技术特征:
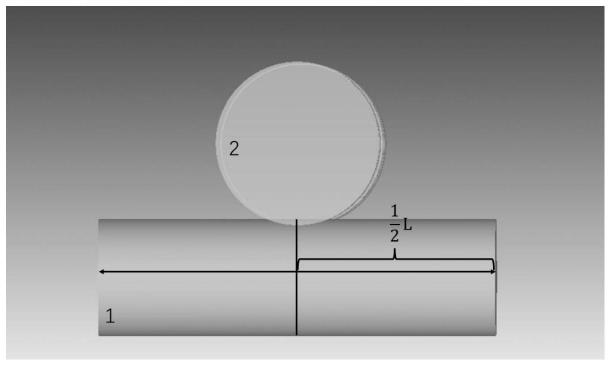
1.一种钛及钛合金扁坯加工方法,其特征在于,包括以下步骤:s1、将熔炼凝固冷却后的圆铸锭进行脱模,对其表面进行打磨处理,祛除表面氧化物后得到待加热坯料;s2、对打磨后的待加热坯料的两端进行倒角,倒角半径为50-90mm,随后移送至加热炉进行加热,加热至相应轧制温度后进行保温处理,得到待轧坯料;s3、将步骤s2得到的待轧坯料放入两辊式轧机中沿着铸锭高度方向进行轧制,往复进行多道次轧制得到棒线材连轧坯;s4、往复轧制过程中,进行翻坯调整和压直工序,保证工件的平直度;轧制过程中弯曲度≤10mm/m、截面长度尺寸差≤5mm、截面对角线偏差≤10mm,方可继续喂料轧制;s5、扁坯轧制规程:(s5.1)铸锭出炉后运送至轧机待轧,出炉至开轧的时间小于3min;(s5.2)上轧辊抬起,下轧辊保持静止,将铸锭高度1/2l位置运送至与上下轧辊同轴平面相垂直;(s5.3)将上轧辊缓慢下压,与坯料接触后,以1-10mm/sec的速率进行下压,下压量为铸锭断面直径的5-20%;(s5.4)通电启动轧辊,轧辊速率由0缓慢增加,轧辊转动方向先逆时针转动,左1/2铸锭轧制结束后,将坯料按原路径返回,此时,轧辊转动方向改为顺时针转动,完成右1/2铸锭的轧制;(s5.5)完成一道次轧制后,继续进行下一道次轧制,累计轧制3-8道次,每道次变形量5-18%,单方向变形量为30-50%后,进行90
°
翻钢;(s5.6)首次翻钢后,坯料横断面为一椭圆,椭圆长轴方向为待压下方向,此时宽度方向下压量为椭圆长轴的50%,继续进行先沿着坯料中间区域下压然后两次反方向的轧制;(s5.7)宽度方向累计轧制3-8道次,每道次变形量小于10%,单方向累计变形量小于30%,进行90
°
翻钢;所轧扁坯厚度方向总变形量大于70%,宽度方向总变形量小于30%;(s5.8)随后进行多道次往复轧制开坯,单方向累计变形量为30-50%,进行90
°
翻钢,直至轧制目标尺寸;轧制厚度方向单道次应变控制在5-18%范围内,宽度方向单道次变形量小于10%。2.根据权利要求1所述的一种钛及钛合金扁坯加工方法,其特征在于:步骤(s5.3)中,坯料中间位置下压量由原始铸锭直径所决定,铸锭直径越大下压量越靠近所规定的铸锭原始直径的20%,铸锭直径越小下压量越靠近所规定的铸锭原始直径的5%,宽度方向最大下压量为厚度方向的50%。3.根据权利要求1所述的一种钛及钛合金扁坯加工方法,其特征在于:步骤s2中,钛及钛合金圆铸锭的加热温度控制在至800-1200℃,升至最高温度采用三段式加热方式,加热炉进料温度小于700℃,随后进行5-20℃/min升温,达到开轧温度后保温120min-240min;装炉温度小于700℃,第一段保温温度700-750℃,升温速率≤8℃/min,保温时间40-100min;第二段保温温度800-1000℃,升温速率≤5℃/min,保温时间120-240min;第三段保温温度1000-1200℃,升温速率≤5℃/min,保温时间120-240min。
4.根据权利要求1所述的一种钛及钛合金扁坯加工方法,其特征在于:步骤s5中,轧辊的转速控制在20-40rpm。
技术总结
本发明涉及一种钛及钛合金扁坯加工方法,以圆柱形铸锭高的1/2区域为轧制起始位置,利用上辊直接进行下压后进行两个方向往复轧制,下压变形量为铸锭直径的5-20%,轧制过程中先轧制厚度方向,后轧制宽度方向,宽度方向沿1/2L处下压量最大值为厚度方向的50%,开轧温度为800℃-1200℃。钛合金应变速率敏感性高,压下速率严格控制在1~10mm/sec范围内,轧辊转速控制在20-40rpm,轧辊辊径大于400mm,扁坯厚度方向累计轧制变形30%-50%时进行90
技术研发人员:曾泽瑶 罗许 代广霖 方强
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:2022.10.11
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。