一种用于玻璃盖板打磨的cnc磨头
技术领域
1.本实用新型涉及玻璃盖板加工技术领域,具体涉及一种用于玻璃盖板打磨的cnc磨头。
背景技术:
2.现有的玻璃磨边机多是使用单一的磨头进行打磨,先用粗打磨的磨头进行打磨后,关闭打磨机换成细打磨头再进行打磨,制倒角时还要再次更换磨头,操作繁琐,从而使加工效率低;另一方面,由于磨头都是人工更换,不可避免的存在因失误造成的偏差,更换次数多时,出现问题的次数也会相对增多,影响产品良率。
3.现有技术中已存在集多种功能于一体的磨头,如专利号为201820105265.1的中国实用新型专利一种加工玻璃用磨头,包括磨杆和磨杆下方连接的打磨部;所述打磨部包括将玻璃成型的第一打磨部、倒边的第二打磨部及制弧边的第三打磨部;所述第一打磨部、第二打磨部及第三打磨部依次靠近磨杆设置;所述第二打磨部包括至少一梯形槽;所述第一打磨部外镀有粒度为300~450目的金刚砂;所述第二打磨部表面镀有粒度为750~850目的金刚砂;所述第三打磨部表面镀有粒度为950~1100目的金刚砂;所述第三打磨部靠近第二打磨部的一端设有纵截面为圆弧形的精磨面。本实用新型通过一磨头实现粗磨、精磨、制倒边及制弧边,减少了生产过程中更换磨头的操作,提高了生产效率和产品良率。
4.现有的磨头在玻璃加工时需要先对玻璃盖板的外形进行倒边处理,然后再对玻璃板一侧的边缘进行弧边处理,需要对玻璃盖板的侧边进行两次研磨,浪费时间,降低了生产效率。
技术实现要素:
5.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种用于玻璃盖板打磨的cnc磨头。
6.本实用新型的目的通过下述技术方案实现:一种用于玻璃盖板打磨的cnc磨头,包括磨头本体和固定于磨头本体顶部中央的固定轴,所述磨头本体的外侧壁从上往下依次开设有外形开粗打磨面、第一弧面精修打磨槽、第二弧面精修打磨槽、凹槽精修打磨槽和凹槽开粗打磨面,第一弧面精修打磨槽、第二弧面精修打磨槽和凹槽精修打磨槽底面的侧壁均设置有倒角,第一弧面精修打磨槽、第二弧面精修打磨槽和凹槽精修打磨槽顶面的侧壁均设置有内圆角。
7.进一步的,所述外形开粗打磨面、凹槽开粗打磨面的外侧面均镀有粒度为500目的金刚砂。
8.进一步的,所述第一弧面精修打磨槽、第二弧面精修打磨槽和凹槽精修打磨槽的内侧面均镀有粒度为1200目的金刚砂。
9.进一步的,所述第一弧面精修打磨槽、第二弧面精修打磨槽和凹槽精修打磨槽内侧的宽度相等。
