1.本发明涉及一种适于在传送器系统中搬运一批产品的产品搬运系统。
背景技术:
2.传送设备(诸如用于在工厂中的不同站之间移动物体的传送设备)通常包括带或链条形式的传送轨道。传送器带可以用于在单一方向上传送物品的直传送器系统或者当产品转向时从一个直带到另一个直带。在产品通过弯道和曲线的传送器系统中,循环链条传送器是有利的。传送轨道能够凹入具有竖直侧表面的沟槽中。可替代地,它们能够位于沟槽的水平上部表面上,或者以一些其他方式布置。要传送物体可直接地或经由承载装置(其也称为托盘)相对于传送轨道滑动布置。托盘可以设置有适于以固定方式保持产品的特定保持架,使得其不会掉落。
3.托盘沿着传送器系统传送,该传送器系统至少包括装载站和卸载站,并且该传送器系统还可以包括不同的工作站。在工作站处,托盘能够停止,使得可以对运输的产品执行操作。在一些情况下,产品可以通过特定工作站而不对物体执行操作。当托盘停止时,其将在继续移动的传送器链条上滑动并且到在传送器链条上传送其他托盘。这种传送器系统非常适合于以相对慢的速度运输单种产品,其中,托盘不必非常频繁地停止。
4.wo9742109a1示出了用于承载多个产品的承载设备,其中,承载设备能够利用驱动传送器带的步进马达逐步在多个位置之间移动。承载设备设置有磁性材料,使得磁体能够将承载设备朝向传送器带拉动,从而增加传送器带与承载设备之间的摩擦力,使得承载设备将不会在传送带上滑脱。
5.在需要更高速度以及必须设置有若干止动件的其他传送器系统中,经常使用具有固定产品保持架的直传送器带,经常称为跑道式系统(racetrack system)。跑道式系统包括两个传送器带,其中,每个带设置有适于要传送产品的数量和尺寸的多个固定产品保持架。在装载站处,跑道将收集可以单独到达单个传送器上的产品,其中,每个产品装载在产品保持架中。当产品装载在产品保持架中时,带前进到下一产品保持架,使得能够装载新产品。当所有产品保持架都被装载时,带前进到同时卸载一批产品的卸载站,例如到具有几行和几列的保持产品的纸盒。
6.同时,另一带的空的产品保持架定位在装载站处,在装载站处,空的产品保持架装载有新产品。每个带利用伺服马达驱动,该伺服马达允许快速移动和在高速下停止位置精确。当对单种产品分批成组时(其中,一个批次可以包装在单个包装中或者当若干批次包装到一个包装中时),这种系统是非常适合的。
7.这种跑道式系统很好地适于大型生产运行,其中,系统不能适于不同的产品。由于产品保持架固定在传送器带上,因此本解决方案不灵活,并且产品保持架仅能够通过极大的努力而改变。这种系统也仅适于一种类型的产品。此外,不可能在装载站与卸载站之间布置缓冲器。因此,存在改进传送器系统的空间。
技术实现要素:
8.因此,本发明的目的是提供一种改进的传送器系统。
9.在权利要求1的特征部分中描述了根据本发明的问题的解决方案。其他权利要求包含传送器系统的有利实施方式和进一步发展。
10.在一种传送器系统中,包括至少一个循环链条传送器和至少一个托盘,其中,传送器系统包括第一装载站和卸载站,其中,第一装载站设置有具有递送位置的第一进给传送器,其中,第一装载站包括具有线性马达的磁性传送器,并且其中,托盘包含磁性材料,使得托盘在第一装载站处能够由磁性传送器驱动,本发明的目的在于实现托盘包括具有至少两个保持位置的产品保持架,其中,每个保持位置适于保持产品,并且磁性传送器适于使托盘在多个位置处停止,在这些位置中,产品保持架的每个保持位置与第一进给传送器的递送位置对齐。
11.通过根据本发明的传送器系统的第一实施方式,提供了一种传送器系统,该传送器系统允许托盘以快速且精确的方式在装载站处的递送位置处的若干位置处停止。利用这种传送器系统,托盘能够装载有来自单个连续产品流的一批产品。然后能够通过规则的传送器链条(例如通过弯道或转弯部)将产品传送到卸载站,并且还可以通过缓冲器传送。如果同一托盘上要装载两种或多种不同的产品,则托盘还能够传送到其他装载站。
12.本发明的传送器系统在装载站处设置有线性磁性传送器,并且托盘设置有磁性装置,使得托盘能够由磁性传送器驱动。这样,可以以快速且非常精确的方式控制托盘的移动,使得托盘在递送位置处能够定位精确限定的位置中。每个位置之间的移动还能够以快速方式执行,类似于跑道式系统。由此,当达到速度和精度时,装载站能够替换跑道式系统。
