1.本公开涉及钢材,更详细而言,涉及作为渗碳轴承部件的坯料的钢材。在此,渗碳轴承部件是指实施了渗碳处理的轴承部件。
背景技术:
2.轴承钢材以jis g 4805(2008)规定的suj2为代表。轴承钢材按下述方法制成轴承部件。对钢材实施热锻和/或切削加工,制造所期望的形状的中间品。对中间品实施热处理,调整钢材的硬度和显微组织。热处理为例如淬火回火、渗碳处理或渗碳氮化处理。通过以上工序,制造具有所期望的轴承性能(耐磨性和轴承部件芯部的韧性)的轴承部件。
3.作为轴承性能,在尤其要求提高耐磨性和提高韧性的情况下,作为上述热处理,实施渗碳处理。本说明书中,渗碳处理是指实施渗碳淬火和回火的处理。渗碳处理中,在钢材的表层形成渗碳层,使钢材的表层硬化。本说明书中,如上所述,将实施了渗碳处理的轴承部件称作渗碳轴承部件。
4.日本特开平8-49057号公报(专利文献1)和日本特开2008-280583号公报(专利文献2)中提出了提高轴承部件的耐磨性和韧性等的技术。
5.专利文献1中公开的滚动轴承的滚道套圈和滚动体中的至少一者以含有c:0.1~0.7重量%、cr:0.5~3.0重量%、mn:0.3~1.2重量%、si:0.3~1.5重量%、mo:3重量%以下、且进一步含有v:0.8~2.0重量%的钢为坯料。对使用了该坯料而形成的中间品实施渗碳处理,使轴承表面的碳浓度为0.8~1.5重量%且轴承表面的v/c浓度比为1~2.5。专利文献1中记载了该滚动轴承由于在表面生成v碳化物,因此可提高耐磨性。
6.专利文献2中公开的表面硬化钢具有如下组成:以质量%计为c:0.1~0.4%、si:0.5%以下、mn:1.5%以下、p:0.03%以下、s:0.03%以下、cr:0.3~2.5%、mo:0.1~2.0%、v:0.1~2.0%、al:0.050%以下、o:0.0015%以下、n:0.025%以下、v mo:0.4~3.0%,且余量:fe和不可避免的杂质。该表面硬化钢为经渗碳处理的钢,渗碳处理后的表层c浓度为0.6~1.2%,表面硬度为hrc58以上且小于64,并且表层的v系碳化物中粒径小于100nm的微细的v系碳化物的个数比例为80%以上。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开平8-49057号公报
10.专利文献2:日本特开2008-280583号公报
技术实现要素:
11.发明要解决的问题
12.另一方面,轴承部件中,既存在用于矿山机械用途或建设机械用途的中型或大型轴承部件,也存在用于汽车用途的小型轴承部件。小型轴承部件为例如适用于变速器等驱动部件的轴承部件等。汽车用途的小型轴承部件往往在循环有润滑油的环境下使用。
13.近来,为了提高燃油效率,正在降低润滑油粘度以降低摩擦阻力和传动阻力,或降低循环的润滑油用量。因此,在轴承部件的使用环境中,使用过程中容易因润滑油分解而产生氢。一旦在轴承部件的使用环境中产生了氢,氢就会从外部侵入轴承部件内。侵入的氢会在轴承部件的一部分显微组织中引起组织变化。轴承部件在使用过程中的组织变化会使轴承部件的剥离寿命下降。以下,本说明书中,将产生导致组织变化的氢的环境称作“产氢环境”。
14.在产氢环境下使用的轴承部件要求优异的剥离寿命。此外,在渗碳轴承部件的制造工序中,有时会实施用于使轴承部件成为最终形状的切削加工。在这种情况下,作为渗碳轴承部件坯料的钢材还要求优异的切削性。
15.专利文献1和专利文献2中,对于兼顾作为渗碳轴承部件的产氢环境的剥离寿命和作为钢材的切削性并未进行研究。
16.本公开的目的在于提供一种钢材,该钢材的切削性优异,且在实施渗碳处理制成渗碳轴承部件的情况下,在产氢环境下的剥离寿命优异。
17.用于解决问题的方案
18.本公开的钢材以质量%计含有
19.c:0.25~0.45%、
20.si:0.10~0.50%、
21.mn:0.40~0.70%、
22.p:0.015%以下、
23.s:0.005%以下、
24.cr:0.80~1.50%、
25.mo:0.17~0.30%、
26.v:0.24~0.40%、
27.al:0.005~0.100%、
28.n:0.0300%以下、和
29.o:0.0015%以下,
30.余量为fe和杂质,
31.以前述钢材中的各元素含量在上述范围内为前提满足式(1)~式(4);
32.前述钢材的显微组织如下构成:
33.总面积率为5.0~100.0%的铁素体和珠光体、以及
34.总面积率为0~95.0%且由贝氏体构成或由贝氏体和马氏体构成的硬质相,
35.将含有cao和/或cas、mgo以及al2o3的复合夹杂物定义为cao-cas-mgo-al2o3复合氧化物时,前述钢材中的前述cao-cas-mgo-al2o3复合氧化物的总面积相对于氧化物的总面积的比例为30.0%以上,
36.前述钢材的氧化物中,圆当量直径为20.0μm以上的氧化物的个数密度为15.0个/mm2以下。
37.1.50<0.4cr 0.4mo 4.5v<2.45 (1)
38.2.20<2.7c 0.4si mn 0.45ni 0.8cr mo v<3.50 (2)
39.mo/v≥0.58 (3)
40.(mo v cr)/(mn 20p)≥2.00 (4)
41.在此,式(1)~式(4)中的各元素符号以质量%计代入对应的元素的含量,不含对应的元素时,代入“0”。
42.发明的效果
43.本公开的钢材的切削性优异,且在实施渗碳处理制成渗碳轴承部件的情况下,在产氢环境下的剥离寿命优异。
具体实施方式
44.本发明人等对钢材的切削性、以及对钢材实施渗碳处理而制成渗碳轴承部件的情况下的渗碳轴承部件伴随在产氢环境下的组织变化的剥离寿命进行了调查和研究。
