1.本发明涉及车辆用碳纤维增强塑料复合金属板和车辆用面板。
背景技术:
2.近年来,以提高燃料效率为目的,车辆(特别是汽车)要求轻量化。在作为汽车所使用的金属板面板的一例的钢板面板中,轻量化的实现与振动衰减性及刚度的确保处于此消彼长的关系。因此,在以钢板单体推进轻量化的情况下,只能使钢板变薄,但刚度及振动衰减性降低。
3.另一方面,使基体树脂中含有增强纤维(例如玻璃纤维、碳纤维等)并复合化而成的纤维增强塑料(frp:fiber reinforced plastics)轻量且拉伸强度、加工性等优异。其中,使用碳纤维作为增强纤维的碳纤维增强塑料(cfrp:carbon fiber reinforced plastics)由于碳纤维的强度而特别轻量,拉伸强度特别优异,因此在以汽车构件为代表的各种用途中是有希望的材料。
4.因此,例如在以下的专利文献1中,进行了通过以单体的形式利用cfrp、且变更cfrp中的碳增强纤维的取向性来提高振动衰减性的尝试。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2017-7514号公报
8.专利文献2:日本特开2014-162848号公报
9.专利文献3:日本特开2001-253371号公报
技术实现要素:
10.发明要解决的问题
11.然而,上述专利文献1中使用的cfrp通常昂贵,在仅利用cfrp制造汽车构件的情况下,成为成本上升的主要原因。
12.在此,汽车中所使用的面板的振动衰减性基于(1)由刚度提高带来的振动输入量的减少和(2)构件的振动衰减性的增加这两个观点来实现。cfrp是刚度高、具有振动衰减性的原材料,因此认为,通过仅对为了轻量化而减薄、刚度降低的钢板中的需要的部分复合化cfrp,与钢板单体的情况相比,能够提高刚度,并且抑制成本,同时谋求作为构件整体的轻量化。
13.为了对面板那样的弯曲的形状粘贴cfrp而提高刚度,重要的是使cfrp中的纤维沿弯曲方向(r方向)取向。然而,此时,虽然在r方向上确保刚度,振动衰减性提高,但仅强调该方向性的振动衰减性,认为无法衰减来自各方向的振动。
14.另外,cfrp被视为高刚度且振动衰减性也高的材料,但与通常的橡胶等弹性体相比,损耗系数低。因此,仅通过将cfrp与金属板贴合,无法确保振动衰减性。
15.进而,若仅单纯地将金属与振动衰减性高的cfrp复合化,则振动衰减性不会提高,
因此也进行了在金属与cfrp之间、或在cfrp之间插入衰减性高的树脂来提高振动衰减性的尝试(例如,参照上述专利文献2和专利文献3)。然而,关于cfrp中的衰减性高的树脂层的存在位置,尚未进行研究,关于振动衰减性的提高,存在改善的余地。
16.因此,本发明是鉴于上述问题而完成的,本发明的目的在于,提供一种能够在抑制成本的增加的同时实现强度、刚度及振动衰减性的提高以及轻量化的车辆用碳纤维增强塑料复合金属板和车辆用面板。
17.用于解决问题的方案
18.本发明人等为了解决上述问题,对用于确保强度以及刚度与振动衰减性这两者的方法进行了深入研究。此时,构思了如下主旨:通过使具有特定的杨氏模量和损耗系数的树脂层偏向存在于由多个层构成的cfrp层中、或插入到cfrp各层之间,能够确保强度以及刚度与振动衰减性这两者。
19.基于该见解而完成的本发明的要旨如下所述。
20.(1)一种车辆用碳纤维增强塑料复合金属板,其中,该车辆用碳纤维增强塑料复合金属板具备:特定的金属板;以及混合树脂层,其设于所述金属板的单面或者两面的至少一部分,包含碳纤维增强塑料层和树脂层,该碳纤维增强塑料层由包含特定的基体树脂和存在于该基体树脂中的碳增强纤维的多个层构成,该树脂层位于所述碳纤维增强塑料层的任意层间或者所述碳纤维增强塑料层与所述金属板的界面中的至少任一者,包含与所述基体树脂不同的杨氏模量小于1.5gpa并且损耗系数为0.01以上的树脂。
21.(2)根据(1)所述的车辆用碳纤维增强塑料复合金属板,其中,还具备特定的第2金属板,所述混合树脂层被所述金属板和所述第2金属板夹持。
22.(3)根据(1)或(2)所述的车辆用碳纤维增强塑料复合金属板,其中,在将所述混合树脂层沿厚度方向切断时的截面中,所述树脂层的面积占所述混合树脂层的整体的面积的比例为5%以上且60%以下。
23.(4)根据(1)~(3)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,在将所述混合树脂层沿厚度方向切断时的截面中,基于距中立面的距离而规定的所述树脂层的偏心率为5%以上且65%以下。
24.(5)根据(1)~(3)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,在将所述混合树脂层沿厚度方向切断时的截面中,所述树脂层偏向存在于靠近中立面的一侧。
25.(6)根据(1)~(5)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述杨氏模量小于1.5gpa并且损耗系数为0.01以上的树脂是热塑性聚酯弹性体、改性有机硅树脂、聚烯烃树脂、聚氨酯树脂或者聚酯树脂中的至少任一种。
26.(7)根据(1)~(6)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述基体树脂是苯氧树脂或者环氧树脂。
27.(8)根据(1)~(7)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述碳增强纤维是沥青系碳增强纤维。
28.(9)根据(1)~(8)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述车辆用碳纤维增强塑料复合金属板的整体的厚度在0.40mm以上且3.00mm以下的范围内,所述金属板的厚度相对于所述混合树脂层的厚度的比率为0.10以上且4.00以下。
29.(10)根据(1)~(9)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,在
从厚度方向的上方观察所述车辆用碳纤维增强塑料金属板时,所述金属板的投影面积相对于所述混合树脂层的投影面积的比率为1.0以上且20.0以下。
30.(11)根据(1)~(10)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述混合树脂层被复合化的位置为所述金属板的至少一个角部。
31.(12)根据(1)~(10)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述混合树脂层被复合化的位置为所述金属板的大致中央部分。
32.(13)根据(1)~(10)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述混合树脂层被复合化的位置为所述金属板的至少一个角部和所述金属板的大致中央部分。
33.(14)根据(1)~(13)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,所述金属板为镀锌系钢板或者合金化热浸镀锌钢板。
34.(15)根据(1)~(14)中任一项所述的车辆用碳纤维增强塑料复合金属板,其中,其用于汽车的门外板、车顶板、发动机罩、挡泥板或者侧外板。
35.(16)一种车辆用面板,其使用了(1)~(15)中任一项所述的车辆用碳纤维增强塑料复合金属板。
36.发明的效果
37.如以上说明的那样,根据本发明,能够提供一种能够在抑制成本的增加的同时实现强度、刚度及振动衰减性的提高以及轻量化的车辆用碳纤维增强塑料复合金属板和车辆用面板。
附图说明
38.图1a是用于对本发明的实施方式的车辆用cfrp复合金属板进行说明的说明图。
39.图1b是用于对该实施方式的车辆用cfrp复合金属板进行说明的说明图。
40.图1c是用于对该实施方式的车辆用cfrp复合金属板进行说明的说明图。
41.图2是用于对该实施方式的车辆用cfrp复合金属板进行说明的说明图。
42.图3a是用于对该实施方式的混合树脂层进行说明的示意图。
43.图3b是用于对该实施方式的混合树脂层进行说明的示意图。
44.图3c是用于对该实施方式的混合树脂层进行说明的示意图。
45.图4a是用于对该实施方式的混合树脂层进行说明的示意图。
46.图4b是用于对该实施方式的混合树脂层进行说明的示意图。
47.图5是用于对该实施方式的混合树脂层进行说明的示意图。
48.图6是用于对该实施方式的车辆用cfrp复合金属板中的碳增强纤维的延伸方向进行说明的说明图。
49.图7是用于对该实施方式的车辆用cfrp复合金属板中的碳增强纤维的延伸方向进行说明的说明图。
50.图8是用于对厚度的测定方法进行说明的说明图。
51.图9a是用于对该实施方式的车辆用cfrp复合金属板中的混合树脂层的设置位置进行说明的说明图。
52.图9b是用于对该实施方式的车辆用cfrp复合金属板中的混合树脂层的设置位置
进行说明的说明图。
53.图9c是用于对该实施方式的车辆用cfrp复合金属板中的混合树脂层的设置位置进行说明的说明图。
54.图10是示意性地表示汽车的车身构造例的说明图。
55.图11是用于说明该实施方式的车辆用cfrp复合金属板的制造方法的一例的说明图。
56.图12a是用于说明在实施例中在振动衰减性的评价中关注的振动模式的说明图。
57.图12b是用于说明在实施例中在振动衰减性的评价中关注的振动模式的说明图。
58.图12c是用于说明在实施例中在振动衰减性的评价中关注的振动模式的说明图。
具体实施方式
59.以下,参照所附附图对本发明的优选实施方式进行详细说明。需要说明的是,在本说明书和附图中,对具有实质上相同的功能结构的构成要素,通过标注相同的附图标记而省略重复说明。
60.(关于车辆用cfrp复合金属板的整体结构)
61.首先,参照图1a~图2,对本发明的实施方式的车辆用cfrp复合金属板的整体结构进行说明。图1a~图2是示意性地表示本实施方式的车辆用cfrp复合金属板的整体结构的说明图。
62.本实施方式的车辆用cfrp复合金属板1例如是为了制造汽车等车辆而使用的cfrp复合金属板。如图1a和图1b示意性所示,该车辆用cfrp复合金属板1具备特定的金属板10和设于金属板10的单面或两面的至少一部分的混合树脂层20。另外,如图1c示意性所示,车辆用cfrp复合金属板1也可以具备特定的金属板10、特定的第2金属板15以及夹持在金属板10与第2金属板15之间的混合树脂层20。