13.另一优点在于传送器系统允许第二装载站能够装载不同的产品。例如,如果在同一包装中包括两种不同的产品(例如洗发水和护发素),则这可以是这种情况。在第一装载站处装载第一产品,并且在第二装载站处装载第二产品。如果需要,更多的装载站可以用于其他产品。当所有产品装载在托盘上时,托盘传送到卸载站,在卸载站同时卸载该批产品,例如,通过推动器或机器人。由于托盘在装载站与卸载站之间通过规则的传送器链条传送,因此装载站和卸载站必须不能彼此平行地布置,这允许当设计产品流时的极大灵活性。此外,例如,如果需要,托盘可以转向到缓冲器,例如,如果由于包装材料的替换而在卸载站处停止。
14.托盘设置有适于平行地保持多个产品的产品保持架。当搬运新产品后,可以利用另一产品保持架替换产品保持架,例如,通过使用快速释放件,或者可以利用具有不同产品保持架的另一托盘替换托盘。还可以同时使用具有不同产品保持架的托盘,并且为传送器系统提供两个不同的卸载站,每个卸载站用于一种类型的产品保持架。这样,例如,可以同时包装具有不同批量尺寸的产品。
附图说明
15.以下将参考在附图中示出的实施方式更详细地描述本发明,在附图中:
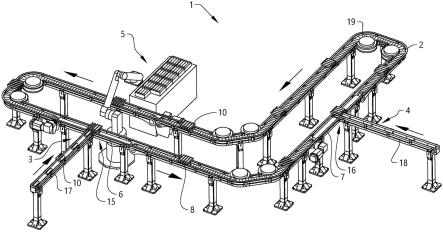
16.图1示出了根据本发明的传送器系统,以及
17.图2示出了用于根据本发明的传送器系统的托盘。
具体实施方式
18.在下文描述的具有进一步发展的本发明的实施方式仅视为实例,并且决不限制由专利权利要求提供的保护范围。诸如纵向、水平、竖直、右、左等的参考是指传送器在正常使用中的方向。
19.图1示出了根据本发明的传送器系统,并且图2示出了在传送器系统中使用的托盘。
20.传送器系统1包括至少一种已知类型的链条传送器2,该链条传送器包括由彼此连接的多个塑料链节组成的循环传送器链条。传送器系统可以包括一个或多个链条传送器,这取决于传送器系统的尺寸和设计。在示出的传送器系统中,使用了两个链条传送器。每个链条传送器包括驱动单元和布置在链条传送器的传送器链条改变方向的每个端部处的惰轮单元。传送器系统能够以灵活的方式设计,并且由此可以包括一个或多个转弯部19。
21.示出的传送器系统还包括两个磁性传送器,第一磁性传送器6和第二磁性传送器7。第一磁性传送器6设置在第一装载站3处,第二磁性传送器7设置在第二装载站4处。磁性传送器将两个链条传送器相互连接。传送器系统还包括卸载站5。在装载站处,产品装载在托盘上,并且产品通过链条传送器转送到卸载站,在卸载站处,产品卸载到某种类型的包装中。
22.第一磁性传送器6布置在第一装载站3处。在第一装载站处,单个产品从某种类型的生产机器一个接一个地到达。它可以是来自牙膏灌装机的牙膏管、来自糖条包裹机的糖条等。所有产品的共同之处在于这些产品以连续流一个接一个地到达第一进给传送器17,并且这些要包装成捆的产品包括至少两个产品。由此,产品10装载在托盘8上的产品保持架9中。产品保持架包括多个保持位置,其中,每个保持位置适于保持产品。产品平行保持并且产品彼此相邻布置。在示出的实例中,产品保持架包括四个保持位置,第一保持位置11、第二保持位置12、第三保持位置13以及第四保持位置14。产品保持架的保持位置的适当数量在两个与十个之间。
23.产品以连续方式在第一进给传送器上传送。由此,非常重要的是,托盘的保持位置能够以快速且精确的方式定位在递送位置处,使得第一进给传送器的连续流必须不能停止。通常,跑道式系统的传送器用于从连续流中拾取产品。装载站优选地包括传感器,该传感器检测产品何时到达递送位置并且装载在产品保持架上。检测器信号用于当产品到达时将托盘定位在递送位置处。虽然流是连续的,但是产品之间的距离可以变化。
24.第一磁性传送器6包括能够在传送器系统的产品流动的方向上驱动托盘的线性马达。线性马达包括多个磁性线圈,这些磁性线圈能够控制托盘在磁性传送器处的移动。托盘8包括磁性材料,使得托盘能够由磁性传送器驱动。磁性材料可以是某种磁性金属或永磁体。磁性传送器能够以非常高的精度和高速驱动和定位托盘。在示出的实例中,第一磁性传送器能够将托盘定位在四个位置处,其中,产品保持架的每个保持位置将与第一装载站3的递送位置15对齐。