45.首先,本发明人等为了兼顾优异的切削性和制成渗碳轴承部件时在产氢环境下的优异的剥离寿命,对钢材的化学组成进行了研究。结果,认为当钢材以质量%计为c:0.25~0.45%、si:0.10~0.50%、mn:0.40~0.70%、p:0.015%以下、s:0.005%以下、cr:0.80~1.50%、mo:0.17~0.30%、v:0.24~0.40%、al:0.005~0.100%、n:0.0300%以下、o:0.0015%以下、cu:0~0.20%、ni:0~0.20%、b:0~0.0050%、nb:0~0.100%、和ti:0~0.100%,且余量为fe和杂质时,有可能获得优异的切削性,进而,对上述化学组成的钢材实施渗碳处理而制成渗碳轴承部件的情况下,有可能提高伴随在产氢环境下的组织变化的剥离寿命。
46.但是,发现即使是各元素在上述范围内的钢材,上述特性(切削性、制成渗碳轴承部件时在产氢环境下的剥离寿命)也不必然提高。因此,本发明人等进一步进行了研究。其结果,本发明人等发现,以化学组成中的各元素含量在上述范围内为前提满足下式(1)~式(4)时,能够提高切削性和制成渗碳轴承部件时在产氢环境下的剥离寿命。
47.1.50<0.4cr 0.4mo 4.5v<2.45 (1)
48.2.20<2.7c 0.4si mn 0.45ni 0.8cr mo v<3.50 (2)
49.mo/v≥0.58 (3)
50.(mo v cr)/(mn 20p)≥2.00 (4)
51.在此,式(1)~式(4)中的各元素符号代入对应的元素的含量(质量%),不含对应的元素时,代入“0”。
52.[关于式(1)]
[0053]
为了提高渗碳轴承部件在产氢环境下的剥离寿命,使渗碳轴承部件内大量生成圆当量直径为150nm以下的v系析出物是有效的。在此,“v析出物”是包括含v的碳化物(v碳化物)、含v的碳氮化物(v碳氮化物)、含v的复合碳化物(v复合碳化物)和含v的复合碳氮化物(v复合碳氮化物)中的任意1种以上的概念。v复合碳化物是指含有v和mo的碳化物。v复合碳氮化物是指含有v和mo的碳氮化物。本说明书中,将圆当量直径为150nm以下的v析出物也称作“小型v析出物”。
[0054]
小型v析出物可捕获氢。进而,小型v析出物由于是小型的,因此不易成为裂纹的起点。因此,只要使小型v析出物在渗碳轴承部件中充分地分散,在产氢环境下就不易发生组织变化。其结果,能够提高渗碳轴承部件在产氢环境下的剥离寿命。
[0055]
定义f1=0.4cr 0.4mo 4.5v。f1是与小型v析出物的生成量有关的指标,所述小型
v析出物可捕获氢从而提高渗碳轴承部件在产氢环境下的剥离寿命。通过在钢材中不仅含有v,还含有cr和mo,可促进小型v析出物的生成。具体而言,cr会在比生成v析出物的温度域更低的温度域中生成渗碳体等fe系碳化物或cr碳化物。mo会在比生成v析出物的温度域更低的温度域中生成mo碳化物(mo2c)。随着温度上升,fe系碳化物、cr碳化物和mo碳化物固溶,成为v析出物的析出成核位点。
[0056]
当f1为1.50以下时,即使化学组成中的各元素含量在本实施方式的范围内且满足式(2)~式(4),钢材中的cr含量、mo含量和v含量的总含量也不足。当cr含量和mo含量少而导致f1为1.50以下时,v析出物的析出成核位点不足。当v含量少而导致f1为1.50以下时,即使存在v析出物的成核位点,v析出物也不会充分地生成。
[0057]
另一方面,当f1为2.45以上时,即使各元素含量在本实施方式的范围内且满足式(2)~式(4),也会生成圆当量直径大于150nm的粗大的v析出物。本说明书中,将圆当量直径大于150nm的v析出物也称作“粗大v析出物”。粗大v析出物捕获氢的能力低。因此,在产氢环境下使用渗碳轴承部件时,容易引起渗碳轴承部件内的组织变化。因此,由于在产氢环境下的组织变化,渗碳轴承部件在产氢环境下的剥离寿命下降。
[0058]
当f1大于1.50且小于2.45时,以各元素含量在本实施方式的范围内且满足式(2)~式(4)为前提,渗碳轴承部件中充分大量地生成小型v析出物。因此,在产氢环境下使用渗碳轴承部件时,不易发生渗碳轴承部件内的组织变化。其结果,在产氢环境下,渗碳轴承部件的剥离寿命提高。当f1小于2.45时,还可抑制粗大v析出物的生成,且小型v析出物在渗碳轴承部件的表层也大量生成。因此,渗碳轴承部件的耐磨性也提高。
[0059]
[关于式(2)]
[0060]
为了提高渗碳轴承部件在产氢环境下的剥离寿命,进一步提高渗碳轴承部件的芯部的强度是有效的。为了提高渗碳轴承部件的芯部的强度,提高钢材的淬火性是有效的。但是,如果过度提高钢材的淬火性,则钢材的切削性会下降。
[0061]
定义f2=2.7c 0.4si mn 0.45ni 0.8cr mo v。f2中的各元素(c、si、mn、ni、cr、mo和v)是上述化学组成的元素中提高钢材的淬火性的主要元素。因此,f2是渗碳轴承部件的芯部的强度和作为渗碳轴承部件坯料的钢材的切削性的指标。
[0062]
当f2为2.20以下时,即使各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4),钢材的淬火性也不足。因此,渗碳轴承部件的芯部的强度未充分提高。在这种情况下,无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0063]
另一方面,当f2为3.50以上时,即使各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4),钢材的强度也过高。在这种情况下,无法充分获得钢材的切削性。
[0064]
当f2大于2.20且小于3.50时,以各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4)为前提,钢材可获得足够的切削性。进而,渗碳轴承部件的芯部的强度充分提高,渗碳轴承部件在产氢环境下的剥离寿命充分提高。
[0065]
[关于式(3)]
[0066]