10.进一步的,所述第一弧面精修打磨槽的内径与第二弧面精修打磨槽的内径相等,第二弧面精修打磨槽的内径大于凹槽精修打磨槽的内径。
11.更进一步的,所述第一弧面精修打磨槽、第二弧面精修打磨槽和凹槽精修打磨槽的内径之比为3-4:3-4:1。
12.进一步的,所述外形开粗打磨面的外径大于所述凹槽开粗打磨面的外径。
13.更进一步的,所述外形开粗打磨面和所述凹槽开粗打磨面的外径之比为4-5:1。
14.进一步的,所述倒角的角度为45
°
。
15.进一步的,所述内圆角的半径与所述第一弧面精修打磨槽内侧的宽度之比为1.2:1。
16.本实用新型的有益效果在于:本实用新型的cnc磨头通过采用外形开粗打磨面,可以对玻璃盖板的外形进行粗打磨,使其外形大致成型;通过采用弧面精修槽,可以玻璃盖板的边缘进行弧边处理及精打磨;通过采用凹槽开粗打磨面,可以对玻璃盖板的凹槽进行粗打磨;通过采用凹槽精修打磨槽,可以对玻璃盖板的凹槽进行弧边处理及精打磨,功能多样,结构简单,实用性强。
17.本实用新型的cnc磨头通过在弧面精修打磨槽和凹槽精修打磨槽底面的外侧壁均设置倒角,弧面精修打磨槽和凹槽精修打磨槽顶面的外侧壁均设置内圆角,可以对玻璃盖板的边缘及凹槽处同时进行倒角和弧边处理,操作简便,节约了时间,提高了生产效率,同时节约了成本。
附图说明
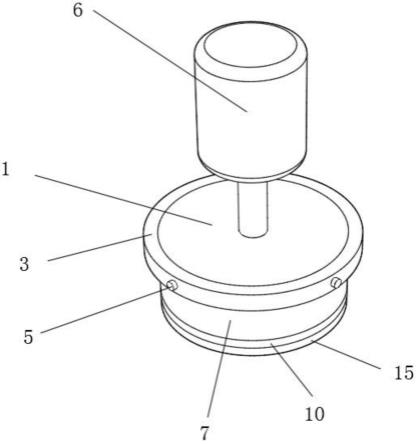
18.图1是本实用新型的立体结构示意图。
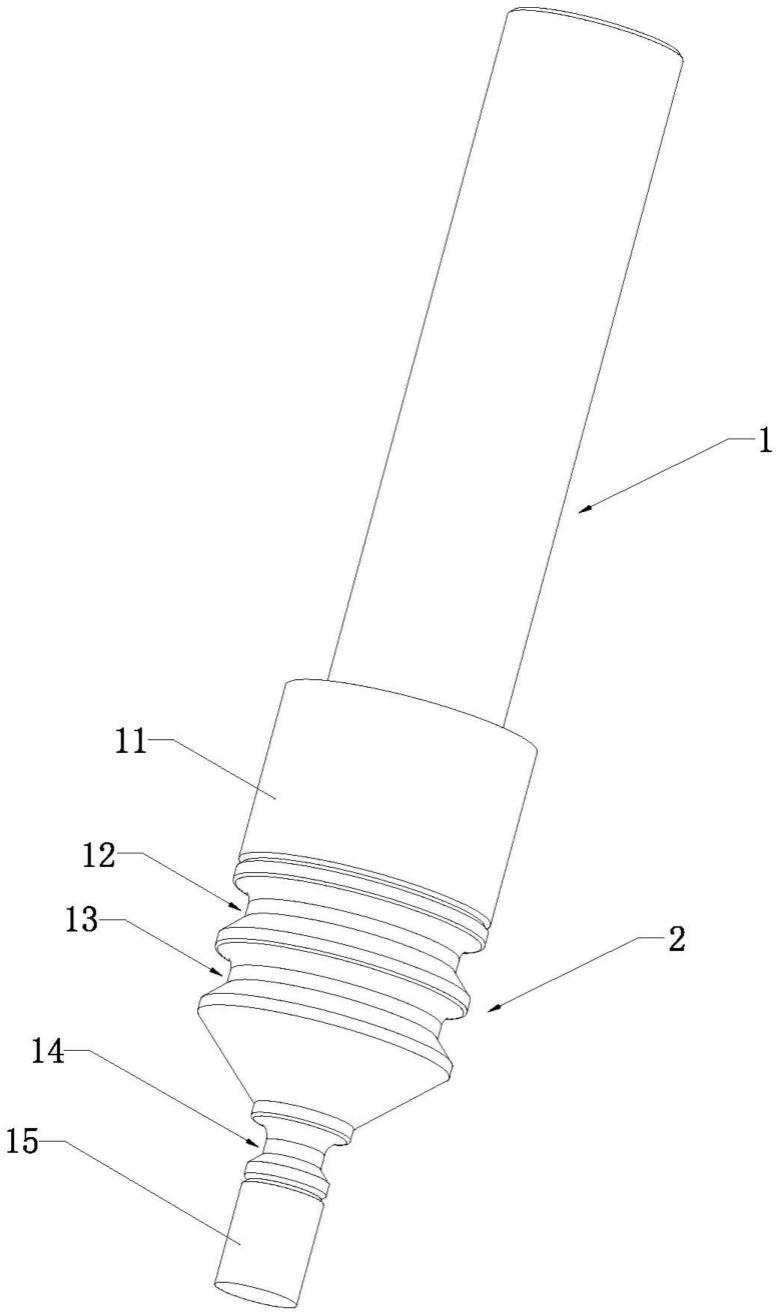
19.图2是本实用新型的主视图。
20.附图标记为:磨头本体1、固定轴2、外形开粗打磨面11、第一弧面精修打磨槽12、第二弧面精修打磨槽13、凹槽精修打磨槽14、凹槽开粗打磨面15、倒角16、内圆角17。
具体实施方式
21.为了便于本领域技术人员的理解,下面结合实施例及附图1-2对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
22.见图1-2,一种用于玻璃盖板打磨的cnc磨头,包括磨头本体1和固定于磨头本体1顶部中央的固定轴2,所述磨头本体1的外侧壁从上往下依次开设有外形开粗打磨面11、第一弧面精修打磨槽12、第二弧面精修打磨槽13、凹槽精修打磨槽14和凹槽开粗打磨面15,第一弧面精修打磨槽12、第二弧面精修打磨槽13和凹槽精修打磨槽14底面的侧壁均设置有倒角16,第一弧面精修打磨槽12、第二弧面精修打磨槽13和凹槽精修打磨槽14顶面的侧壁均设置有内圆角17。