63.在此,“复合化”是指金属板10与混合树脂层20(或金属板10、混合树脂层20以及第2金属板15)相互接合(贴合)而一体化。另外,“一体化”是指金属板10与混合树脂层20(或金属板10、混合树脂层20以及第2金属板15)在加工、变形时作为一体移动。
64.另外,在图1a~图1c中,对在金属板10或第2金属板15的至少一个表面上直接设有混合树脂层20的情况进行了图示,但例如如图2中示意性地所示,金属板10或第2金属板15与混合树脂层20也可以经由由特定的树脂材料形成的接合树脂层30而复合化。
65.在本实施方式的车辆用cfrp复合金属板1中,如以下详细说明的那样,对于金属板10、第2金属板15设有满足特定的条件的混合树脂层20。由此,能够确保金属板10、第2金属板15的机械特性的各向异性和弯曲刚度,并且能够提高弯曲弹性的振动衰减比。其结果,在本实施方式的车辆用cfrp复合金属板1中,能够在抑制成本的增加的同时实现强度、刚度及振动衰减性的提高以及轻量化。
66.以下,对车辆用cfrp复合金属板1的各构成要素和其他结构进行详细说明。
67.(关于金属板10、第2金属板15)
68.金属板10、第2金属板15的详细的材质、形状以及厚度等只要能够进行基于压制等的成形加工即可,没有特别限定,但形状优选为薄板状。作为金属板10、第2金属板15的材质,例如可列举出铁、钛、铝、镁及它们的合金等。在此,作为合金的例子,例如可列举出铁系
合金(包含不锈钢)、ti系合金、al系合金、mg合金等。金属板10、第2金属板15的材质优选为钢铁材料、铁系合金、钛以及铝,更优选为弹性模量比其他金属种类高的钢铁材料。作为这样的钢铁材料,例如有以日本工业标准(jis)等中作为汽车中使用的薄板状的钢板规定的一般用、拉深用或超深拉深用的冷轧钢板、汽车用加工性冷轧高张力钢板、一般用、加工用的热轧钢板、汽车构造用热轧钢板、汽车用加工性热轧高张力钢板为代表的钢铁材料,作为一般构造用、机械构造用而使用的碳钢、合金钢、高张力钢等也能够作为不限于薄板状的钢铁材料而列举。
69.也可以对钢铁材料实施任意的表面处理。在此,表面处理例如可列举出镀锌和镀铝等各种镀覆处理、铬酸盐处理和非铬酸盐处理等化学转化处理、以及喷砂那样的物理或化学蚀刻那样的化学表面粗糙化处理,但不限于这些。另外,也可以实施镀覆的合金化、多种表面处理。作为表面处理,优选进行至少以赋予防锈性为目的的处理。
70.本实施方式的金属板10、第2金属板15也可以实施各种镀敷。通过该镀覆,金属板10、第2金属板15的耐腐蚀性提高。特别是,在金属板10、第2金属板15为钢材的情况下,更优选实施镀敷。镀覆的种类没有特别限定,能够使用公知的各种镀覆。例如,作为镀覆钢板(钢材),能够使用热浸镀锌钢板、合金化热浸镀锌钢板、zn-al-mg系合金镀覆钢板、镀铝钢板、电镀锌钢板、电镀zn-ni系合金钢板等。
71.另外,为了提高与混合树脂层20的粘接性,优选利用底漆对金属板10、第2金属板15(例如,钢板)的表面进行处理。作为该处理中使用的底漆,例如优选硅烷偶联剂、三嗪硫醇衍生物。作为硅烷偶联剂,可例示环氧系硅烷偶联剂、氨基系硅烷偶联剂、咪唑硅烷化合物。作为三嗪硫醇衍生物,可例示6-二烯丙基氨基-2,4-二硫醇-1,3,5-三嗪、6-甲氧基-2,4-二硫醇-1,3,5-三嗪单钠、6-丙基-2,4-二硫醇氨基-1,3,5-三嗪单钠以及2,4,6-三硫醇-1,3,5-三嗪等。
72.需要说明的是,第2金属板15既可以与金属板10不同,也可以与金属板10相同。
73.另外,关于金属板10的厚度(图1a和图1b中的厚度d1)以及第2金属板15的厚度(图1c中的厚度d3),没有特别限定,根据车辆用cfrp复合金属板1所要求的机械强度等适当决定即可,例如能够设为0.10mm~1.00mm左右。
74.(关于混合树脂层20)
75.接下来,参照图3a~图5,对本实施方式的混合树脂层20进行详细说明。图3a~图5是用于对本实施方式的混合树脂层20进行说明的示意图。需要说明的是,在以下的说明中,列举混合树脂层20与金属板10复合化的情况为例进行说明,但对于混合树脂层20与第2金属板15复合化的情况,也能够发挥同样的效果。
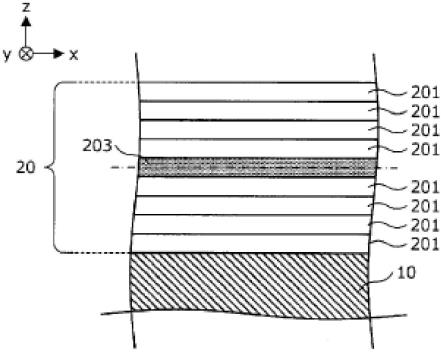
76.如图3a~图3c中示意性地所示,本实施方式的混合树脂层20具有:(a)由包含特定的基体树脂和存在于该基体树脂中的碳增强纤维的多个层构成的cfrp层201;以及(b)包含与cfrp层201中所含的基体树脂不同的、杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂的树脂层203。
77.在此,上述包含杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂的树脂层203既可以如图3a中示意性地所示的那样位于混合树脂层20的中央部分,也可以如图3b中示意性地所示的那样位于混合树脂层20与金属板10的界面,还可以如图3c中示意性地所示的那样偏向存在于混合树脂层20的中央部分与混合树脂层20与金属板10的界面之间的cfrp层
201中的任意层间。
78.本实施方式的车辆用cfrp复合金属板1通过具有上述那样的包含cfrp层201和树脂层203的混合树脂层20,能够在抑制成本的增加的同时实现强度、刚度及振动衰减性的提高以及轻量化。
79.以下,对构成混合树脂层20的cfrp层201和树脂层203更详细地进行说明。
80.《关于cfrp层201》
81.本实施方式的cfrp层201具有特定的基体树脂和在该基体树脂中含有并复合化的碳增强纤维。该cfrp层201具有由多个cfrp构成的层叠结构。
82.在此,cfrp层201的合计的厚度根据使用目的适当设定即可。例如,cfrp层201的合计的厚度例如能够设为0.2mm~2.0mm左右。另外,关于cfrp层201的合计层数n,也根据使用目的适当设定即可。进而,各cfrp层201可以为相同的结构,也可以不同。即,构成各个cfrp层201的基体树脂和碳增强纤维的种类、含有比率等可以每层不同。但是,从确保各个cfrp层201的密合性的观点出发,多个cfrp层优选选择相同或同种的树脂、聚合物中所含的极性基团的比率等近似的树脂种类。
83.在此,“相同的树脂”是指,由相同的成分构成,组成比率也相同,“同种的树脂”是指,只要主成分相同,则组成比率也可以不同。“同种的树脂”中包含“相同的树脂”。另外,“主成分”是指在全部树脂成分100质量份中包含50质量份以上的成分。需要说明的是,“树脂成分”包括热塑性树脂、热固性树脂,但不包括交联剂等非树脂成分。
84.[关于基体树脂]
[0085]
在本实施方式的cfrp层201中,基质树脂为树脂组合物(或交联性树脂组合物)的固化物或硬化物。在此,在简称为“固化物”时,是指树脂成分自身固化而成的物质,在称为“硬化物”时,是指使树脂成分含有各种固化剂并硬化而成的物质。需要说明的是,硬化物中能够含有的固化剂中也包含后述那样的交联剂,上述的“硬化物”包含进行了交联形成的交联硬化物。
[0086]
◇
树脂组合物
[0087]
构成基体树脂的树脂组合物能够使用热固性树脂和热塑性树脂中的任一种。以下,分别对构成基体树脂的树脂组合物以热塑性树脂为主成分的情况和以热固性树脂为主成分的情况进行详细说明。
[0088]
首先,对构成基体树脂的树脂组合物以热塑性树脂为主成分的情况进行说明。
[0089]
在构成基体树脂的树脂组合物以热塑性树脂为主成分的情况下,能够用于基质树脂的热塑性树脂的种类没有特别限制,例如能够使用选自苯氧树脂、聚烯烃及其酸改性物、聚苯乙烯、聚甲基丙烯酸甲酯、as树脂、abs树脂、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯等热塑性芳香族聚酯、聚碳酸酯、聚酰亚胺、聚酰胺、聚酰胺酰亚胺、聚醚酰亚胺、聚醚砜、聚苯醚及其改性物、聚苯硫醚、聚甲醛、聚芳酯、聚醚酮、聚醚醚酮、聚醚酮酮、以及尼龙等中的1种以上。需要说明的是,“热塑性树脂”中也包含能够成为后述的第2硬化状态的交联硬化物的树脂。另外,作为能够用于基体树脂的热固性树脂,例如能够使用选自环氧树脂、乙烯基酯树脂、酚醛树脂和聚氨酯树脂中的1种以上。
[0090]
在此,在基质树脂含有热塑性树脂的情况下,能够消除cfrp的基质树脂使用热固性树脂时的问题点,即,能够消除cfrp层201具有脆性、生产节拍时间长、无法进行弯曲加工
等问题点。但是,通常热塑性树脂熔融时的粘度高,无法如热硬化前的环氧树脂等热固性树脂那样以低粘度的状态浸渗于碳增强纤维,因此对碳增强纤维的浸渗性差。因此,无法如将热固性树脂用作基体树脂的情况那样提高cfrp层201中的增强纤维密度vf。例如,在将环氧树脂用作基体树脂的情况下,能够将vf设为60%左右,但在将聚丙烯、尼龙等热塑性树脂用作基体树脂的情况下,vf成为50%左右的情况较多。另外,若使用聚丙烯、尼龙等热塑性树脂,则有时无法如使用环氧树脂等热固性树脂时那样使cfrp层201具有高耐热性。
[0091]
为了消除使用这样的热塑性树脂时的问题,优选使用苯氧树脂作为基体树脂。苯氧树脂的分子结构与环氧树脂酷似,因此具有与环氧树脂相同程度的耐热性,另外,与金属板10的粘接性良好。进而,通过在苯氧树脂中添加环氧树脂那样的硬化成分并使其共聚,能够制成所谓的部分硬化型树脂。通过使用这样的部分硬化型树脂作为基体树脂,能够制成对碳增强纤维的浸渗性优异的基体树脂。进而,通过使该部分硬化型树脂中的硬化成分热硬化,能够抑制如通常的热塑性树脂那样cfrp层201中的基体树脂在暴露于高温时熔融或软化。硬化成分在苯氧树脂中的添加量只要考虑对碳增强纤维的浸渗性和cfrp层201的脆性、生产节拍时间以及加工性等而适当决定即可。这样,通过使用苯氧树脂作为基体树脂,能够进行自由度高的硬化成分的添加和控制。
[0092]
需要说明的是,例如,大多对碳增强纤维的表面实施与环氧树脂亲和性高的上浆剂。由于苯氧树脂与环氧树脂的构造酷似,因此通过使用苯氧树脂作为基体树脂,能够直接使用环氧树脂用的上浆剂。因此,能够提高成本竞争力。