如上所述,mo是促进小型v析出物的析出的元素。具体而言,通过使f1满足式(1),可获得生成小型v析出物所需的v含量、cr含量和mo含量的总含量。但是,本发明人等研究的结果发现,为了充分生成小型v析出物,还必须调整mo含量与v含量的比例。具体而言,mo含量相对于v含量的比(=mo/v)过低时,作为小型v析出物的析出成核位点的mo碳化物未充分
析出。在这种情况下,小型v析出物不会充分生成。
[0067]
定义f3=mo/v。当f3小于0.58时,即使各元素含量在本实施方式的范围内且满足式(1)、式(2)和式(4),在渗碳轴承部件内小型v析出物也不会充分生成。其结果,无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0068]
当f3为0.58以上时、即满足式(3)时,以各元素含量在本实施方式的范围内且满足式(1)、式(2)和式(4)为前提,渗碳轴承部件内小型v析出物充分生成。其结果,渗碳轴承部件在产氢环境下的剥离寿命充分提高。
[0069]
[关于式(4)]
[0070]
上述小型v析出物不仅可捕获氢,还可通过析出强化来进行晶粒内强化。另一方面,在渗碳轴承部件中,如果可以强化在产氢环境下的晶界甚至从根本上抑制氢侵入渗碳轴承部件,则通过(a)小型v析出物带来的晶粒内强化、(b)晶界强化和(c)抑制氢侵入这三者的协同效应,可进一步提高在产氢环境下的剥离寿命。
[0071]
关于(a)的晶粒内强化,如上所述,这取决于mo含量、v含量和cr含量的总含量。另一方面,关于(b)的晶界强化,在上述化学组成中,尤其降低容易偏析于晶界的p的含量是有效的。进而,关于(c)的抑制氢侵入,通过本发明人等的调查发现:降低钢材中的mn含量是极其有效的。
[0072]
定义f4=(mo v cr)/(mn 20p)。f4中的分子(=mo v cr)是晶粒内强化的指标(相当于上述(a))。f4中的分母(=mn 20p)是晶界脆化和氢侵入的指标(相当于上述(b)和(c))。f4的分母越大,表示晶界的强度越低,或表示氢越容易侵入渗碳轴承部件。
[0073]
即使晶粒内强化指标(f4的分子)大,如果晶界脆化和氢侵入的指标(f4的分母)大,则也无法获得晶粒内强化机制、晶界强化机制和抑制氢侵入机制的协同效应,无法实现渗碳轴承部件在产氢环境下的剥离寿命的充分提高。具体而言,当f4小于2.00时,无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0074]
f4为2.00以上时,以化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(3)为前提,可获得晶粒内强化机制、晶界强化机制和抑制氢侵入机制的协同效应。其结果,可充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0075]
[关于钢材中的氧化物]
[0076]
即使钢材的化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(4),也会存在渗碳轴承部件在产氢环境下的剥离寿命低的情况。因此,本发明人等进一步进行了调查和研究。其结果,本发明人等发现:以钢材的化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(4)为前提,如果进一步使钢材中的cao-cas-mgo-al2o3复合氧化物的总面积相对于氧化物的总面积的比例(以下称为特定氧化物比例ra)为30.0%以上,则可以兼顾钢材的优异的切削性和渗碳轴承部件在产氢环境下优异的剥离寿命。以下,对这一点进行说明。
[0077]
本说明书中,在钢材的夹杂物当中,将设夹杂物的质量%为100%时氧含量以质量%计为1.0%以上的夹杂物定义为“氧化物”。
[0078]
氧化物为例如al2o3、含有mgo和al2o3的复合氧化物(以下也称作mgo-al2o3复合氧化物)、含有cao和/或cas以及al2o3的复合氧化物(以下也称作cao-cas-al2o3复合氧化物)、含有cao和/或cas、mgo以及al2o3的复合氧化物(cao-cas-mgo-al2o3复合氧化物)等。
[0079]
进而,在上述氧化物中,将含有cao和/或cas、mgo以及al2o3的复合氧化物定义为“cao-cas-mgo-al2o3复合氧化物”。
[0080]
氧化物在渗碳轴承部件于产氢环境下使用的过程中容易成为裂纹的起点。因此,迄今认为氧化物会使渗碳轴承部件在产氢环境下的剥离寿命下降。
[0081]
但是,如上所述,钢材中可能存在各种种类的氧化物。本发明人等认为,根据氧化物的种类,或许可以抑制渗碳轴承部件在产氢环境下的剥离寿命的下降。因此,本发明人等对氧化物的种类与渗碳轴承部件在产氢环境下的剥离寿命之间的关系进行了调查。其结果,得到了以下认知。
[0082]
(1)氧化物中,cao-cas-al2o3复合氧化物的粒径比其它氧化物大。因此,氧化物中,cao-cas-al2o3复合氧化物的比例大时,渗碳轴承部件在产氢环境下的剥离寿命会下降。
[0083]
(2)氧化物中al2o3和mgo-al2o3复合氧化物的粒径小。因此,al2o3和mgo-al2o3复合氧化物为单体时,对在产氢环境下的剥离寿命的影响小。但是,al2o3和mgo-al2o3复合氧化物会聚集而形成团簇(多个al2o3的聚集体、多个mgo-al2o3复合氧化物的聚集体)。团簇的尺寸会变得粗大。因此,al2o3或mgo-al2o3复合氧化物多时,渗碳轴承部件在产氢环境下的剥离寿命会下降。
[0084]
(3)另一方面,氧化物中,cao-cas-mgo-al2o3复合氧化物比cao-cas-al2o3复合氧化物的粒径小,且不容易像al2o3和mgo-al2o3复合氧化物那样团簇化。因此,cao-cas-mgo-al2o3复合氧化物对渗碳轴承部件在产氢环境下的剥离寿命的影响小。
