1.本发明属于有机废弃物资源化循环利用技术领域,具体地,本发明涉及一种有机废弃物发酵气液产物同步循环利用方法。
背景技术:
2.随着经济发展和生活水平提高,有机废弃物包括作物秸秆、畜禽粪便、生活垃圾和城市污泥等农林和城市生活废弃物产量巨大,易造成环境污染严重,资源能源极大浪费。在低碳清洁、可持续和循环利用的发展背景下,有机废弃物的无害化、资源化高效处理方法受到极大关注。
3.其中,耦合碳链延长技术将厌氧发酵产物合成中链脂肪酸,实现厌氧发酵工艺的延续与创新。相比传统的厌氧发酵工艺,新兴的碳链延长技术可将短链碳基产物延长为高热值,高能量密度和低水溶性的中长链脂肪酸产品。相比传统厌氧发酵的短链液相产物和气相产物,中长链脂肪酸产物的合成具有以下多种优势:1)极性小,水溶性小,便于分离提取;2)能量密度大,能量高,是一种高附加值产品;3)具备燃料合成潜力,可缓解能源危机问题;4)具有多种化工用途,在制药、农业等行业是重要原料,可实现资源循环目标。
4.在功能酶的催化环境中,碳链延长反应需利用电子供体(乙醇、乳酸等)提供的能量,在乙酸等短链碳骨架上,逐步完成碳骨架延长,最终获得中长链脂肪酸(如己酸等)。另外,研究证明在碳链延长过程中,气体成分保证反应器内氧化还原状态,对中长链脂肪酸的维持发挥保护作用。随着碳链延长技术的进展,电子供体的存在方式由模拟底料添加延伸到实际底料转化。实际底料中又以易生化污水为代表的研究较为深入,含醇污废水能够参与并促进碳链延长反应。然而,目前的碳链延长反应易受到微生物群落组分和环境条件影响,如碳链延长功能菌属的丰度、电子供体(乙醇、乳酸等)浓度和反应器氧化还原状态等,限制了碳链延长技术在实际工程中的应用可行性。此外,对于有机废弃物等固液混合态(如污泥、果蔬垃圾和餐厨垃圾等),其碳链延长技术发展瓶颈在于:1)有机废弃物厌氧发酵电子供体含量低,供给碳链延长初始能量低;2)有机废弃物厌氧处理涉及固液分离以提高转化效率,操作较为繁琐;3)厌氧发酵处理过程中产生气液残余物,需分别处理转化,产品利用受限,经济效益较低。因此,对有机废弃物进行更为高效的资源化利用,提高处理的经济效益,降低处理成本具有重要意义。
技术实现要素:
5.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明实施例提出一种有机废弃物发酵气液产物同步循环利用方法。
6.本发明实施例提出一种有机废弃物发酵气液产物同步循环利用方法,包括以下步骤:
7.(1)将有机废弃物加入厌氧发酵反应器中,并投加厌氧污泥作为启动菌剂,进行有机废弃物的厌氧发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
8.(2)将厌氧污泥投加至碳链延长反应器中进行驯化,驯化出碳链延长代谢的优势菌群;然后将厌氧发酵液相产物和厌氧发酵气相产物通入碳链延长反应器中,促进中链脂肪酸转化;
9.(3)将步骤(2)得到的气相产物回通入厌氧发酵反应器中,回流比控制为50%~100%;将步骤(2)得到的液相混合物通入产物提纯装置中进行提纯分离,获得中链脂肪酸产品以及残余液;残余液回流至碳链延长反应器中,进行重复循环处理,回流比控制为5%~50%。
10.本发明实施例有机废弃物发酵气液产物同步循环利用方法针对传统厌氧发酵工艺气液产物利用受限、价值低的问题,耦合碳链延长的新型厌氧发酵工艺同步转化厌氧发酵气液产物,实现了厌氧发酵气液相产物的同步循环利用,其中,气液回流可以提高反应系统稳定性以及有机转化效率,进而提升有机废弃物的清洁处理效能,使得生物基中链脂肪酸高值输出,利用本发明实施例方法可以无害化处理有机废弃物,缓解其污染环境的现状,循环利用其蕴含的能量资源,实现经济、社会和生态效益。