[0093]
另外,在热塑性树脂中,苯氧树脂具备良好的成形性,与碳增强纤维、金属板10的粘接性优异,除此之外,通过使用酸酐、异氰酸酯化合物、己内酰胺等作为交联剂,也能够在成形后具有与高耐热性的热固性树脂同样的性质。因此,本实施方式中,作为基体树脂的树脂成分,优选使用相对于树脂成分100质量份包含50质量份以上的苯氧树脂的树脂组合物的固化物或硬化物。通过使用这样的树脂组合物,能够牢固地接合金属板10。树脂组合物更优选在树脂成分100质量份中包含55质量份以上的苯氧树脂。粘接树脂组合物的形态例如能够为粉体、清漆等液体、膜等固体。
[0094]
需要说明的是,苯氧树脂的含量能够如以下所述使用红外光谱法(ir:infrared spectroscopy)进行测定,在利用红外光谱法由作为对象的树脂组合物分析苯氧树脂的含有比例的情况下,能够通过使用透射法、atr反射法等红外光谱分析的通常的方法来测定。
[0095]
用锐利的刀具等切削出cfrp层201,尽可能地用镊子等除去纤维和粒状体,从cfrp层201取样成为分析对象的树脂组合物。在透射法的情况下,将kbr粉末和成为分析对象的树脂组合物的粉末用研钵等均匀混合的同时压碎,由此制作薄膜,制成试样。在atr反射法的情况下,可以与透射法同样地将粉末一边用研钵均匀地混合一边压碎来制作片剂,制作试样,也可以在单晶kbr片剂(例如直径2mm
×
厚度1.8mm)的表面用锉刀等划伤,涂上成为分析对象的树脂组合物的粉末使其附着而制成试样。在任一方法中,预先测定与成为分析对象的树脂混合前的kbr单体的背景是重要的。ir测定装置能够使用市售的通常的装置,优选具有能够以吸收(absorbance)的精度为1%单位、波数(wavenumber)为1cm-1
单位进行区别的分析精度的装置,例如,可列举出日本分光株式会社制的ft/ir-6300等。
[0096]
在调查苯氧树脂的含量的情况下,苯氧树脂的吸收峰例如存在于1450cm-1
~1480cm-1
、1500cm-1
附近、1600cm-1
附近等。因此,能够基于预先制作的表示上述吸收峰的强
度与苯氧树脂的含量的关系的标准曲线和所测定的吸收峰的强度,计算苯氧树脂的含量。
[0097]
在此,“苯氧树脂”是指,由二元酚化合物与表卤醇的缩合反应、或二元酚化合物与2官能环氧树脂的加聚反应得到的线性的高分子,为非晶质的热塑性树脂。苯氧树脂能够在溶液中或无溶剂下通过以往公知的方法得到,能够以粉体、清漆以及膜中的任一形态使用。苯氧树脂的平均分子量以质均分子量(mw)计例如为10,000以上且200,000以下的范围内,优选为20,000以上且100,000以下的范围内,更优选为30,000以上且80,000以下的范围内。通过将苯氧树脂的mw设为10,000以上的范围内,能够提高成形体的强度,通过将mw设为20,000以上、进而设为30,000以上,该效果进一步提高。另一方面,通过将苯氧树脂的mw设为200,000以下,能够使作业性、加工性优异,通过将mw设为100,000以下、进而设为80,000以下,该效果进一步提高。需要说明的是,本说明书中的mw设为利用凝胶渗透色谱(gpc)进行测定并使用标准聚苯乙烯标准曲线进行换算而得到的值。
[0098]
在本实施方式中使用的苯氧树脂的羟基当量(g/eq)例如为50以上且1000以下的范围内,优选为50以上且750以下的范围内,更优选为50以上且500以下的范围内。通过使苯氧树脂的羟基当量为50以上,从而羟基减少,由此吸水率降低,因此能够提高硬化物的机械物性。另一方面,通过使苯氧树脂的羟基当量为1,000以下,能够抑制羟基变少,因此能够提高与被粘接体的亲和性,提高车门面板用cfrp复合金属板1的机械物性。通过将羟基当量设为750以下、进而设为500以下,该效果进一步提高。
[0099]
另外,苯氧树脂的玻璃化转变温度(tg)例如适合在65℃以上且150℃以下的范围内,优选在70℃以上且150℃以下的范围内。若tg为65℃以上,则能够在确保成形性的同时抑制树脂的流动性变得过大,因此能够充分确保cfrp层201的厚度。另一方面,若tg为150℃以下,则熔融粘度变低,因此容易无孔隙等缺陷地浸渗于增强纤维基材,能够设为更低温的接合工艺。需要说明的是,本说明书中的树脂的tg是使用差示扫描量热测定装置,在10℃/分钟的升温条件下,在20℃~280℃的范围内的温度下进行测定,由二次扫描的峰值计算出的数值。
[0100]
作为苯氧树脂,只要满足上述的物性,就没有特别限定,作为优选者,能够列举出双酚a型苯氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制phenotohto yp-50、phenotohto yp-50s、phenotohto yp-55u获得)、双酚f型苯氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制phenotohto fx-316获得)、双酚a与双酚f的共聚型苯氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制yp-70获得)、上述列举的苯氧树脂以外的溴化苯氧树脂、含磷的苯氧树脂、含磺基的苯氧树脂等特殊苯氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制phenotohto ypb-43c、phenotohto fx293、yps-007等获得)等。这些树脂能够单独使用1种或混合使用2种以上。
[0101]
作为基体树脂的树脂成分使用的热塑性树脂优选在160℃~250℃的范围内的温度区域的任一温度区域中熔融粘度成为3000pa
·
s以下,更优选成为90pa
·
s以上且2900pa
·
s以下的范围内的熔融粘度,进一步优选成为100pa
·
s以上且2800pa
·
s以下的范围内的熔融粘度。通过使160℃~250℃的范围内的温度区域中的熔融粘度为3,000pa
·
s以下,熔融时的流动性变好,cfrp层201中不易产生孔隙等缺陷。另一方面,在熔融粘度为90pa
·
s以下的情况下,作为树脂组合物的分子量过小,若分子量小则脆化,车辆用cfrp复
合金属板1的机械强度会降低。
[0102]
◇
交联性树脂组合物
[0103]
含有苯氧树脂(以下,也称为“苯氧树脂(a)”)的树脂组合物中配混例如酸酐、异氰酸酯、己内酰胺等作为交联剂,从而也能够制成交联性树脂组合物(即,树脂组合物的硬化物)。交联性树脂组合物通过利用苯氧树脂(a)中所含的仲羟基进行交联反应,从而树脂组合物的耐热性提高,因此对于在更高温环境下使用的构件的应用变得有利。在利用苯氧树脂(a)的仲羟基的交联形成中,优选为使用配混有交联硬化性树脂(b)和交联剂(c)的交联性树脂组合物。作为交联硬化性树脂(b),例如能够使用环氧树脂等,没有特别限定。通过使用这样的交联性树脂组合物,可获得树脂组合物的tg较苯氧树脂(a)单独的情况得以大幅提高的第2硬化状态的硬化物(交联硬化物)。交联性树脂组合物的交联硬化物的tg例如为160℃以上,优选为170℃以上且220℃以下的范围内。
[0104]
在交联性树脂组合物中,作为配混于苯氧树脂(a)中的交联硬化性树脂(b),优选为2官能性以上的环氧树脂。作为2官能性以上的环氧树脂,例示双酚a型环氧树脂(例如,能够作为nippon steel chemical&materialco.,ltd.制epotohto yd-011、epotohto yd-7011、epotohto yd-900获得)、双酚f型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制epotohto ydf-2001获得)、二苯基醚型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制yslv-80de获得)、四甲基双酚f型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制yslv-80xy获得)、双酚硫醚型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制yslv-120te获得)、氢醌型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制epotohto ydc-1312获得)、苯酚酚醛清漆型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制epotohto ydpn-638获得)、邻甲酚酚醛清漆型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制epotohto ydcn-701、epotohto ydcn-702、epotohto ydcn-703、epotohto ydcn-704获得)、芳烷基萘二醇酚醛清漆型环氧树脂(例如,能够作为nippon steel chemical&material co.,ltd.制esn-355获得)、三苯基甲烷型环氧树脂(例如,能够作为日本化药株式会社制eppn-502h获得)等,但并不限定于这些。另外,这些环氧树脂可以单独使用1种,也可以混合使用2种以上。
[0105]
另外,作为交联硬化性树脂(b),没有特别限定的意思,优选结晶性环氧树脂,更优选熔点为70℃以上且145℃以下的范围内且150℃下的熔融粘度为2.0pa
·
s以下的结晶性环氧树脂。通过使用显示出这样的熔融特性的结晶性环氧树脂,能够降低作为树脂组合物的交联性树脂组合物的熔融粘度,能够提高cfrp层201的粘接性。若熔融粘度超过2.0pa
·
s,则有时交联性树脂组合物的成形性降低,车辆用cfrp复合金属板1的均质性降低。
[0106]
作为适合为交联硬化性树脂(b)的结晶性环氧树脂,例如可列举出nippon steel chemical&material co.,ltd.制epotohto yslv-80xy、yslv-70xy、yslv-120te、ydc-1312、三菱化学株式会社制yx-4000、yx-4000h、yx-8800、yl-6121h、yl-6640等、dic株式会社制hp-4032、hp-4032d、hp-4700等、日本化药株式会社制nc-3000等。