[0085]
考虑到以上(1)~(3),本发明人等认为,如果增加钢材的氧化物中cao-cas-mgo-al2o3复合氧化物的比例,则可以抑制钢材中的氧化物的尺寸,能够提高渗碳轴承部件在产氢环境下的剥离寿命。
[0086]
cao-cas-mgo-al2o3复合氧化物由cao-cas-al2o3复合氧化物改性而生成。将cao-cas-mgo-al2o3复合氧化物的总面积相对于氧化物的总面积的比例(%)定义为“特定氧化物比例ra”。特定氧化物比例ra高时,表示cao-cas-mgo-al2o3复合氧化物多,cao-cas-al2o3复合氧化物、al2o3和mgo-al2o3复合氧化物少。因此,本发明人等认为:通过提高特定氧化物比例ra,能够提高渗碳轴承部件在产氢环境下的剥离寿命。
[0087]
因此,本发明人等使用化学组成中的各元素含量在上述范围内且满足式(1)~式(4)的钢材制造了渗碳轴承部件。并且对渗碳轴承部件在产氢环境下的剥离寿命进行了调查。其结果,本发明人等发现:以化学组成中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、且后述的粗大氧化物的个数密度为15.0个/mm2以下为前提,如果特定氧化物比例ra为30.0%以上,则渗碳轴承部件在产氢环境下的剥离寿命会显著提高。
[0088]
[关于钢材中的粗大氧化物的个数密度]
[0089]
本实施方式的钢材还将钢材的氧化物中圆当量直径为20.0μm以上的氧化物的个数密度设为15.0个/mm2以下。本说明书中,将圆当量直径为20.0μm以上的氧化物也称作“粗大氧化物”。
[0090]
如上所述,如果特定氧化物比例ra为30.0%以上,则氧化物中的cao-cas-mgo-al2o3复合氧化物的比例增大。cao-cas-mgo-al2o3复合氧化物的粒径比cao-cas-al2o3复合氧化物小。进而,cao-cas-mgo-al2o3复合氧化物不容易像al2o3和mgo-al2o3复合氧化物那样团簇化。因此,可以将钢材中的氧化物的尺寸抑制得较小。
[0091]
本实施方式的钢材中,以化学组成中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、且特定氧化物比例ra为30.0%以上为前提,还进一步使得圆当量直径为20.0μm以上的氧化物(粗大氧化物)的个数密度为15.0个/mm2以下。在这种情况下,渗碳轴承部件在产氢环境下的剥离寿命显著提高。
[0092]
基于以上认知完成的本实施方式的钢材具有以下特征。
[0093]
[1]一种钢材,其以质量%计含有
[0094]
c:0.25~0.45%、
[0095]
si:0.10~0.50%、
[0096]
mn:0.40~0.70%、
[0097]
p:0.015%以下、
[0098]
s:0.005%以下、
[0099]
cr:0.80~1.50%、
[0100]
mo:0.17~0.30%、
[0101]
v:0.24~0.40%、
[0102]
al:0.005~0.100%、
[0103]
n:0.0300%以下、和
[0104]
o:0.0015%以下,
[0105]
余量为fe和杂质,
[0106]
以前述钢材中的各元素含量在上述范围内为前提满足式(1)~式(4);
[0107]
前述钢材的显微组织如下构成:
[0108]
总面积率为5.0~100.0%的铁素体和珠光体、以及
[0109]
总面积率为0~95.0%且由贝氏体构成或由贝氏体和马氏体构成的硬质相,
[0110]
将含有cao和/或cas、mgo以及al2o3的复合夹杂物定义为cao-cas-mgo-al2o3复合氧化物时,前述钢材中的前述cao-cas-mgo-al2o3复合氧化物的总面积相对于氧化物的总面积的比例为30.0%以上,
[0111]
前述钢材的氧化物中,圆当量直径为20.0μm以上的氧化物的个数密度为15.0个/mm2以下。
[0112]
1.50<0.4cr 0.4mo 4.5v<2.45 (1)
[0113]
2.20<2.7c 0.4si mn 0.45ni 0.8cr mo v<3.50 (2)
[0114]
mo/v≥0.58 (3)
[0115]
(mo v cr)/(mn 20p)≥2.00 (4)
[0116]
在此,式(1)~式(4)中的各元素符号以质量%计代入对应的元素的含量,不含对应的元素时,代入“0”。
[0117]
[2]根据[1]所述的钢材,其进一步含有选自由
[0118]
cu:0.20%以下、
[0119]
ni:0.20%以下、
[0120]
b:0.0050%以下、
[0121]
nb:0.100%以下、和
[0122]
ti:0.100%以下组成的组中的1种以上元素来代替一部分fe。
[0123]
以下,对本实施方式的钢材进行详述。只要没有特别说明,涉及元素的“%”表示质量%。
[0124]
[钢材的化学组成]
[0125]
本实施方式的钢材的化学组成含有以下元素。
[0126]
c:0.25~0.45%
[0127]
碳(c)会提高钢的淬火性。因此,会提高以钢材为坯料而制造的渗碳轴承部件的芯部的强度和芯部的韧性。c还可通过渗碳处理形成细小的碳化物和碳氮化物,提高渗碳轴承部件的耐磨性。c还主要在渗碳处理时形成小型v析出物。在渗碳轴承部件于产氢环境下使用的过程中,小型v析出物会捕获氢。因此,小型v析出物会提高渗碳轴承部件在产氢环境下的剥离寿命。c含量小于0.25%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,c含量大于0.45%时,即使其它元素含量在本实施方式的范围内,在钢材的制造工序中,v析出物也不会完全固溶而会残留。钢材中残留的v析出物会在渗碳轴承部件的制造工序中生长。其结果,会在渗碳轴承部件中形成粗大v析出物。渗碳轴承部件内的粗大v析出物的捕获氢的能力低。因此,渗碳轴承部件在产氢环境下的使用过程中,粗大v析出物会引起组织变化。进而,粗大v析出物还会成为裂纹的起点。其结果,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,c含量为0.25~0.45%。c含量的优选的下限为0.28%,进一步优选为0.30%,进一步优选为0.32%。c含量的优选的上限为0.43%,进一步优选为0.41%,进一步优选为0.40%。