11.在本发明的一些实施例中,所述有机废弃物为果蔬垃圾、餐厨垃圾、垃圾渗滤液、城市生活污水污泥、酒糟废水中的至少一种。
12.在本发明的一些实施例中,所述厌氧污泥为污水处理产生的厌氧污泥、垃圾厌氧消化产生的沼渣、水体底泥、酿造残渣中的至少一种。
13.在本发明的一些实施例中,所述厌氧发酵的反应条件为:菌剂接种量为10~40g vs/l,反应温度为20~50℃,ph为3.0~6.0,水力停留时间为6~10天。
14.在本发明的一些实施例中,所述驯化的反应条件为:菌剂接种量为10~40g vs/l,驯化温度为20~50℃,ph为5.5~7.0,水力停留时间为5~20天。
15.在本发明的一些实施例中,调节所述ph值时采用的试剂为饱和氢氧化钾溶液、饱和氢氧化钠溶液或饱和氯化氢溶液中的至少一种。
16.在本发明的一些实施例中,所述方法还包括在驯化时添加醇类或酸类物质。
17.在本发明的一些实施例中,所述厌氧发酵液相产物中的乳酸与乙醇的摩尔浓度比为(3~30):1,总碳浓度为400~10000mm c/l,优选为400~6000mm c/l。
18.在本发明的一些实施例中,所述厌氧发酵气相产物中的二氧化碳体积占比为30%~60%,通量为1~2l/(d
·
l)。
19.在本发明的一些实施例中,所述中链脂肪酸为含有6~10个碳原子数的有机羧酸。
20.在本发明的一些实施例中,所述产物提纯装置为膜分离装置;膜分离方法包括膜渗透萃取、纳滤膜萃取、离子交换膜萃取等膜分离方法。
21.本发明所具有的优点和有益效果为:
22.1、本发明实施例有机废弃物发酵气液产物同步循环利用方法基于厌氧发酵产物进行碳链延长高值转化工艺,建立耦合气液残余物循环回流路径,以促进发酵产物高值转化,该方法碳链延长工艺体系内气液残余物可实现统一转化与处理,促进目标产物转化,提高经济效益;且无需额外处理单元,简便处理流程,削减碳排程度。与现有方法相比,本发明实施例方法拓展了碳链延长工艺在多元有机废弃物的应用范围,实现了发酵产气的同步循环利用,以工艺反应器体系内自产气液产物推动整体高值转化效率与效益,在有机废弃物资源化利用领域具备广泛推广潜力,可助力减污降碳。
23.2、针对碳链延长技术中效能调控需额外输入的问题,本发明实施例耦合碳链延长的新型厌氧发酵工艺循环利用厌氧发酵反应器气液产物及气液回流中电子供体和还原性气体,实现了中链脂肪酸产物的高效稳定合成,避免了额外的成本和资源的输入。
24.3、本发明实施例方法中分别设置厌氧发酵反应器、碳链延长反应器和产物提纯装置,保证了厌氧发酵气液产物的定向输出、厌氧发酵液相产物的高效延长和中链脂肪酸产物的提纯分离等功能的实现;其中,气液回流的设置提高了反应系统稳定性、有机转化效率,且降低反应系统输出的环境污染与能源流失。
附图说明
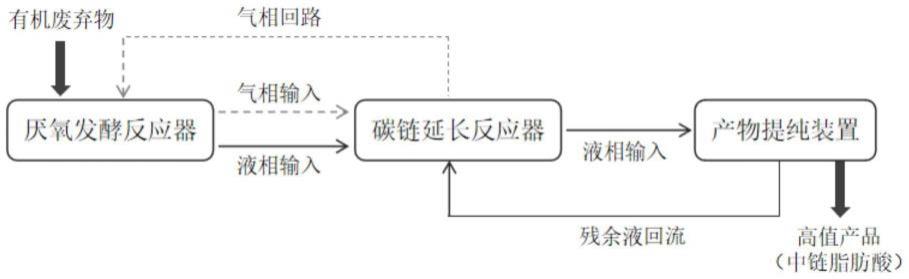
25.图1为本发明实施例有机废弃物发酵气液产物同步循环利用方法的工艺流程图。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例的技术方案进行清楚、完整的描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
27.除非另作定义,本发明所使用的技术术语或者科学术语应当为本发明所属领域内有一般技能的人士所理解的通常意义。
28.如图1所示,本发明实施例提出一种有机废弃物发酵气液产物同步循环利用方法,包括以下步骤:
29.(1)将有机废弃物加入厌氧发酵反应器中,并投加厌氧污泥作为启动菌剂,进行有机废弃物的厌氧发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
30.(2)将厌氧污泥投加至碳链延长反应器中进行驯化,驯化出碳链延长代谢的优势菌群;然后将厌氧发酵液相产物和厌氧发酵气相产物通入碳链延长反应器中,促进中链脂肪酸转化;
31.(3)将步骤(2)得到的气相产物回通入厌氧发酵反应器中,回流比控制为50%~100%;将步骤(2)得到的液相混合物通入产物提纯装置中进行提纯分离,获得中链脂肪酸产品以及残余液;残余液回流至碳链延长反应器中,进行重复循环处理,回流比控制为5%~50%。
32.本发明实施例有机废弃物发酵气液产物同步循环利用方法针对传统厌氧发酵工艺气液产物利用受限、价值低的问题,耦合碳链延长的新型厌氧发酵工艺同步转化厌氧发酵气液产物,实现了厌氧发酵气液相产物的同步循环利用,其中,气液回流可以提高反应系统稳定性以及有机转化效率,进而提升有机废弃物的清洁处理效能,使得生物基中链脂肪酸高值输出,利用本发明实施例方法可以无害化处理有机废弃物,缓解其污染环境的现状,循环利用其蕴含的能量资源,实现经济、社会和生态效益。
33.在本发明的一些实施例中,有机废弃物为果蔬垃圾、餐厨垃圾、垃圾渗滤液、城市生活污水污泥、酒糟废水等固体、固液混合或液体有机废料中的至少一种。
34.在本发明的一些实施例中,厌氧污泥为污水处理产生的厌氧污泥、垃圾厌氧消化产生的沼渣、水体底泥、酿造残渣等具有厌氧处理能力的微生物接种物中的至少一种。
35.在本发明的一些实施例中,厌氧发酵的反应条件为:菌剂接种量为10~40g vs/l,反应温度为20~50℃,ph为3.0~6.0,水力停留时间为6~10天;其中,厌氧污泥经发酵后演变为富含产乙醇菌(如酵母菌saccharomyces等)、产乳酸菌(如乳酸杆菌lactobacillus等)及其他产酸细菌。
36.在本发明的一些实施例中,驯化的反应条件为:菌剂接种量为10~40g vs/l,驯化温度为20~50℃,ph为5.5~7.0,水力停留时间为5~20天。
37.在本发明的一些实施例中,上述方法还包括在驯化时添加醇类(例如:甲醇、乙醇等)或酸类物质(例如:乙酸、乳酸等),使得厌氧污泥经驯化后富含以乙醇、乳酸为底物合成中链脂肪酸的碳链延长微生物,包括克氏梭菌(clostridium)和巨球菌(megasphaera)。
38.在本发明的一些实施例中,调节ph值时采用的试剂为饱和氢氧化钾溶液、饱和氢氧化钠溶液或饱和氯化氢溶液中的至少一种。
39.在本发明的一些实施例中,厌氧发酵液相产物的组分富含乙醇、乳酸、乙酸及丁酸等短链发酵产物;厌氧发酵气相产物的组分主要包括氢气、氮气、甲烷和二氧化碳等代谢气体。
40.在本发明的一些实施例中,厌氧发酵液相产物中的乳酸与乙醇的摩尔浓度比为(3~30):1,总碳浓度为400~10000mm c/l,优选为400~6000mm c/l。
41.在本发明的一些实施例中,厌氧发酵气相产物中的二氧化碳体积占比为30%~60%,通量为1~2l/(d
·
l)。
42.在本发明的一些实施例中,中链脂肪酸为含有6~10个碳原子数的有机羧酸,例如己酸、庚酸或辛酸等。
43.在本发明的一些实施例中,产物提纯装置为膜分离装置;膜分离方法包括膜渗透萃取、纳滤膜萃取、离子交换膜萃取等膜分离方法。
44.以下为本发明非限制性实施例及对比例,需要说明的是:所述对比例的方案并非现有技术,仅是为了与实施例的方案进行对比而设置,不作为对本发明的限制;实施例和对比例中未注明具体条件的实验方法为所属领域熟知的常规方法和常规条件。