[0107]
交联剂(c)通过与苯氧树脂(a)的仲羟基形成酯键,从而使苯氧树脂(a)三维地交联。因此,与热硬化性树脂的硬化那样的牢固的交联不同,能够通过水解反应而解除交联,因此能够容易地将金属板10与cfrp层201剥离。因而,能够将金属板10再循环。
[0108]
作为交联剂(c),优选酸酐。酸酐只要在常温下为固体,且几乎无升华性,则并无特别限定,从对车辆用cfrp复合金属板1赋予耐热性、反应性的方面出发,优选为具有2个以上与苯氧树脂(a)的羟基反应的酸酐的芳香族酸酐。特别是,如均苯四酸酐那样具有2个酸酐基的芳香族化合物与偏苯三酸酐和羟基的组合相比,交联密度变高,耐热性提高,因此优选使用。芳香族酸二酐中例如4,4
’‑
氧代二邻苯二甲酸、乙二醇双脱水偏苯三酸酯、4,4
’‑
(4,4
’‑
异亚丙基二苯氧基)二邻苯二甲酸酐这样的对于苯氧树脂和环氧树脂具有相容性的芳香族酸二酐提高tg的效果大而更优选。特别是,如均苯四酸酐那样具有2个酸酐基的芳香族酸二酐例如与仅具有1个酸酐基的邻苯二甲酸酐相比,交联密度提高,耐热性提高,因此优选使用。即,芳香族酸二酐具有2个酸酐基,因此反应性良好,可在短的成形时间内获得对于脱模而言充分的强度的交联硬化物,并且通过与苯氧树脂(a)中的仲羟基的酯化反应而生成4个羧基,因此能够提高最终的交联密度。
[0109]
苯氧树脂(a)、作为交联硬化性树脂(b)的环氧树脂及交联剂(c)的反应通过苯氧树脂(a)中的仲羟基与交联剂(c)的酸酐基的酯化反应、进而通过该酯化反应而生成的羧基与环氧树脂的环氧基的反应而交联及硬化。能够通过苯氧树脂(a)与交联剂(c)的反应而得到苯氧树脂交联体,但通过使环氧树脂共存而使树脂组合物的熔融粘度降低,因此显示出与被粘接体的浸渗性的提高、交联反应的促进、交联密度的提高及机械强度的提高等优异的特性。
[0110]
需要说明的是,在交联性树脂组合物中,共存有作为交联硬化性树脂(b)的环氧树脂,但认为以作为热塑性树脂的苯氧树脂(a)为主成分,其仲羟基与交联剂(c)的酸酐基的酯化反应优先。即,用作交联剂(c)的酸酐与用作交联硬化性树脂(b)的环氧树脂的反应花费时间(反应速度慢),因此先引起交联剂(c)与苯氧树脂(a)的仲羟基的反应,继而,通过先前的反应中残留的交联剂(c)、源自交联剂(c)的残存羧基与环氧树脂进行反应而交联密度进一步提高。因此,与以作为热固性树脂的环氧树脂为主成分的树脂组合物不同,由交联性树脂组合物得到的交联固化物为热塑性树脂,贮藏稳定性也优异。
[0111]
在利用苯氧树脂(a)的交联的交联性树脂组合物中,优选为以相对于苯氧树脂(a)100质量份而成为5质量份以上且85质量份以下的范围内的方式含有交联硬化性树脂(b)。交联硬化性树脂(b)相对于苯氧树脂(a)100质量份的含量更优选为9质量份以上且83质量份以下的范围内,进一步优选为10质量份以上且80质量份以下的范围内。通过将交联硬化性树脂(b)的含量设为85质量份以下,能够缩短交联硬化性树脂(b)的硬化时间,因此除了容易在短时间内得到脱模所需的强度以外,frp层20的再循环性提高。通过将交联硬化性树脂(b)的含量设为83质量份以下、进而设为80质量份以下,该效果进一步提高。另一方面,通过将交联硬化性树脂(b)的含量设为5质量份以上,容易得到由交联硬化性树脂(b)的添加所带来的交联密度的提高效果,交联性树脂组合物的交联硬化物容易表现出160℃以上的tg,而且流动性变得良好。需要说明的是,交联硬化性树脂(b)的含量能够通过利用如上所述的使用红外光谱法的方法对源自环氧树脂的峰同样地进行测定,从而测定交联硬化性树脂(b)的含量。
[0112]
交联剂(c)的配混量通常相对于苯氧树脂(a)的仲羟基1摩尔为酸酐基0.6摩尔以上且1.3摩尔以下的范围内的量,优选为0.7摩尔以上且1.3摩尔以下的范围内的量,更优选为1.1摩尔以上且1.3摩尔以下的范围内。在酸酐基的量为0.6摩尔以上时,交联密度变高,
因此机械物性、耐热性优异。通过将酸酐基的量设为0.7摩尔以上、进而设为1.1摩尔以上,该效果进一步提高。在酸酐基的量为1.3摩尔以下时,能够抑制未反应的酸酐、羧基对硬化特性、交联密度造成不良影响。因此,优选根据交联剂(c)的配混量来调整交联硬化性树脂(b)的配混量。具体而言,例如,出于利用用作交联硬化性树脂(b)的环氧树脂,使通过苯氧树脂(a)的仲羟基与交联剂(c)的酸酐基的反应而产生的羧基反应的目的,可以使环氧树脂的配混量以与交联剂(c)的当量比计成为0.5摩尔以上且1.2摩尔以下的范围内。优选交联剂(c)与环氧树脂的当量比为0.7摩尔以上且1.0摩尔以下的范围内。
[0113]
若将交联剂(c)与苯氧树脂(a)、交联硬化性树脂(b)一同配混,则能够获得交联性树脂组合物,但为了可靠地进行交联反应,也可以进一步含有作为催化剂的促进剂(d)。促进剂(d)只要在常温下为固体、没有升华性,就没有特别限定,例如可列举出三亚乙基二胺等叔胺、2-甲基咪唑、2-苯基咪唑、2-苯基-4-甲基咪唑等咪唑类、三苯基膦等有机膦类、四苯基鏻四苯基硼酸盐等四苯基硼盐等。这些促进剂(d)可以单独使用1种,也可以组合使用2种以上。需要说明的是,在将交联性树脂组合物制成微粉末,使用利用静电场的粉体涂装法使其附着于增强纤维基材而形成基体树脂的情况下,作为促进剂(d),优选使用催化活性温度为130℃以上的常温下为固体的咪唑系的潜伏性催化剂。在使用促进剂(d)的情况下,促进剂(d)的配混量优选为相对于苯氧树脂(a)、交联硬化性树脂(b)以及交联剂(c)的合计量100质量份而设为0.1质量份以上且5质量份以下的范围内。
[0114]
交联性树脂组合物在常温下为固态,其熔融粘度在160℃~250℃的范围内的温度区域中的熔融粘度的下限值即最低熔融粘度优选为3,000pa
·
s以下,更优选为2,900pa
·
s以下,进一步优选为2,800pa
·
s以下。通过使160℃~250℃的范围内的温度区域中的最低熔融粘度为3,000pa
·
s以下,从而在利用热压等的加热压接时能够使交联性树脂组合物充分地浸渗于被粘接体,能够抑制在cfrp层201中产生空隙等缺陷,因此车辆用cfrp复合金属板1的机械物性提高。通过将160℃~250℃的范围内的温度区域中的最低熔融粘度设为2,900pa
·
s以下、进而设为2,800pa
·
s以下,该效果进一步提高。
[0115]
在用于形成基体树脂的树脂组合物(包括交联性树脂组合物)中,在不损害其粘接性、物性的范围内,例如也可以配混天然橡胶、合成橡胶、弹性体等、各种无机填料、溶剂、体质颜料、着色剂、抗氧化剂、防紫外线剂、阻燃剂、阻燃助剂等其他添加物。
[0116]
接下来,对构成基体树脂的树脂组合物以热固性树脂为主成分的情况进行说明。
[0117]
在上述情况下,构成基体树脂的树脂组合物由热固性树脂、固化剂以及固化促进剂构成。
[0118]
作为上述热固性树脂的种类,例如能够列举出选自由环氧树脂、乙烯基酯树脂、酚醛树脂以及聚氨酯树脂构成的组中的至少1种树脂。在上述热固性树脂中,从耐热性和强度这两个观点出发,作为基体树脂,优选使用环氧树脂。
[0119]
环氧树脂是在1分子中具有1个以上的环氧树脂的树脂,通常具有以下的(结构式1)所示那样的构造。
[0120][0121]
关于上述那样的环氧树脂,例如作为2价的环氧树脂,只要是公知的化合物就能够
使用各种。例如,作为2价的环氧树脂,能够列举:从乙二醇、三亚甲基二醇、丙二醇、1,3-丁二醇、1,4-丁二醇、1,戊二醇、1,4-戊二醇、1,5-戊二醇或1,6-己二醇等链状脂肪族二醇类衍生的环氧树脂,从环己二醇、环癸二醇、双环己二醇、十氢化萘二醇、环己烷二甲醇、联环己烷二甲醇等环状脂肪族二醇类衍生的环氧树脂,从聚乙烯醚二醇、聚氧三亚甲基醚二醇、聚丙二醇等聚亚烷基醚二醇衍生的环氧树脂,由双酚a、双酚f、双酚s、双酚b、双酚c、双酚k、双酚ap、双酚bp、双酚e、双酚p、双酚ph、双酚ad、双酚af、双酚芴、双甲酚芴、双酚z、双酚tmc、二甲基双酚a、四甲基双酚a、二甲基双酚f、四甲基双酚f、二甲基双酚s、四甲基双酚s、四甲基双酚z、对苯二酚、间苯二酚、邻苯二酚、甲基对苯二酚、二甲基对苯二酚、三甲基对苯二酚、丁基对苯二酚、二丁基对苯二酚、甲基间苯二酚、联苯酚、四甲基联苯酚、二羟基萘、二羟基甲基萘、二羟基二苯基醚、二羟基二苯甲酮、二羟基二苯基硫醚、硫代二苯酚、溴化双酚a、通过单官能酚与具有1个醛基的化合物的缩合反应而得到的双酚类、通过单官能酚与具有1个羰基的化合物的缩合反应而得到的双酚类等衍生的含芳香族基团的环氧树脂等。然而,本实施方式中使用的2价的环氧树脂并不限定于上述的例子。
[0122]
从获得的经济性、透明性、低熔融粘度的观点出发,优选的环氧树脂为由双酚a、双酚f、联苯酚或双酚z衍生的2价的环氧树脂。
[0123]
作为上述固化剂的种类,例如能够列举出多胺系固化剂及其改性物、酸酐系固化剂、咪唑系固化剂等。作为多胺系固化剂,例如能够列举出二氨基二苯基甲烷、间苯二胺、二氨基二苯基砜。作为酸酐系固化剂,例如能够列举出四氢邻苯二甲酸酐、六氢邻苯二甲酸酐、甲基四氢邻苯二甲酸酐、甲基六氢邻苯二甲酸酐、甲基纳迪克酸酐、氢化甲基纳迪克酸酐、三烷基四氢邻苯二甲酸酐、甲基环己烯四羧酸二酐、邻苯二甲酸酐、偏苯三酸酐、均苯四酸酐、二苯甲酮四羧酸二酐、乙二醇双偏苯三酸酐酯、甘油双单乙酸酯、十二烯基琥珀酸酐、脂肪族二元酸聚酐、氯菌酸酐。作为咪唑系固化剂,例如能够列举出双氰胺、2-甲基咪唑、2-乙基-4-甲基咪唑、1-氰基乙基-2-十一烷基咪唑鎓偏苯三酸酯、环氧-咪唑加合物等。然而,本实施方式中能够使用的固化剂并不限定于上述的例子。
[0124]
另外,作为上述固化促进剂的种类,能够列举出咪唑系的固化促进剂、磷系的固化促进剂等。
[0125]
另外,在本实施方式中,为了调整树脂的粘度,能够使用各种溶剂。作为所述溶剂,例如能够列举:己烷、庚烷、辛烷、癸烷、二甲基丁烷、戊烯、环己烷、甲基环己烷等脂肪族烃,丙酮、甲乙酮、甲基异丁酮、2-庚酮、4-庚酮、2-辛酮、环己酮、环戊酮等酮系溶剂,二噁烷、乙基苯基醚、乙基苄基醚、乙二醇二甲醚、乙二醇二乙醚、二乙二醇二甲醚等醚系溶剂,甲基溶纤剂、乙基溶纤剂等溶纤剂系溶剂,甲基溶纤剂乙酸酯、乙基溶纤剂乙酸酯、丙二醇单甲醚乙酸酯等亚烷基二醇单烷基醚乙酸酯系溶剂,二甲基甲酰胺、二甲基亚砜等各种溶剂。需要说明的是,能够用于调整粘度的溶剂并不限定于上述的例子,另外,也可以组合使用多种溶剂。