[0128]
si:0.10~0.50%
[0129]
硅(si)会提高钢材的淬火性。si还会提高以钢材为坯料而制造的渗碳轴承部件的渗碳层的回火软化阻力。si还会提高渗碳轴承部件的滚动疲劳强度。si还会固溶在钢材的铁素体中对铁素体进行强化。si含量小于0.10%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,si含量大于0.50%时,即使其它元素含量在本实施方式的范围内,渗碳轴承部件的滚动疲劳强度也饱和。si含量大于0.50%时,钢材的切削性还会显著下降。因此,si含量为0.10~0.50%。si含量的优选的下限为0.12%,进一步优选为0.15%,进一步优选为0.18%。si含量的优选的上限为0.48%,进一步优选为0.45%,进一步优选为0.35%,进一步优选为0.30%。
[0130]
mn:0.40~0.70%
[0131]
锰(mn)会提高钢材的淬火性。由此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高,渗碳轴承部件在产氢环境下的剥离寿命提高。mn含量小于0.40%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,mn含量大于0.70%时,即使其它元素含量在本实施方式的范围内,作为渗碳轴承部件坯料的钢材的硬度也会变高。其结果,钢材的切削性下降。mn含量大于0.70%时,还会使得渗碳轴承部件在产氢环境下的使用过程中,氢容易侵入渗碳轴承部件。其结果,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,mn含量为0.40~0.70%。mn含量的优选的下限为0.42%,进一步优选为0.44%,进一步优选为0.46%。mn含量的优选的上限为0.68%,进一步优选为0.66%,进一步优选为0.64%。
[0132]
p:0.015%以下
[0133]
磷(p)为不可避免地含有的杂质。即,p含量大于0%。p会偏析于晶界使晶界强度下
降。p含量大于0.015%时,即使其它元素含量在本实施方式的范围内,p也会过度偏析于晶界。在这种情况下,晶界强度下降。其结果,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,p含量为0.015%以下。优选的p含量的上限为0.013%,进一步优选为0.010%。p含量优选尽可能低。但是,p含量的过度降低会提高生产成本。因此,在考虑通常的工业生产的情况下,p含量的优选的下限为0.001%,进一步优选为0.002%。
[0134]
s:0.005%以下
[0135]
硫(s)为不可避免地含有的杂质。即,s含量大于0%。s会生成硫化物系夹杂物。渗碳轴承部件在产氢环境下的使用过程中,粗大的硫化物系夹杂物容易成为裂纹的起点。s含量大于0.005%时,即使其它元素含量在本实施方式的范围内,硫化物系夹杂物也会变得粗大。其结果,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,s含量为0.005%以下。s含量的优选的上限为0.004%。s含量优选尽可能低。但是,s含量的过度降低会提高生产成本。因此,在考虑通常的工业生产的情况下,s含量的优选的下限为0.001%,进一步优选为0.002%。
[0136]
cr:0.80~1.50%
[0137]
铬(cr)会提高钢材的淬火性。由此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高。cr还可通过与v和mo复合含有来促进渗碳处理时小型v析出物的生成。其结果,渗碳轴承部件的耐磨性提高。进而,渗碳轴承部件在产氢环境下的剥离寿命提高。cr含量小于0.80%时,无法充分获得上述效果。另一方面,cr含量大于1.50%时,即使其它元素含量在本实施方式的范围内,渗碳处理时的渗碳性也会下降。在这种情况下,无法充分获得以钢材为坯料而制造的渗碳轴承部件的耐磨性。因此,cr含量为0.80~1.50%。cr含量的优选的下限为0.85%,进一步优选为0.88%,进一步优选为0.90%。cr含量的优选的上限为1.45%,进一步优选为1.40%,进一步优选为1.35%。
[0138]
mo:0.17~0.30%
[0139]
钼(mo)与cr同样地会提高钢材的淬火性。由此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高。mo还可通过与v和cr复合含有来促进渗碳处理时小型v析出物的生成。其结果,渗碳轴承部件的耐磨性提高。此外,渗碳轴承部件在产氢环境下的剥离寿命提高。mo含量小于0.17%时,无法充分获得上述效果。另一方面,mo含量大于0.30%时,即使其它元素含量在本实施方式的范围内,钢材的强度也会变得过高。在这种情况下,钢材的切削性下降。因此,mo含量为0.17~0.30%。mo含量的优选的下限为0.18%,进一步优选为0.19%,进一步优选为0.20%。mo含量的优选的上限为0.29%,进一步优选为0.28%,进一步优选为0.27%。
[0140]
v:0.24~0.40%
[0141]