45.实施例1
46.一种有机废弃物发酵气液产物同步循环利用方法,包括以下步骤:
47.处理对象为某市场产生的果蔬垃圾,cod
cr
约为23000~28000mg/l。
48.(1)将果蔬垃圾加入厌氧发酵反应器中,并引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为14g vs/l;控制反应温度为35℃、ph=4.0、水力停留时间为8天,实现果蔬垃圾的定向发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
49.(2)向碳链生物延长反应器中引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为14g vs/l,控制驯化温度为35
±
1℃,ph=5.5,水力停留时间为15天,驯化出进行碳链延长代谢的优势菌群;然后将步骤(1)中所得的厌氧发酵液相产物(其中,乙醇2.3mol%、乳酸16mol%、乙酸10mol%)通入碳链延长反应器中,提供电子供体及碳骨架;并同步通入厌氧发酵气相产物(其中,氢气1.7%、甲烷22.5%、二氧化碳30%,氮气平衡,以体积百分含量计),促进中链脂肪酸高效稳定转化;
50.(3)将步骤(2)得到的气相产物回通入厌氧发酵反应器中;将步骤(2)得到的液相混合物通入产物提纯装置中,利用液液渗透萃取分离提纯,获得正己酸以及残余液;残余液
回流至碳链延长反应器中,进行重复循环处理。
51.在100天的运行时间里,正己酸的最大产率为3.32g/l/d,cod去除率大于80%。
52.实施例2
53.一种有机废弃物发酵气液产物同步循环利用方法,包括以下步骤:
54.处理对象为某城市污水处理厂的污泥,cod
cr
约为26000~30000mg/l。
55.(1)将污泥加入厌氧发酵反应器中,并引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为20g vs/l;控制反应温度为35℃、ph=3.0、水力停留时间为8天,实现污泥的定向发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
56.(2)向碳链生物延长反应器中引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为20g vs/l,并投加了5mg/l乙醇、20mg/l乳酸和10mg/l乙酸,控制驯化温度为30
±
1℃,ph=5.5,水力停留时间为15天,驯化出进行碳链延长代谢的优势菌群;然后将步骤(1)中所得的厌氧发酵液相产物(其中,乙醇5mol%、乳酸15mol%、乙酸10mol%),通入碳链延长反应器中,提供电子供体及碳骨架;并同步通入厌氧发酵气相产物(其中,氢气2%、二氧化碳48%,氮气平衡,以体积百分含量计),促进中链脂肪酸高效稳定转化,获得液相混合物;
57.(3)将步骤(2)得到的气相产物回通入厌氧发酵反应器中;将步骤(2)得到的液相混合物通入产物提纯装置中,利用液液渗透萃取分离提纯,获得正己酸以及残余液;残余液回流至碳链延长反应器中,进行重复循环处理。
58.在100天的运行时间里,正己酸的最大产率为1.58g/l/d,cod去除率大于80%。
59.实施例3
60.一种有机废弃物发酵气液产物同步循环利用方法,包括以下步骤:
61.处理对象为某城市污水处理厂的污泥,cod
cr
约为30000~40000mg/l。