[0126]
[关于碳增强纤维]
[0127]
关于碳增强纤维的种类,例如能够使用pan系、沥青系中的任一种,根据目的、用途进行选择即可,从提高振动衰减性的观点考虑,优选使用沥青系的碳增强纤维。另外,作为碳增强纤维,上述纤维既可以单独使用1种,也可以组合使用多种。
[0128]
在本实施方式的车辆用cfrp复合金属板1中,碳增强纤维也可以是纤维束编织成
网格状而成的交叉材料,但在控制碳增强纤维的取向性的情况下,使用纤维束沿一个方向排列而成的ud材料是简便的。
[0129]
需要说明的是,碳增强纤维的纤维束的粗细度没有特别规定,例如优选设为1000μm~2000μm左右。
[0130]
《关于树脂层203》
[0131]
本实施方式的混合树脂层20中的树脂层203位于cfrp层201的任意层间、或cfrp层201与金属板10的界面中的至少任一者,是包含与cfrp层201的基体树脂不同的、杨氏模量低于1.5gpa且损耗系数为0.01以上的树脂的层。
[0132]
为了确保强度以及刚度与振动衰减性这两者,本发明的发明人等进行了深入研究,结果想到:与金属板10复合化的混合树脂层20需要由cfrp层201和树脂层20构成,该树脂层20包含与基体树脂不同的、杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂。
[0133]
在构成树脂层20的树脂的杨氏模量超过1.5gpa的情况下,无法实现所需的振动衰减性,无法确保强度以及刚度与振动衰减性这两者。另外,在构成树脂层20的树脂的损耗系数小于0.01的情况下,无法实现期望的振动衰减率。通过使用与基体树脂不同的、杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂来构成树脂层20,才能够确保强度以及刚度与振动衰减性这两者。
[0134]
在所关注的树脂的杨氏模量和损耗系数的测定中,首先,使用基于jis k7244的动态机械分析(dynamic thermal mechanical analysis)装置,测定所关注的物质的dtma曲线,由此确定储能模量e’和损耗系数。所得到的储能模量e’与材料的弹性模量(杨氏模量)大致一致,通过dtma曲线的测定,能够测定杨氏模量。另外,损耗系数(tanδ)能够用所得到的储能模量e’与损耗模量e”之比(e”/e’)表示。
[0135]
对于利用上述动态机械分析装置的测定,在氮气流中、拉伸模式、10hz、3℃/分钟的升温条件下,在-100℃~200℃的范围内进行测定。试验片使用将硬化前的树脂扩展为厚度0.5mm,在常温下静置24小时使其硬化后,切成宽度10mm、长度40mm、厚度0.5mm的试验片。在本实施方式中,使用室温25℃下的杨氏模量和损耗系数。
[0136]
需要说明的是,树脂层203中的杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂的含量相对于树脂层203整体的树脂成分100质量份优选为50质量份以上,其含量越高越好,树脂层203也可以由杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂100%构成。
[0137]
另外,树脂层203只要含有杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂(优选以如上所述的含有率含有),则既可以含有其他树脂,也可以含有cfrp层201所含有的那样的基体树脂、碳增强纤维。
[0138]
构成树脂层203的树脂的杨氏模量优选为1.0gpa以下,更优选为0.5gpa以下。
[0139]
另外,构成树脂层203的树脂的损耗系数的上限没有特别规定,但由于振动能量被转换为热能,因此从发热的观点出发,优选为2.00以下左右。
[0140]
作为上述那样的杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂,例如能够列举出热塑性聚酯弹性体(杨氏模量:0.08gpa,损耗系数:0.057)、改性有机硅树脂(杨氏模量:0.02gpa,损耗系数:0.290)、聚烯烃树脂(杨氏模量:1.38gpa,损耗系数:0.047)、聚氨酯树脂(杨氏模量:0.004gpa,损耗系数:0.701)等,其中,优选使用热塑性聚酯弹性体、改性有机硅树脂、聚氨酯树脂、聚酯聚氨酯树脂(杨氏模量:0.004gpa,损耗系数:0.701)。
[0141]
另外,在将本实施方式的混合树脂层20沿厚度方向切断时的截面中,树脂层203的面积在混合树脂层20的整体面积中所占的比例优选为5%以上。通过将树脂层203的面积的比例设为5%以上,能够更可靠地确保刚度和振动衰减性这两者。树脂层203的面积在混合树脂层20的整体面积中所占的比例更优选为10%以上。另一方面,在树脂层203的面积在混合树脂层20的整体面积中所占的比例超过60%的情况下,在用完本来发挥的cfrp的强度之前树脂就会破坏,因此车辆用cfrp复合金属板1整体的强度有可能降低。因此,树脂层203的面积在混合树脂层20的整体面积中所占的比例优选设为60%以下。树脂层203的面积在混合树脂层20的整体面积中所占的比例更优选为40%以下。
[0142]
在此,上述那样的树脂层203的面积在混合树脂层20的整体面积中所占的比例可以如下计算:准备所关注的混合树脂层20的截面样品,利用扫描型电子显微镜(scanning electron microscope:sem)求出该截面的厚度,由得到的混合树脂层20整体的厚度和树脂层203的厚度而计算。得到的面积的比例能够理解为混合树脂层20中的杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂的含有率(体积%)。
[0143]
另外,在杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂分散于某树脂中的情况下,以原子力显微镜(atomic force microscope:afm)中的轻敲模式测定相位图像,求出分散的树脂的面积率即可。对于上述面积率,也能够理解为混合树脂层20中的杨氏模量低于1.5gpa且损耗系数为0.01以上的树脂的含有率(体积%)。具体而言,将得到的图像二值化,仅提取分散的树脂的部分,取得与整体的面积之比,由此能够求出含有率。数据处理中使用的图像分析的软件既可以使用原子力显微镜附带的分析软件,也可以使用市售的分析软件。
[0144]
另外,混合树脂层20中的树脂层203的位置既可以为图3a所示那样的混合树脂层20的中央部分,也可以为图3b所示那样的混合树脂层20与金属板10的界面,但优选如图3c所示那样偏向存在于位于中央部分与界面之间的cfrp层201的层间。通过树脂层203偏向存在于位于中央部分与界面之间的cfrp层201的层间,能够更可靠地实现强度及刚度与振动衰减性的兼顾。
[0145]
在本实施方式中,将上述那样的混合树脂层20中的树脂层203的偏向存在的程度用以下说明那样的偏心率表示。该偏心率如以下详细说明的那样,以车辆用cfrp复合金属板1中的中立面为基准来规定。在此,中立面是指,在车辆用cfrp复合金属板1中,将拉伸应力和压缩应力这两者均未作用的点连结而规定的面。
[0146]
该中立面能够基于结构力学中的梁理论来计算。具体而言,中立面的位置[np]能够基于构成车辆用cfrp复合金属板1的各层的厚度ti(i:层数)、各层的弹性模量ei以及各层的中央面的位置来计算。以下,作为一例,着眼于图4a和图4b所示那样的具有4层结构的车辆用cfrp复合金属板1。
[0147]
首先,图4a中示意性地所示的各层的厚度ti(i=1~4)能够通过截面的sem观察来求出。另外,通过确定各层的厚度ti,能够确定图4b所示那样的各层的中央面(成为ti/2的厚度的位置)。之后,将车辆用cfrp复合金属板1的一个端面设定为基准面,确定各层的中央面与基准面的间隔距离hi。
[0148]
另外,确定各层的弹性模量ei。首先,在混合树脂层20与金属板10粘接的情况下,通过在适当的温度下进行热处理(在cfrp层201的树脂、树脂层203、接合树脂层30分解的温
度(例如,400℃)下焙烧24小时),将金属板10与混合树脂层20分离,测定金属板10单体的弹性模量。另外,根据此时的质量变化,确定cfrp层中所含的碳增强纤维的含有率。另外,从焙烧后的cfrp层201中取出碳增强纤维,由碳增强纤维单体的拉伸试验结果计算碳增强纤维的弹性模量。能够由该碳增强纤维的弹性模量和含有率计算cfrp层201的弹性模量。
[0149]
另外,关于树脂层203的弹性模量,首先,对于另外准备的树脂层203的试样,例如使用具有6nm~15nm的曲率半径的弹簧常数已知的探针,测量作为afm测定技术的力曲线。在力曲线测量中,通过从探针对试样赋予固定的频率,作为动态粘弹性模型,计算储能模量(e’)、损耗模量(e”)、损耗系数tanδ(e”/e’)。由此,能够确定树脂层203的弹性模量。
[0150]
从基准面到中立面的间隔距离[np]使用各层的弹性模量ei、各层的深度宽度bi(基本上,设为bi=1来处理。)、各层的厚度ti、各层的中央面与基准面的间隔距离hi,基于以下的式(1)进行计算。需要说明的是,在以下的式(1)中,i为与层数相关的参数,n为所关注的车辆用cfrp复合金属板1的层数。另外,这样的中立面的位置对于具有图1a~图1c所示那样的层结构的车辆用cfrp复合金属板均能够计算。
[0151][0152]
此处,如图5中示意性地所示,将从得到的中立面的位置至树脂层203的中央面的间隔距离设为l1,将从中立面的位置跨越树脂层203至混合树脂层20的端面的间隔距离设为l2。在该情况下,本实施方式中关注的偏心率ec能够通过以下的式(2)来计算。
[0153]
ec=(l1/l2)
×
100(%)
…
式(2)
[0154]