钒(v)会在以钢材为坯料而制造的渗碳轴承部件内形成小型v析出物。渗碳轴承部件在产氢环境下的使用过程中,小型v析出物会捕获侵入渗碳轴承部件的氢。渗碳轴承部件中的小型v析出物的圆当量直径低至150nm以下。因此,小型v析出物即使捕获了氢,也不易成为组织变化的起点。因此,能够提高渗碳轴承部件在产氢环境下的剥离寿命。渗碳轴承部件内形成的小型v析出物还会提高渗碳轴承部件的耐磨性。v含量小于0.24%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,v含量大于0.40%时,即使其它元素含量在本实施方式的范围内,也会存在于渗碳轴承部件内生成粗大v析出
物的情况。在这种情况下,渗碳轴承部件的芯部的韧性下降。进而,渗碳轴承部件内的粗大v析出物的捕获氢的能力低。因此,其在渗碳轴承部件于产氢环境下的使用过程中容易引起组织变化。进而,粗大v析出物还会成为裂纹的起点。因此,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,v含量为0.24~0.40%。v含量的优选的下限为0.25%,进一步优选为0.26%,进一步优选为0.27%。v含量的优选的上限为0.39%,进一步优选为0.38%,进一步优选为0.36%。
[0142]
al:0.005~0.100%
[0143]
铝(al)会在制钢工序中使钢脱氧。al还会与钢材中的n结合而形成aln,从而抑制由固溶n导致的钢材的热加工性的下降。al含量小于0.005%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,al含量大于0.100%时,即使其它元素含量在本实施方式的范围内,也会生成团簇化的粗大的氧化物。团簇化的粗大的氧化物会成为产氢环境下的裂纹的起点。因此,渗碳轴承部件在产氢环境下的剥离寿命下降。因此,al含量为0.005~0.100%。al含量的优选的下限为0.008%,进一步优选为0.010%。al含量的优选的上限为0.080%,进一步优选为0.070%,进一步优选为0.060%。本说明书中提到的al含量的含义为总al(total al)的含量。
[0144]
n:0.0300%以下
[0145]
氮(n)为不可避免含有的杂质。即,n含量大于0%。n会固溶在钢材中,使钢材的热加工性下降。n含量大于0.0300%时,即使其它元素含量在本实施方式的范围内,钢材的热加工性也会显著下降。因此,n含量为0.0300%以下。n含量的优选的上限为0.0250%,进一步优选为0.0200%。n含量优选尽可能低。但是,n含量的过度降低会提高生产成本。因此,考虑通常的工业生产的情况下,n含量的优选的下限为0.0001%,进一步优选为0.0002%。
[0146]
o(氧):0.0015%以下
[0147]
氧(o)为不可避免地含有的杂质。即,o含量大于0%。o会与钢中的其它元素结合生成粗大的氧化物(也包括由团簇化引起的粗大化)。粗大的氧化物会成为产氢环境下裂纹的起点。因此,渗碳轴承部件在产氢环境下的剥离寿命下降。o含量大于0.0015%时,即使其它元素含量在本实施方式的范围内,渗碳轴承部件在产氢环境下的剥离寿命也会显著下降。因此,o含量为0.0015%以下。o含量的优选的上限为0.0013%,进一步优选为0.0012%。o含量优选尽可能低。但是,o含量的过度降低会提高生产成本。因此,考虑通常的工业生产的情况下,o含量的优选的下限为0.0001%,进一步优选为0.0002%。
[0148]
本实施方式的作为渗碳轴承部件坯料的钢材的化学组成的余量为fe和杂质。在此,杂质是指:工业上制造钢材时,从作为原料的矿石、废料或从制造环境等混入的物质,是在对本实施方式的钢材没有不良影响的范围内允许存在的物质。
[0149]
[关于任选元素(optional elements)]
[0150]
本实施方式的钢材的化学组成还可以进一步含有选自由
[0151]
cu:0.20%以下、
[0152]
ni:0.20%以下、
[0153]
b:0.0050%以下、
[0154]
nb:0.100%以下、和
[0155]
ti:0.100%以下组成的组中的1种以上元素来代替一部分fe。这些元素是任选元
素,均可提高渗碳轴承部件的强度。
[0156]
cu:0.20%以下
[0157]
铜(cu)是任选元素,可以不含。即,cu含量可以是0%。含有的情况下,cu会提高钢材的淬火性。因此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高。cu只要少量含有,就可以在一定程度上获得上述效果。但是,cu含量大于0.20%时,即使其它元素含量在本实施方式的范围内,钢材的强度也会过度提高。在这种情况下,钢材的切削性下降。因此,cu含量为0~0.20%,含有的情况下为0.20%以下。即,含有的情况下,cu含量大于0且为0.20%以下。cu含量的优选的下限为0.01%,进一步优选为0.02%,进一步优选为0.03%,进一步优选为0.05%。cu含量的优选的上限为0.18%,进一步优选为0.16%。
[0158]
ni:0.20%以下
[0159]
镍(ni)是任选元素,可以不含。即,ni含量可以是0%。含有的情况下,ni会提高钢材的淬火性。因此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高。ni只要少量含有,就可以在一定程度上获得上述效果。但是,ni含量大于0.20%时,即使其它元素含量在本实施方式的范围内,钢材的强度也会过度提高。在这种情况下,钢材的切削性下降。因此,ni含量为0~0.20%,含有的情况下为0.20%以下。即,含有的情况下,ni含量大于0且为0.20%以下。ni含量的优选的下限为0.01%,进一步优选为0.02%,进一步优选为0.03%,进一步优选为0.05%。ni含量的优选的上限为0.18%,进一步优选为0.16%。
[0160]