62.(1)将污泥加入厌氧发酵反应器中,并引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为15g vs/l;控制反应温度为30
±
0.1℃、ph=4.0、水力停留时间为7天,实现污泥的定向发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
63.(2)向碳链生物延长反应器中引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为15g vs/l,控制驯化温度为30
±
1℃,ph=7,水力停留时间为8天,驯化出进行碳链延长代谢的优势菌群,然后将厌氧发酵液相产物(其中,乙醇2mol%、乳酸10mol%、乙酸20mol%)通入碳链延长反应器中,提供电子供体及碳骨架;并同步通入厌氧发酵气相产物(其中,氢气1.5%、甲烷19%、二氧化碳40%,氮气平衡,以体积百分含量计),促进中链脂肪酸高效稳定转化,获得液相混合物;
64.(3)将步骤(2)得到的气相产物回通入厌氧发酵反应器中;将步骤(2)得到的液相混合物通入产物提纯装置中,利用液液渗透萃取分离提纯,获得正己酸以及残余液;残余液回流至碳链延长反应器中,进行重复循环处理。
65.在20天的运行时间里,正己酸的最大产率为1.89g/l/d,cod去除率大于80%。
66.对比例1
67.一种有机废弃物资源化处理方法,包括以下步骤:
68.处理对象为某城市污水处理厂的污泥,cod
cr
约为30000~40000mg/l。
69.(1)将污泥加入厌氧发酵反应器中,并引入生活污水处理产生的厌氧污泥作为启
动菌剂,接种量为15g vs/l;控制反应温度为30
±
0.1℃、ph=4.0、水力停留时间为7天,实现污泥的定向发酵,获得厌氧发酵液相产物和厌氧发酵气相产物;
70.(2)向碳链生物延长反应器中引入生活污水处理产生的厌氧污泥作为启动菌剂,接种量为15g vs/l,控制驯化温度为30
±
1℃,ph=7,水力停留时间为8天,驯化出进行碳链延长代谢的优势菌群,然后仅将厌氧发酵液相产物(其中,乙醇2mol%、乳酸10mol%、乙酸20mol%)通入碳链延长反应器中,提供电子供体及碳骨架,经碳链延长反应后得到液相混合物;
71.(3)将液相混合物通入产物提纯装置中,利用液液渗透萃取分离提纯,获得正己酸以及残余液;残余液回流至碳链延长反应器中,进行重复循环处理。
72.在20天的运行时间里,正己酸的最大产率为1.51g/l/d,cod去除率为74%。
73.通过实施例3和对比例1可知,相比对比例1步骤(3)中,在碳链延长反应器中仅通入厌氧发酵液相产物,本发明实施例3的方法中同时向碳链延长反应器中通入厌氧发酵液相产物和厌氧发酵气相产物,可以促进高值中链脂肪酸高效稳定转化,使得正己酸的最大产率由1.51g/l/d提升至1.89g/l/d,产率提高了20%;且采用本发明实施例方法处理有机废弃物,其cod去除率更高。
74.本发明实施例方法中,在碳链延长反应器中,丰富的液体进料成分保障了碳链延长的程度,合适的气体组分通入可以促进目标产物的生成,同步实现厌氧发酵气液产物的转化与利用,维稳促进中链脂肪酸目标产物的合成,该方法实现了厌氧发酵液相产物和厌氧发酵气相产物的同步循环利用,以工艺反应器体系内自产气液产物推动整体高值转化效率与效益,方法简单高效,在有机废弃物资源化利用领域具备广泛推广潜力。
75.在本发明中,术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
76.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。