在本实施方式的混合树脂层20中,树脂层203既可以存在于接近如上述那样规定的中立面的一侧,树脂层203的中央面也可以与中立面一致(换言之,ec=0%成立)。在该情况下,由上述式(2)表示的偏心率ec示出比较小的值。通过在接近中立面的一侧存在树脂层203,能够更加提高混合树脂层20的振动衰减性。
[0155]
另外,在本实施方式的混合树脂层20中,如上所述规定的偏心率ec优选为5%以上且65%以下。通过偏心率ec为5%以上,能够更可靠地利用cfrp的振动衰减性,能够更可靠地确保振动衰减性。偏心率ec更优选为10%以上,进一步优选为20%以上。另一方面,通过偏心率ec为65%以下,能够更可靠地利用cfrp的强度及刚度,能够更可靠地确保强度及刚度。偏心率ec更优选为50%以下,进一步优选为40%以下。
[0156]
(关于碳增强纤维的延伸方向)
[0157]
接下来,参照图6和图7,对本实施方式的车辆用cfrp复合金属板1中的碳增强纤维的延伸方向(更详细而言,碳增强纤维的纤维束的延伸方向)进行详细说明。图6和图7为用于对本实施方式的车辆用cfrp复合金属板中的碳增强纤维的延伸方向进行说明的说明图。
[0158]
在将成形用于车辆的各种面板安装于车辆时,安装的面板所使用的金属板通常成为在某个特定的方向上弯曲的形状。例如,若要为了轻量化而使用薄钢板作为金属板来制造车辆用面板,则弯曲的形状部分的铅垂方向的刚度会不足。因此,为了加强刚度,考虑在车辆用面板上粘贴单向性的cfrp。
[0159]
然而,cfrp仅通过单向性的纤维取向,振动衰减比并不充分。另外,沿着铅垂方向向金属板导入特定的翘曲等,振动衰减性有可能提高,但由于原材料本身的振动衰减性低,因此仅通过该形状控制,也存在难以充分提高金属板的弯曲弹性的振动衰减比的情况。因
此,为了使从全方位传递的振动衰减,除了仅在铅垂方向上进行纤维取向以外,在除此以外的方向上进行纤维取向也变得重要。由此,能够确保金属板的机械特性的各向异性以及弯曲刚度,并且提高弯曲弹性的振动衰减比,作为结果,能够抑制成本的增加,并且实现刚度以及振动衰减性的提高以及轻量化。
[0160]
因此,在本实施方式的车辆用cfrp复合金属板1中,以混合树脂层20中的碳增强纤维的延伸方向满足以下说明的条件的方式进行混合树脂层20中的碳增强纤维的延伸方向的控制。
[0161]
在此,如图6中示意性地所示,将成为成形为车辆用面板时的主曲率方向的方向定义为0
°
方向,将与该0
°
方向正交的方向定义为90
°
方向。在此基础上,对于混合树脂层20中包含的碳增强纤维的延伸方向,考虑使用三角函数分别计算0
°
方向分量和90
°
方向分量。
[0162]
在此,本实施方式的混合树脂层20从振动衰减性的观点出发,混合树脂层20整体中所含的碳增强纤维的延伸方向上的0
°
方向分量(车辆用面板的主曲率方向)的比例的上限值没有特别限定,既可以为100%,也可以为90%以下。在混合树脂层20中,即使0
°
方向分量的比例为100%,也能够表现出良好的振动衰减性而使输入到车辆用面板的振动各向同性地衰减。这是因为,本实施方式的混合树脂层20具有包含具有特定的杨氏模量和损耗系数的树脂的树脂层203。
[0163]
但是,从更可靠地确保强度及刚度的观点出发,0
°
方向分量的比例优选为20%以上。通过将0
°
方向分量的比例设为20%以上,能够实现良好的振动衰减性,并且更可靠地确保强度以及刚度。
[0164]
在此,混合树脂层20中的碳增强纤维的延伸方向能够使用三维x射线显微镜系统(x射线ct)进行测定。即,例如能够使用zeiss公司制xradia520,获取混合树脂层20的x射线ct图像,根据通过图像的再构建而得到的三维图像,求出碳增强纤维的延伸方向。另外,能够对再构建的图像进行分析,计算碳增强纤维的延伸方向的0
°
方向分量和90
°
方向分量的比例。以下,参照图7对0
°
方向分量及90
°
方向分量的计算方法进行详细说明。
[0165]
在本实施方式中,以如下方式计算0
°
方向分量(与车辆用面板的最大主曲率方向平行的分量)的比例。以下,示出在与车辆用面板复合化的混合树脂层20的整体中包含2种纤维的延伸方向的例子。首先,对于图7那样的具有与0
°
方向所成的角(锐角)θ1的第1延伸方向和具有与0
°
方向所成的角(锐角)θ2的第2延伸方向,分别使用三角函数分解为0
°
方向分量和90
°
方向分量,计算混合树脂层20的各厚度位置处的0
°
方向分量的值的绝对值和混合树脂层20的各厚度位置处的90
°
方向分量的值的绝对值。
[0166]
接下来,沿着混合树脂层20的厚度方向,对各厚度位置处的0
°
方向分量进行合计(积分),由此计算混合树脂层20的整体中的0
°
方向分量的值。同样地,沿着混合树脂层20的厚度方向,对各厚度位置处的90
°
方向分量进行合计(积分),由此计算混合树脂层20整体中的90
°
方向分量的值。然后,将此处计算的混合树脂层20整体中的0
°
方向分量的值和90
°
方向分量的值进一步合计,计算混合树脂层20整体中的0
°
方向分量相对于该合计值的比例。
[0167]
需要说明的是,混合树脂层20具有多个cfrp层叠而成的层叠结构,因此,上述各厚度位置处的0
°
方向分量和90
°
方向分量能够认为是每1层的0
°
分量和90
°
分量。
[0168]
例如,混合树脂层20具有由6层cfrp构成的层叠结构。此时,例如在角θ1为30
°
的情况下,cos30
°
为0
°
方向分量,sin30
°
为90
°
方向分量。即,每1层的0
°
方向分量约为0.866,每1
层的90
°
方向分量为0.5。cfrp层20为6层结构的情况下,层整体中的0
°
方向分量为5.2,90
°
方向分量为3.0。混合树脂层20整体的0
°
方向分量的值5.2为混合树脂层20整体中的0
°
方向分量和90
°
方向分量的合计值8.2的约63%,其为混合树脂层20整体中的0
°
方向分量的比例。需要说明的是,延伸方向为0
°
方向的情况下的0
°
方向分量的值为cos0
°
、即1,90
°
方向分量的值为sin0
°
、即0。另外,延伸方向为90
°
方向的情况下的0
°
方向分量的值为cos90
°
、即0,90
°
方向分量的值为sin90
°
、即1。
[0169]
需要说明的是,在具有层叠结构的混合树脂层20的各层以大致相同的厚度形成的情况下,能够通过上述方法计算,但在各层的厚度不同的情况下,将各层的厚度作为权重,计算上述比例。例如,在将n层层叠而成的混合树脂层20中从接合侧(与金属板10的界面的侧)起第k个的层的0
°
方向分量的值设为xk、将该层的厚度设为tk的情况下,混合树脂层20整体中的0
°
方向分量的合计值为x1×
t1
…
xn×
tn。关于90
°
方向分量的合计值,也能够同样地计算。
[0170]
(关于接合树脂层30)
[0171]
图2所示的接合树脂层30是根据需要而设置的,介于车辆用cfrp复合金属板1的金属板10与混合树脂层20之间、或第2金属板15与混合树脂层20之间,将金属板10或第2金属板15与混合树脂层20接合。
[0172]
此处,构成接合树脂层30的树脂组合物既可以是由热固性树脂构成的组合物,也可以是由热塑性树脂构成的组合物,优选由包含与混合树脂层20的基体树脂相同种类的树脂的树脂组合物形成,更优选由包含相同树脂的树脂组合物形成。通过混合树脂层20的基体树脂和接合树脂层30至少由包含同种树脂的树脂组合物形成,能够使经由接合树脂层30的金属板10或第2金属板15与混合树脂层20的粘接性变得牢固,能够提高车辆用cfrp复合金属板1整体的机械强度。需要说明的是,关于构成接合树脂层30的树脂的种类、物性等,由于与上述的基体树脂是同样的,因此省略其详细的说明。
[0173]
另外,本实施方式的接合树脂层30既可以由在混合树脂层20的形成过程中渗出到与金属板10或第2金属板15的界面部分的树脂形成,或者也可以通过在混合树脂层20的前体与金属板10或第2金属板15之间配置树脂片、或涂布粘接剂等树脂组合物等而形成。
[0174]
在此,在接合树脂层30的厚度过厚的情况下,有时难以得到混合树脂层20所显示的各种特性与金属板10或第2金属板15的协同效果。因此,在设置接合树脂层30的情况下,接合树脂层30的厚度优选设为超过0mm且为2.0mm以下。在设置接合树脂层30的情况下,接合树脂层30的厚度更优选为0.2mm以上且1.0mm以下。
[0175]
《关于金属板10、第2金属板15的厚度与混合树脂层20的厚度的关系》
[0176]
在本实施方式的车辆用cfrp复合金属板1中,车辆用cfrp复合金属板1的整体的厚度(图1a中的d1 d2、图1b中的d1 2d2、图1c中的d1 d2 d3)优选在0.40mm以上且3.00mm以下的范围内,钢板的厚度d1相对于混合树脂层20的厚度d2之比(d1/d2)优选为0.10以上且4.00以下。通过使车辆用cfrp复合金属板1的整体的厚度为0.40mm以上且3.00mm以下,并且使厚度之比(d1/d2)为0.10以上且4.00以下,从而能够确保金属板10的机械特性的各向异性和弯曲刚度,并且更可靠地提高弯曲弹性的振动衰减比,作为结果,能够抑制成本的增加,并且更可靠地实现刚度和振动衰减性的提高和轻量化。
[0177]
在此,如图1b所示,在金属板10的两面设有混合树脂层20的情况下,厚度之比(d1/
d2)具体而言成为由(d1/2
×
d2)计算的值,如图1c所示,在混合树脂层20的两侧设有金属板10和第2金属板15的情况下,厚度之比(d1/d2)具体而言成为由{(d1 d3)/d2}计算的值。
[0178]
车辆用cfrp复合金属板1的整体的厚度更优选为0.50mm以上且1.50mm以下,厚度之比(d1/d2)更优选为0.25以上且2.00以下。
[0179]
在此,参照图6对本实施方式的车门面板用cfrp复合金属板1中的金属板10和cfrp层20的测定方法简单地进行说明。图8是用于说明厚度的测定方法的说明图。
[0180]
金属板10、第2金属板15、混合树脂层20以及接合树脂层30的厚度例如可以如以下所述按照jis k5600-1-7、5.4项的光学方法的截面法进行测定。即,使用不会对试样造成有害的影响而无间隙地埋入的常温硬化树脂,将refine tec ltd.制的低粘性epo mount 27-777用作主剂,将27-772用作固化剂,埋入试样。利用切断机在应观察的部位以与厚度方向平行的方式切断试样而露出截面,使用jis r6252或6253中规定的号数的研磨纸(例如,280号数、400号数或600号数)进行研磨以制作观察面。在使用研磨材料的情况下,使用适当等级的金刚石研磨糊剂或类似的研磨糊剂进行研磨以制作观察面。另外,也可以根据需要实施抛光,将试样的表面平滑化至可耐受观察的状况。
