间隔排列设置。
14.进一步的,所述卸料板与所述托板上开设有上下贯通的落料孔,所述冲头的位置与所述落料孔的位置上下相对应。
15.进一步的,所述定位结构包括上下相对应设置的避让孔与定位销,所述定位销与所述下模芯固定连接,且顶部凸出所述凹模板的顶端面,所述避让孔开设在所述卸料板底部,且形状与所述定位销相匹配。
16.进一步的,所述定位销设置有四个,且分别布设在凹模板的四角边缘处。
17.本实用新型具有如下有益效果:
18.1、使用该模具进行冲切可减少冲切定位次数,避免多次定位导致组合公差较大的情况,降低对产品加工精度的影响,所冲切出来的产品尺寸精度较高,比较容易满足加工要求,有利于提高企业竞争力。
19.2、根据加工需求对应设置蚀刻刀的位置高度,可使该模具可同时进行冲切落料与半切处理。
附图说明
20.图1为fpc产品结构示意图。
21.图2为现有技术待冲切整版产品结构示意图。
22.图3为现有技术钢模冲切轮廓示意图。
23.图4为现有技术蚀刻刀模冲切轮廓示意图。
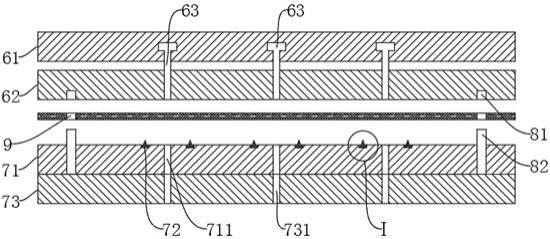
24.图5为本实用新型结构示意图之一。
25.图6为图5当中ⅰ部分结构局部放大示意图。
26.图7为本实用新型冲切状态示意图。
27.图8为图7当中ⅱ部分结构局部放大示意图。
28.图9为本实用新型蚀刻刀立体结构示意图之一。
29.图10为本实用新型蚀刻刀截面示意图。
30.图11为本实用新型蚀刻刀立体结构示意图之一。
31.图12为本实用新型蚀刻刀与刀模底板连接结构示意图。
32.图13为本实用新型待冲切整版产品结构示意图。
33.图14为本实用新型冲切轮廓示意图。
34.主要组件符号说明:1、第一定位孔;2、第二定位孔;3、冲头冲切轮廓;4、蚀刻刀冲切轮廓;5、fpc产品;51、fpc层;52、双面胶层;53、离型纸层;54、槽孔;6、上模芯;61、固定板;62、卸料板;63、冲头;7、下模芯;71、凹模板;711、落料孔;72、蚀刻刀;721、刀锋部;7211、第一切割面;7212、第二切割面;722、基座部;723、刀模底板;7231、落料孔;73、托板;731、落料孔;8、定位结构;81、避让孔;82、定位销;9、第三定位孔;a、第一切割面与第二切面之间的夹角;h1、刀锋部高度;h2、基座部高度。
具体实施方式
35.下面结合附图和具体实施方式,对本实用新型做进一步说明。
36.如图5-8所示,本实用新型公开了一种精细化冲切模具,包括上模芯6与下模芯7,
上模芯6与下模芯7之间设置有定位结构8,上模芯6包括固定板61、卸料板62与冲头63,卸料板62设置在固定板61下方,冲头63竖直设置,冲头63顶部与固定板61固定连接,底部穿透卸料板62,下模芯7包括凹模板71、托板73与蚀刻刀72,托板73设置在凹模板71下方,蚀刻刀72固定设置在凹模板71顶部。
37.如图9、10所示,蚀刻刀72包括刀锋部721与基座部722,刀锋部721用于切割,基座部722固定连接在刀锋部721底端,并嵌入设置在凹模板71内。基座部722的设置,可方便蚀刻刀72的安装,加强整体的结构强度。基座部722嵌入式的设置,使得蚀刻刀72安装更为稳固。刀锋部721具有相交的第一切割面7211与第二切割面7212,第一切割面7211与第二切割面7212之间的夹角α呈25
°
~35
°
。作为优选,第一切割面7211与第二切割面7212相对于竖直面对称设置,两者相交处的刀尖竖直朝上。刀锋部721的垂直高度h1为0.5~1.0mm,在加工图1中的fpc产品5时,为方便半切处理,刀锋部721的垂直高度h1设置在0.8mm左右。基座部722的截面形状呈方形,且高度h2为1.0~1.4mm,也即是基座部722的厚度为1.0~1.4mm,作为优选,可设置在1.2mm左右。
38.该模具用于加工图1中的fpc产品5时,相对应的,蚀刻刀72整体呈矩形框状,冲头63的形状与数量与图1中的fpc产品5相对应,且位置与蚀刻刀冲切轮廓4上下相对应,位于框状的轮廓内部。在整版处理产品时,蚀刻刀72设置有多个,并且呈矩阵式间隔排列设置,冲头63同样对应设置多组。为方便蚀刻刀72装卸,蚀刻刀72设置有多个时,如图11、12所示,蚀刻刀72底部设置有刀模底板723,刀模底板723同时与各个蚀刻刀72固定连接,并嵌入设置在凹模板71顶部。蚀刻刀72与刀模底板723之间可一体成型设置。为方便落料,卸料板62与托板73上开设有上下贯通的落料孔711、731,冲头63的位置与落料孔711、落料孔731的位置上下相对应。设有上述刀模底板723时,刀模底板723上对应开设有落料孔7231。
39.定位结构8用于待冲切整版产品的定位,作为其中一种选择,定位结构8包括上下相对应设置的避让孔81与定位销82,定位销82与下模芯7固定连接,且顶部凸出凹模板71的顶端面,避让孔81开设在卸料板62底部,且形状与定位销82相匹配。定位销82设置有四个,且分别布设在凹模板71的四角边缘处。
40.使用该模具冲切如图1中所示的fpc产品5时,相对应,待冲切的整版产品定位孔仅需开设一套,也即是,可如图13中所示出的,仅需设置第三定位孔9即可。第三定位孔9位于模具冲切范围外,其具体数量与位置根据加工需求进行设置,用于一次定位。待冲切的整版产品通过第三定位孔9与定位销82配合定位,定位后进行一次冲切即可得到多个如图1中所示的fpc产品5。冲切时,蚀刻刀冲切轮廓4如图14中虚线部分所示,冲头冲切轮廓3如图14中位于蚀刻刀冲切轮廓4内侧的实线部分所示,根据fpc层51与双面胶层52的厚度情况,调整蚀刻刀72的位置高度,可实现fpc产品5外形的半切效果,根据fpc产品5整体厚度,调整冲头63底端位置高度,可实现fpc内部槽孔54落料处理。
41.可见,使用该模具进行冲切处理可减少冲切定位次数,避免多次定位导致组合公差较大的情况,从而降低对产品加工精度的影响,所冲切出来的产品尺寸精度较高,比较容易满足加工要求,有利于提高企业竞争力。
42.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出各种变化,均为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