b:0.0050%以下
[0161]
硼(b)是任选元素,可以不含。即,b含量可以是0%。含有的情况下,b会提高钢材的淬火性。因此,以钢材为坯料而制造的渗碳轴承部件的芯部的强度提高。b还可抑制p偏析于晶界。b只要少量含有,就可以在一定程度上获得上述效果。但是,b含量大于0.0050%时,即使其它元素含量在本实施方式的范围内,也会生成b氮化物(bn)。在这种情况下,渗碳轴承部件的芯部的韧性下降。因此,b含量为0~0.0050%,含有的情况下为0.0050%以下。即,含有的情况下,b含量大于0且为0.0050%以下。b含量的优选的下限为0.0001%,进一步优选为0.0003%,进一步优选为0.0005%,进一步优选为0.0010%。b含量的优选的上限为0.0030%,进一步优选为0.0025%。
[0162]
nb:0.100%以下
[0163]
铌(nb)是任选元素,可以不含。即,nb含量可以是0%。含有的情况下,nb会与钢中的c和n结合,生成碳化物、氮化物和碳氮化物等nb析出物。nb析出物可通过析出强化,提高渗碳轴承部件的强度。nb只要少量含有,就可以在一定程度上获得上述效果。但是,nb含量大于0.100%时,即使其它元素含量在本实施方式的范围内,渗碳轴承部件的芯部的韧性也会下降。因此,nb含量为0~0.100%,含有的情况下为0.100%以下。即,含有的情况下,nb含量大于0且为0.100%以下。nb含量的优选的下限为0.005%,进一步优选为0.010%。nb含量的优选的上限为0.080%,进一步优选为0.070%。
[0164]
ti:0.100%以下
[0165]
钛(ti)是任选元素,可以不含。即,ti含量可以是0%。含有的情况下,ti与nb同样地会生成碳化物、氮化物和碳氮化物等ti析出物。ti析出物通过析出强化提高渗碳轴承部件的强度。ti只要少量含有,就可以在一定程度上获得上述效果。但是,ti含量大于0.100%时,即使其它元素含量在本实施方式的范围内,渗碳轴承部件的芯部的韧性也会下降。因
此,ti含量为0~0.100%,含有的情况下为0.100%以下。即,含有的情况下,ti含量大于0且为0.100%以下。ti含量的优选的下限为0.005%,进一步优选为0.010%。ti含量的优选的上限为0.080%,进一步优选为0.070%。
[0166]
[关于式(1)~式(4)]
[0167]
本实施方式的钢材的化学组成以化学组成中的各元素含量在本实施方式的范围内为前提,还满足以下式(1)~式(4)。
[0168]
1.50<0.4cr 0.4mo 4.5v<2.45 (1)
[0169]
2.20<2.7c 0.4si mn 0.45ni 0.8cr mo v<3.50 (2)
[0170]
mo/v≥0.58 (3)
[0171]
(mo v cr)/(mn 20p)≥2.00 (4)
[0172]
在此,式(1)~式(4)中的各元素符号以质量%计代入对应的元素的含量,不含对应的元素时,代入“0”。以下,对式(1)~式(4)进行说明。
[0173]
[关于式(1)]
[0174]
本实施方式的钢材的化学组成满足式(1)。
[0175]
1.50<0.4cr 0.4mo 4.5v<2.45 (1)
[0176]
在此,式(1)中的元素符号以质量%计代入对应的元素的含量。
[0177]
定义f1=0.4cr 0.4mo 4.5v。f1是与小型v析出物的生成量有关的指标。如上所述,本说明书中“小型v析出物”是指圆当量直径为150nm以下的v析出物。
[0178]
不仅是v,cr和mo也会促进小型v析出物的生成。cr会在比生成v析出物的温度域更低的温度域中生成渗碳体等fe系碳化物或cr碳化物。mo会在比生成v析出物的温度域更低的温度域中生成mo碳化物(mo2c)。随着温度的上升,fe系碳化物、cr碳化物和mo碳化物固溶,成为v析出物的析出成核位点。
[0179]
当f1为1.50以下时,即使各元素含量在本实施方式的范围内且满足式(2)~式(4),小型v析出物也不会充分生成。因此,渗碳轴承部件在产氢环境下的剥离寿命下降。
[0180]
另一方面,当f1为2.45以上时,即使各元素含量在本实施方式的范围内且满足式(2)~式(4),渗碳轴承部件内也会生成粗大v析出物。粗大v析出物的捕获氢的能力低。因此,粗大v析出物容易引起组织变化,进而,还会成为裂纹的起点。因此,渗碳轴承部件在产氢环境下的剥离寿命下降。
[0181]
当f1大于1.50且小于2.45时,以各元素含量在本实施方式的范围内且满足式(2)~式(4)为前提,在以钢材为坯料而制造的渗碳轴承部件中,小型v析出物充分大量生成。小型v析出物捕获氢,抑制氢裂纹的产生。因此,在产氢环境下不易发生因氢裂纹引起的组织变化。其结果,渗碳轴承部件在产氢环境下的剥离寿命提高。
[0182]
f1的优选的下限为1.52,进一步优选为1.54,进一步优选为1.60。f1的优选的上限为2.44,进一步优选为2.43,进一步优选为2.35,进一步优选为2.30,进一步优选为2.25,进一步优选为2.20。f1的数值是将小数点后第3位四舍五入而得到的值。
[0183]
[关于式(2)]
[0184]
本实施方式的钢材的化学组成还满足式(2)。
[0185]
2.20<2.7c 0.4si mn 0.45ni 0.8cr mo v<3.50 (2)
[0186]
在此,式(2)中的元素符号以质量%计代入对应的元素的含量。
[0187]
定义f2=2.7c 0.4si mn 0.45ni 0.8cr mo v。f2中的各元素会提高钢材的淬火性。因此,f2是渗碳轴承部件的芯部的强度和钢材的切削性的指标。
[0188]
当f2为2.20以下时,即使各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4),钢材的淬火性也不足。因此,无法获得足够的渗碳轴承部件的芯部的强度。在这种情况下,无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0189]