[0181]
使用显微镜(例如,奥林巴斯公司制造的bx51等),以视野的大小成为300μm的方式进行选择,所述显微镜是具备适合于赋予最佳的图像对比度的照明系统的显微镜,能够进行1μm精度的测定。需要说明的是,视野的大小也可以以能够确认各自的厚度的方式改变。例如,在测定cfrp层20的厚度时,将观察视野内如图8那样4等分,在各划分点的宽度方向中央部测量混合树脂层20的厚度,将其平均厚度作为该视野中的厚度。对于该观察视野,选择5处不同的部位进行,在各自的观察视野内进行4等分,通过各划分测定厚度,计算平均值。相邻的观察视野彼此分离3cm以上来选择为佳。将该5处的平均值进一步平均而得到的值作为混合树脂层20的厚度即可。另外,在金属板10、第2金属板15的厚度的测定以及接合树脂层30的厚度的测定中,也与上述混合树脂层20的厚度的测定同样地进行即可。
[0182]
(关于混合树脂层20的投影面积)
[0183]
接下来,再次参照图6,对混合树脂层20的投影面积进行说明。
[0184]
在本实施方式的车辆用cfrp复合金属板1中,从厚度方向的上方(图6中的z轴负方向侧的上方)观察车辆用cfrp复合金属板1时,金属板10的投影面积相对于混合树脂层20的投影面积(图6中的向xy平面的投影面积)之比(金属板/混合树脂层比)优选为1.0以上且20.0以下。通过使投影面积之比为1.0以上且20.0以下,能够确保金属板10的机械特性的各向异性以及弯曲刚度,并且能够更可靠地提高弯曲弹性的振动衰减比,作为结果,能够抑制成本的增加,并且能够更可靠地实现刚度以及振动衰减性的提高以及轻量化。投影面积之比更优选为1.5以上且10.0以下。
[0185]
在此,在使用车辆用cfrp复合金属板1制造车辆用面板时,例如也会考虑如车辆用门板那样设置开口部的情况。此时,在所制造的车辆用面板中,对机械特性造成影响的区域是除开口部以外的部分,因此,在所制造的车辆用面板存在成为开口部的部分的情况下,在上述的投影面积之比中,金属板10的投影面积设为除了开口部以外的金属板10的投影面积。
[0186]
需要说明的是,如图1b所示,在金属板10的两面设置混合树脂层20的情况下,上述的投影面积之比中的混合树脂层20的投影面积为位于金属板10的两面的混合树脂层20的
投影面积的合计值。
[0187]
在此,关于金属板10的投影面积和混合树脂层20的投影面积,利用keyence corporation制vr3050等那样的3d形状测定器,测定所关注的车辆用面板的形状,计算仅混合树脂层20的投影面积。在此基础上,通过从整体的面积减去混合树脂层20的投影面积,能够计算金属板10的投影面积。
[0188]
(关于混合树脂层20的设置位置)
[0189]
接下来,参照图9a~图9c,对本实施方式的车辆用cfrp复合金属板1中的混合树脂层20的设置位置进行说明。图9a~图9c是用于对本实施方式的车辆用cfrp复合金属板中的混合树脂层的设置位置进行说明的说明图。
[0190]
在本实施方式的车辆用cfrp复合金属板1中,金属板10的表面上的混合树脂层20的设置位置没有特别限定,能够设于任意的位置。但是,也考虑所制造的车辆用面板的外形等,在成为车辆用面板时,优选在认为对面板的振动特性造成影响的位置设置混合树脂层20。
[0191]
作为能够对成为车辆用面板时的振动特性造成影响的位置,例如如图9a所示,考虑金属板10的角部。在图9a中,示意性地图示了在金属板10所具有的4个角部设置混合树脂层20的情况,但设置混合树脂层20的角部也可以是金属板10所具有的至少1个角部。另外,既可以例如如图9b所示,在金属板10的大致中央部分设置混合树脂层20,也可以例如如图9c所示,在金属板10的至少1个角部和大致中央部分设置混合树脂层20。
[0192]
以上,参照图1a~图9c,对本实施方式的车辆用cfrp复合金属板1进行了详细说明。需要说明的是,以上说明的本实施方式的车辆用cfrp复合金属板1能够用于汽车的门外板、车顶板、发动机罩、挡泥板或侧外板用途。
[0193]
(关于车辆用面板)
[0194]
通过对以上说明那样的本实施方式的车辆用cfrp复合金属板1应用例如热压法等各种加工方法,能够制造各种车辆用面板。作为这样的车辆用面板的一例,例如能够列举出图10所示那样的汽车的门外板、车顶板、发动机罩、挡泥板、侧外板等。
[0195]
(关于车辆用cfrp复合金属板的制造方法)
[0196]
接下来,参照图11,对本实施方式的车辆用cfrp复合金属板1的制造方法简单地进行说明。图11是用于说明本实施方式的车辆用cfrp复合金属板的制造方法的一例的说明图。
[0197]
在本实施方式的车辆用cfrp复合金属板1的制造方法中,例如如图11中示意性地所示,在金属板10的面上根据需要配置有成为接合树脂层30的树脂片或粘接剂等后,配置将cfrp(例如cfrp预浸料25)与包含杨氏模量小于1.5gpa且损耗系数为0.01以上的树脂的树脂片27以成为具有所期望的厚度的层叠状态的方式层叠而成的层叠体29。之后,在以比cfrp预浸料25的基体树脂或树脂片27中所含的树脂的玻璃化转变温度高170℃的温度或比熔点高50℃的温度为上限的处理温度下,使金属板10与层叠体29热压接。
[0198]
由此,金属板10和层叠体29复合化,成为包含金属板10和混合树脂层20的车辆用cfrp复合金属板1。
[0199]
《关于与金属板10的复合化》
[0200]
需要说明的是,从成本的观点出发,金属板10和层叠体29的复合化优选通过准备
图11所示那样的结构的层叠体29,将得到的层叠体29设于加压成形机并进行加压成形来实施。另外,也可以在将层叠体成型为cfrp后,使钢板与在常温下硬化的粘接剂复合化。
[0201]
[关于加热压接条件]
[0202]
在以上说明的制造方法中,用于复合化的加热压接条件如下所述。
[0203]
如上所述,在cfrp预浸料25的基体树脂或树脂片27中所含的树脂为非晶性的树脂或非晶性的树脂的聚合物合金的情况下,加热压接温度优选设为非晶性的树脂的玻璃化转变温度tg~tg 170℃的范围内,在cfrp预浸料25的基体树脂或树脂片27中所含的树脂为结晶性的树脂或结晶性的树脂的聚合物合金的情况下,加热压接温度优选设为结晶性的树脂的熔点mp~mp 50℃的范围内。若超过上限温度,则会施加过剩的热,因此有可能引起树脂的分解,另外,若低于下限温度,则树脂的熔融粘度高,因此在cfrp预浸料25中对碳增强纤维的附着性和对增强纤维基材的浸渗性有可能变差。
[0204]
需要说明的是,结晶性的树脂是指在使用差示扫描量热计(differential scanning calorimetry:dsc)进行熔点测定时观测到熔点tm的树脂。非晶性的树脂是指,在使用差示扫描量热计进行熔点测定时,未观测到伴随结晶化的放热峰,仅观测到玻璃化转变温度tg的树脂。
[0205]
加热压接时的压力例如优选为3mpa以上,更优选为3mpa以上且5mpa以下的范围内。若压力超过上限,则会施加过剩的压力,因此有可能产生变形、损伤,另外,若低于下限,则在cfrp预浸料25中对增强纤维基材的浸渗性变差。
[0206]
关于加热压接时间,只要至少为3分钟以上就能够充分地进行加热压接,优选为5分钟以上且20分钟以下的范围内。
[0207]
如上所述的一次性成形优选通过热压来进行,但也能够将预先预热至特定的温度的材料迅速地设于低温的加压成形机来进行加工。
[0208]
[关于追加的加热工序]
[0209]
在该制造方法中,在使用在苯氧树脂(a)中含有交联硬化性树脂(b)和交联剂(c)的交联性粘接树脂组合物作为用于形成基体树脂的原料树脂的情况下,能够进一步包括追加的加热工序。
[0210]
在使用交联性粘接树脂组合物的情况下,在上述加热压接工序中,通过固化但未交联形成(硬化)的第1硬化状态的硬化物(固化物),能够形成包含由第1硬化状态的硬化物(固化物)构成的基体树脂的cfrp层20。
[0211]
这样,经过上述加热压接工序,能够制作金属板10与包含由第1硬化状态的硬化物(固化物)形成的cfrp的层叠体一体化而成的、车辆用cfrp复合金属板1的中间体(预成形体)。然后,对于该中间体,在加热压接工序之后,进一步实施追加的加热工序,由此至少对基于第1硬化状态的硬化物(固化物)的cfrp进行后硬化,能够使树脂交联硬化而变化为第2硬化状态的硬化物(交联硬化物)。
[0212]
用于后硬化的追加的加热工序例如优选在200℃以上且250℃以下的范围内的温度下花费30分钟~60分钟左右的时间进行。需要说明的是,也可以代替后硬化而利用涂装等后工序中的热历程。
[0213]
如上所述,若使用交联性粘接树脂组合物,则交联硬化后的tg较苯氧树脂(a)单独而言大幅提高。因此,在对上述中间体进行追加的加热工序的前后,即,在树脂从第1硬化状
态的硬化物(固化物)向第2硬化状态的硬化物(交联硬化物)变化的过程中,tg发生变化。具体而言,中间体中的交联前的树脂的tg例如为150℃以下,与此相对,追加的加热工序后的经交联形成的树脂的tg例如提高至160℃以上,优选提高至170℃以上且220℃以下的范围内,因此能够大幅提高耐热性。
[0214]
[关于前处理工序]
[0215]
在制造车辆用cfrp复合金属板1时,作为前处理工序,优选对金属板10进行脱脂,更优选进行对模具的脱模处理、金属板10的表面的附着物的除去(除尘)。除了如tfs(tin free steel)那样密合性非常高的钢板以外,通常认为附着有防锈油等的金属板10优选进行脱脂而使密合力恢复。关于脱脂的必要性,事先将作为对象的金属板在没有脱脂工序的情况下与作为对象的cfrp接合而一体化,确认是否能够得到充分的粘接性来判断即可。
[0216]
[关于后工序]
[0217]
在针对车辆用cfrp复合金属板1的后工序中,除了涂装以外,为了利用螺栓、铆钉固定等与其他构件进行机械接合等,进行开孔加工、用于粘接接合的粘接剂的涂布等。
[0218]