25.第一磁性传送器6能够同时控制多个托盘。由此,可以在第一磁性传送器处提供一小列托盘(例如,两个到四个托盘),使得当另一托盘填充有产品时,空的托盘能够快速定位在递送位置处。这样,当新的托盘定位在拾取位置处时,进给传送器的连续流不需要停止或减慢。
26.当托盘到达第一装载站处时,托盘停止在第一保持位置11处于递送位置15处,其中,产品保持架的第一保持位置11与第一进给传送器17的递送位置15对齐。产品装载在第一保持位置11中,并且托盘前进,使得托盘停止在第二保持位置12处于递送位置15处,使得第二保持位置12与第一进给传送器17的递送位置15对齐,并且产品装载在第二保持位置12中。在图2中示出了托盘8,其中,第一保持位置11和第二保持位置12装载有产品10。重复这个过程直到填充产品保持架的所有保持位置,在示出的实例中,直到第三保持位置13和第四保持位置14装载有产品。然后,托盘被转送到链条传送器用于运输到卸载站,在卸载站处,所有产品同时卸载到单捆包装或卸载到保持若干产品捆的更大包装。
27.在示出的实例中,传送器系统还包括布置在第二装载站4处的第二磁性传送器7。第二磁性传送器7与第一磁性传送器6相似或相同,并且包括能够在传送器系统的产品流动的方向上驱动一个或多个托盘的线性马达。线性马达包括多个磁性线圈,这些磁性线圈能够控制托盘在磁性传送器处的移动。
28.第二磁性传送器能够将具有四个保持位置的托盘定位在递送位置16处,其中,产品保持架的保持位置与第二进给传送器18的递送位置16对齐。在第二装载站处,来自第二进给传送器的产品能够装载在产品保持架中。在一个实例中,空的产品保持架以与在第一装载站处的产品装载到产品保持架中相同的方式填充产品。这样,能够在同一传送器系统中搬运两种不同的产品。在另一实例中,产品保持架装载有两种类型的产品,例如,在第一保持位置和第三保持位置中的第一产品以及在第二保持位置和第四保持位置中的第二产品。在这种情况下,第二磁性传送器使托盘停止,其中,第二保持位置12与第二进给传送器18的递送位置16对齐。当填充第二保持位置后,托盘前进,使得第四保持位置14与第二进给传送器18的递送位置16对齐。当填充第四保持位置后,产品保持架被转送到卸载站,在卸载站处,所有产品同时卸载到同一包装中。
29.这样,可以以容易且灵活的方式在同一包装中混合不同产品,这在传统跑道上是不可能的。混合当然可以根据产品保持架的保持位置的数量和产品的类型而改变。例如,可以将新的测试产品提供给顾客。当顾客例如购买三种普通产品时,第四测试产品能够包括在包装中。还可以将不同的产品分组在同一包装中。在不同的装载站装载在产品保持架中的产品可以具有不同的尺寸或形状,只要它们装配在产品保持架的保持位置中。还可以提供具有不同形状和尺寸的产品保持架的保持位置,这些保持位置适于具有不同尺寸或形状的产品。在一个实例中,管和瓶子将包括在同一包装中。于是,第一保持位置适于保持管,并且第二保持位置适于保持瓶子。管在第一装载站装载,并且瓶子在第二装载站装载。
30.传送器系统还可以包括能够暂时储存产品的缓冲器。对于可能在产品的生产时或者在包装产品的卸载站处发生的问题,缓冲器的使用将给出一些容差。当在卸载站处的包装材料必须替换或补充时,保持产品的托盘可以例如进入缓冲器。这在普通的跑道式系统中也是不可能的。例如,可以利用推动器或工业机器人在卸载站处卸载产品。在卸载站处,托盘可以利用常规的机械止动件停止。由于在卸载站处仅需要一个停止位置,因此没有必要使用磁性传送器来定位托盘。
31.本发明不应视为局限于以上描述的实施方式,在所附专利权利要求的范围内许多另外的变体和修改是可能的。传送器系统可以包括任何数量的磁性传送器,并且托盘可以具有任何尺寸或形状。
32.附图标记
33.1:传送器系统
34.2:循环链条传送器
35.3:第一装载站
36.4:第二装载站
37.5:卸载站
38.6:第一装载站的磁性传送器
39.7:第二装载站的磁性传送器
40.8:托盘
41.9:产品保持架
42.10:产品
43.11:第一保持位置
44.12:第二保持位置
45.13:第三保持位置
46.14:第四保持位置
47.15:第一进给传送器的递送位置
48.16:第二进给传送器的递送位置
49.17:第一进给传送器
50.18:第二进给传送器
51.19:转弯部
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