23.本实用新型的cnc磨头通过采用外形开粗打磨面11,可以对玻璃盖板的外形进行粗打磨,使其外形大致成型;通过采用弧面精修槽,可以玻璃盖板的边缘进行弧边处理及精打磨;通过采用凹槽开粗打磨面15,可以对玻璃盖板的凹槽进行粗打磨;通过采用凹槽精修打磨槽14,可以对玻璃盖板的凹槽进行弧边处理及精打磨,功能多样,结构简单,实用性强。
24.本实用新型的cnc磨头通过在弧面精修打磨槽和凹槽精修打磨槽14底面的外侧壁
均设置倒角16,弧面精修打磨槽和凹槽精修打磨槽14顶面的外侧壁均设置内圆角17,可以对玻璃盖板的边缘及凹槽处同时进行倒角16和弧边处理,操作简便,节约了时间,提高了生产效率,同时节约了成本。
25.本实施例中,所述外形开粗打磨面11、凹槽开粗打磨面15的外侧面均镀有粒度为500目的金刚砂。通过采用上述粒度的金刚砂,可以对玻璃盖板的外形进行粗打磨,以及对玻璃盖板的凹槽进行粗打磨。
26.本实施例中,所述第一弧面精修打磨槽12、第二弧面精修打磨槽13和凹槽精修打磨槽14的内侧面均镀有粒度为1200目的金刚砂。通过采用上述粒度的金刚砂,可以对玻璃盖板的外形进行弧边处理及精打磨。
27.本实施例中,所述第一弧面精修打磨槽12、第二弧面精修打磨槽13和凹槽精修打磨槽14内侧的宽度相等。上述宽度的设置便于对同一厚度的玻璃进行精打磨。
28.本实施例中,所述第一弧面精修打磨槽12的内径与第二弧面精修打磨槽13的内径相等,第二弧面精修打磨槽13的内径大于凹槽精修打磨槽14的内径。具体的,所述第一弧面精修打磨槽12、第二弧面精修打磨槽13和凹槽精修打磨槽14的内径之比为3-4:3-4:1。上述内径的设置便于对玻璃盖板的外形进行精打磨以及对玻璃盖板的凹槽进行精打磨。
29.本实施例中,所述外形开粗打磨面11的外径大于所述凹槽开粗打磨面15的外径。具体的,所述外形开粗打磨面11和所述凹槽开粗打磨面15的外径之比为4-5:1。上述外径的设置便于对玻璃盖板的外形进行粗打磨以及对玻璃盖板的凹槽进行粗打磨。
30.本实施例中,所述倒角16的角度为45
°
。上述角度的设置便于对玻璃盖板的外形进行倒边处理。
31.本实施例中,所述内圆角17的半径与所述第一弧面精修打磨槽12内侧的宽度之比为1.2:1。上述玻璃的设置便于对玻璃盖板的边缘及凹槽进行弧边处理。
32.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。