[关于cfrp或者cfrp预浸料的制造方法]
[0219]
在此,对形成层叠体29时使用的cfrp或cfrp预浸料25的制造方法进行说明。
[0220]
在形成层叠体29时使用的cfrp或cfrp预浸料25中,成为碳增强纤维的增强纤维基材可以使用例如使用了短切纤维的无纺布基材、使用了连续纤维的单向增强纤维基材(ud材)等,从加强效果和取向控制的简便性的方面出发,优选使用ud材。
[0221]
cfrp或cfrp预浸料25优选使用利用粉体涂装法制作的预浸料,而不是利用湿式熔体、膜堆叠法等以往公知的方法制作的预浸料。通过粉体涂装法制成的预浸料由于树脂以微粒的状态浸渗于增强纤维基材,因此悬垂性良好,即使被粘接体为复杂的形状也能够追随,因此适于一次性成形热压。
[0222]
作为粉体涂装法的主要方法,例如有静电涂装法、流化床法、悬浮法等,根据增强纤维基材种类、基体树脂种类适当选择任一种方法即可。其中,静电涂装法和流化床法是适合于热塑性树脂的方法,工序简便且生产率良好,因此优选。特别是,静电涂装法由于粘接树脂组合物对增强纤维基材的附着的均匀性优异,因此是最适宜的方法。
[0223]
在形成cfrp或cfrp预浸体25时,在进行成为基质树脂的粘接树脂组合物的粉体涂装的情况下,优选为将含有所述苯氧树脂(a)的粘接树脂组合物制成微粉末,通过粉体涂装使该微粉末附着于增强纤维基材上,由此获得预浸体。
[0224]
在含有苯氧树脂(a)的粘接树脂组合物的微粉末化中,例如能够使用低温干燥粉碎机(离心力干燥粉碎机)等粉碎混合机,但并不限制于此。另外,在基体树脂用的粘接树脂组合物的粉碎时,既可以将粘接树脂组合物的各成分粉碎后进行混合,也可以预先配混各成分后进行粉碎。在该情况下,优选以各微粉末成为后述的平均粒径的方式设定粉碎条件。作为如此得到的微粉末,平均粒径为10μm以上且100μm以下的范围内,优选为40μm以上且80μm以下的范围内,更优选为40μm以上且50μm以下的范围内。通过使平均粒径为100μm以下,在静电场中的粉体涂装中,能够减小粘接树脂组合物与纤维碰撞时的能量,能够提高对增强纤维基材的附着率。另外,通过将平均粒径设为10μm以上,能够防止由伴随气流引起的颗粒飞散而抑制附着效率的降低,并且能够防止在大气中浮游的树脂微粉末引起作业环境的恶化。
[0225]
在进行在苯氧树脂(a)中配混交联硬化性树脂(b)及交联剂(c)而成的交联性粘接树脂组合物的粉体涂装作为用于形成cfrp或cfrp预浸体25的粘接树脂组合物的情况下,苯氧树脂(a)的微粉末及交联硬化性树脂(b)的微粉末的平均粒径优选为交联剂(c)的微粉末的平均粒径的1倍~1.5倍的范围内。通过将交联剂(c)的微粉末的粒径设为苯氧树脂(a)及交联硬化性树脂(b)的微粉末的粒径以下,交联剂(c)进入至增强纤维基材的内部,附着于增强纤维材料。另外,交联剂(c)均匀地存在于苯氧树脂(a)的颗粒及交联硬化性树脂(b)的颗粒的周围,因此能够可靠地进行交联反应。
[0226]
在用于形成cfrp或cfrp预浸料25的粉体涂装中,优选以成为基体树脂的粘接树脂组合物在增强纤维基材上的附着量(树脂比例:rc)成为例如20%以上且50%以下的范围内的方式进行涂敷。rc更优选在25%以上且45%以下的范围内,进一步优选在25%以上且40%以下的范围内。通过使rc为50%以下,能够防止frp的拉伸弹性模量及弯曲弹性模量等机械物性的降低。另外,通过使rc为20%以上,能够确保所需的树脂的附着量,因此基体树脂向增强纤维基材的内部的浸渗变得充分,能够提高热物性和机械物性。
[0227]
经粉体涂装的粘接树脂组合物(成为基体树脂的物质)的微粉末通过加热熔融而固定于增强纤维基材。在该情况下,既可以在将粉体涂敷于增强纤维基材后进行加热熔接,也可以通过对预先加热的增强纤维基材进行粉体涂装,从而在将粘接树脂组合物的微粉末涂敷于增强纤维基材的同时使其熔接。这样,通过使增强纤维基材表面的粘接树脂组合物的微粉末加热熔融,能够提高对增强纤维基材的密合性,防止经涂装的粘接树脂组合物的微粉末的脱落。但是,在该阶段中,成为基体树脂的粘接树脂组合物集中于增强纤维基材的表面,没有像加热加压成形后的成形体那样遍布至增强纤维基材的内部。需要说明的是,用于在粉体涂装后使粘接树脂组合物熔接的加热时间没有特别限制,通常为1分钟~2分钟。熔融温度为150℃~240℃的范围内,优选为160℃~220℃的范围内,更优选为180℃~200℃的范围内。如果熔融温度超过上限,则硬化反应有可能会进行,另外,如果低于下限,则热熔接变得不充分,在操作作业时,有可能发生粘接树脂组合物的微粉末的掉粉、脱落等。
[0228]
以上,对本实施方式的车辆用cfrp复合金属板1的制造方法进行了详细说明。
[0229]
实施例
[0230]
以下,一边示出实施例和比较例,一边对本发明的车辆用cfrp复合金属板具体地进行说明。需要说明的是,以下所示的实施例只不过是本发明的车辆用cfrp复合金属板的一例,本发明的车辆用cfrp复合金属板并不限定于下述的例子。
[0231]
[金属板]
[0232]
作为金属板,使用以下的金属构件。需要说明的是,以下的金属构件均在用丙酮充分实施脱脂的基础上使用。
[0233]
日本制铁株式会社制590mpa高张力钢板,厚度0.4mm、已进行ga镀覆处理(合金化热浸镀锌钢板)
[0234]
[cfrp预浸料的制作]
[0235]
作为成为基体树脂的热固性树脂,准备环氧树脂组合物。将该环氧树脂组合物浸渗于包含沥青系碳纤维的增强纤维基材(ud材:nippon graphite fiber corporation制),制作环氧树脂cfrp预浸料。
[0236]
[树脂片]
[0237]
作为成为混合树脂层中的树脂层的树脂片,使用hytrel片(150μm,东丽杜邦公司制)、聚丙烯片(180μm,三井化学株式会社制)、改性有机硅粘接剂(200μm,cemedine co.,ltd.制)、聚酯聚氨酯树脂(200μm,东洋纺公司制)。另外,为了比较,一并准备了pet片(100μm,东丽公司制)。
[0238]
对于所使用的各树脂片,使用依据jis k7244的动态机械分析装置(hitachi high-tech science corporation制dma7100),按照上述方法,测定25℃下的杨氏模量和损耗系数。将所得到的结果示于以下的表1。
[0239]
[cfrp的成型]
[0240]
将制作的cfrp预浸料和树脂片以成为具有所期望的层叠结构的所期望的厚度的方式层叠,利用高压釜进行成型,制成混合树脂层。更详细而言,一边在高压釜中施加4个大气压,一边在130℃下保持2小时而成型。
[0241]
使用常温硬化型的环氧树脂high-super 30(cemedine co.,ltd.制)将所得到的混合树脂层粘接于钢板。
[0242]
从振动衰减性、以及强度和刚度的观点出发,对所得到的cfrp复合钢板进行了评价。评价方法如下所述。
[0243]
◇
振动衰减性评价
[0244]
对所得到的cfrp复合钢板的端部进行1点悬吊支承,使用冲击锤((株)小野测器制gk-2110)对样品进行激振。激振点设为样品的面外方向35点,响应(测量)点设为面外方向2点。响应点使用(株)小野测器制加速度检测器np-3211,测量加速度。利用(株)小野测器制fft分析仪ds-3204测量来自响应点2点的频率响应函数,用于振动模式分析。通过市售的分析应用程序(system plus inc.制me’scope ves)对各激振点处的频率响应函数实施曲线拟合处理,由此进行模式分析,计算各个频率下的振动衰减比、模式形状、模式频率。
[0245]
在上述那样的测定条件下,获取0
°
弯曲模式(1次)、90
°
弯曲模式(1次)、扭转模式(1次)的衰减比,在各模式中,将衰减比显示0.30以上的值的情况设为评分a,将衰减比显示0.05以上且小于0.30的值的情况设为评分b,将衰减率显示小于0.05的值的情况设为评分c。此时,将评分a为两个以上且没有评分c的情况作为各向同性地提高衰减性而设为合格。另外,在评分a为一个以下、或包含评分c的情况下,衰减性未各向同性地提高,记作不合格。
[0246]
需要说明的是,上述的0
°
弯曲模式(1次)如图12a所例示的那样,是在样品的长边方向上存在1个节(节点)的振动模式,90
°
弯曲模式(1次)如图12b所例示的那样,是在样品的短边方向上存在1个节(节点)的振动模式。另外,扭转模式(1次)如图12c所例示的那样,是在样品的对角线上存在节(节点)的振动模式。
[0247]
◇
弯曲弹性模量评价
[0248]
按照jis k7074:1988,测定所得到的cfrp复合钢板的机械物性。更详细而言,将宽度15.0mm
×
长度100mm的cfrp复合钢板的试验材以支点间距离80mm以压下速度5mm/min的速度进行按压,测定此时的弯曲强度[mpa]。将得到的弯曲强度为530mpa以上的情况设为评分a,将得到的弯曲强度为400mpa以上的情况设为评分b,将低于400mpa的情况设为评分c。
[0249]
◇
综合评价
[0250]
将振动衰减性评价和弯曲弹性模量评价的值均为a的情况设为评分a,将振动衰减性评价和弯曲弹性模量评价中含有一个以上b的情况设为评分b,将含有一个以上c的情况
设为评分c,将评分c的情况设为不合格。
[0251]
将所得到的结果汇总示于以下的表1。
[0252]
[表1]
[0253][0254]
由上述表1明确的那样,可知,相当于本发明的实施例的试验材料在振动衰减性评价和弯曲弹性模量评价中均显示优异的结果,另一方面,相当于本发明的比较例的试验材料在振动衰减性评价和弯曲弹性模量评价中的至少任一者中未得到优异的结果。
[0255]
以上,参照所附附图对本发明的优选的实施方式详细地进行了说明,但本发明并不限定于所述例子。显然,只要是具有本发明所属的技术领域中的通常知识的人,就能够在
权利要求书所记载的技术思想的范畴内想到各种变更例或修改例,它们当然也属于本发明的保护范围。
[0256]
附图标记说明
[0257]
1、车辆用碳纤维增强塑料复合金属板;10、金属板;15、第2金属板;20、混合树脂层;30、接合树脂层;201、cfrp层;203、树脂层。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。