另一方面,当f2为3.50以上时,即使各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4),也容易导致淬火过度。其结果,无法充分获得作为渗碳轴承部件坯料的钢材的切削性。
[0190]
当f2高于2.20且低于3.50时,以各元素含量在本实施方式的范围内且满足式(1)、式(3)和式(4)为前提,钢材可获得足够的切削性。此外,渗碳轴承部件的芯部的强度充分提高,渗碳轴承部件在产氢环境下的剥离寿命充分提高。f2的优选的下限为2.25,进一步优选为2.30,进一步优选为2.35,进一步优选为2.40,进一步优选为2.45,进一步优选为2.50。f2的优选的上限为3.48,进一步优选为3.45。f2的数值是将小数点后第3位四舍五入而得到的值。
[0191]
[关于式(3)]
[0192]
本实施方式的钢材的化学组成还满足式(3)。
[0193]
mo/v≥0.58 (3)
[0194]
在此,式(3)中的元素符号以质量%计代入对应的元素的含量。
[0195]
定义f3=mo/v。本实施方式的钢材中,如上所述,通过使f1满足式(1),可获得生成小型v析出物所需的v含量、cr含量和mo含量的总含量。但是,为了充分生成小型v析出物,还必须调整相对于mo含量的v含量。具体而言,mo含量相对于v含量的比过低时,在v析出物生成前,构成析出成核位点的mo碳化物未充分析出。在这种情况下,即使钢材的化学组成中的各元素含量在本实施方式的范围内且满足式(1),小型v析出物也不会充分生成。具体而言,当f3小于0.58时,即使各元素含量在本实施方式的范围内且满足式(1)、式(2)和式(4),小型v析出物也不会充分生成。其结果,无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0196]
当f3为0.58以上时、即满足式(3)时,以各元素含量在本实施方式的范围内且满足式(1)、式(2)和式(4)为前提,小型v析出物充分生成。其结果,在产氢环境下,渗碳轴承部件的剥离寿命充分提高。f3的优选的下限为0.60,进一步优选为0.65,进一步优选为0.70,进一步优选为0.76。f3的数值是将小数点后第3位四舍五入而得到的值。
[0197]
[关于式(4)]
[0198]
本实施方式的钢材的化学组成还满足式(4)。
[0199]
(mo v cr)/(mn 20p)≥2.00 (4)
[0200]
在此,式(4)中的元素符号以质量%计代入对应的元素的含量。
[0201]
定义f4=(mo v cr)/(mn 20p)。小型v析出物不仅可捕获氢,还可通过析出强化来对晶粒内进行强化。因此,渗碳轴承部件在产氢环境下的剥离寿命提高。另外,如果能够对产氢环境下的渗碳轴承部件内的晶界也进行强化,则可进一步提高渗碳轴承部件在产氢环境下的剥离寿命。此外,如果能够抑制产氢环境下氢侵入渗碳轴承部件,则可进一步提高渗碳轴承部件在产氢环境下的剥离寿命。
[0202]
即,通过(a)晶粒内强化、(b)晶界强化、(c)抑制氢侵入这三者的协同效应,可以进一步提高渗碳轴承部件在产氢环境下的剥离寿命。关于(a)的晶粒内强化,如上所述,这取决于mo含量、v含量和cr含量的总含量。另一方面,关于(b)的晶界强化,在上述化学组成中,尤其降低容易偏析于晶界的p的含量是有效的。进而,关于(c)的抑制氢侵入,降低钢材中的mn含量是极其有效的。
[0203]
f4中的分子(=mo v cr)是晶粒内强化的指标(相当于上述(a))。f4中的分母(=mn 20p)是晶界脆化和氢侵入的指标(相当于上述(b)和(c))。f4的分母越大,表示晶界的强度越低,或表示氢越容易侵入渗碳轴承部件。因此,即使晶粒内强化指标(f4的分子)大,如果晶界脆化和氢侵入的指标(f4的分母)大,则也无法充分获得晶粒内强化机制、晶界强化机制和抑制氢侵入机制的协同效应,无法实现渗碳轴承部件在产氢环境下的剥离寿命的充分提高。具体而言,当f4小于2.00时,即使钢材的化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(3),也无法充分获得渗碳轴承部件在产氢环境下的剥离寿命。
[0204]
f4为2.00以上时,以钢材化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(3)为前提,可充分获得渗碳轴承部件在产氢环境下的剥离寿命。f4的优选的下限为2.20,进一步优选为2.30,进一步优选为2.35,进一步优选为2.40,进一步优选为2.50。f4的数值是将小数点后第3位四舍五入而得到的值。
[0205]
[钢材的化学组成的测定方法]
[0206]
钢材的化学组成可以通过公知的成分分析法进行测定。例如,用钻机由钢材生成切屑,采集该切屑。将采集的切屑溶解于酸中得到溶液。对溶液实施icp-aes(inductively coupled plasma atomic emission spectrometry,电感耦合等离子体原子发射光谱法),实施化学组成的元素分析。对于c含量和s含量,通过公知的高频燃烧法(燃烧-红外线吸收法)来求出。对于n含量,用公知的非活性气体熔融-热导法求出。对于o含量,用公知的非活性气体熔融-非分散型红外线吸收法求出。
[0207]
[关于钢材的显微组织]
[0208]
本实施方式的钢材的显微组织由总面积率为5.0~100.0%的铁素体和珠光体、以及总面积率为0~95.0%的硬质相构成。在此,硬质相由贝氏体、或贝氏体和马氏体构成。本实施方式的钢材的显微组织可以是铁素体和珠光体的总面积率为50.0%以上,也可以是硬质相的总面积率为50.0%以上。需要说明的是,钢材的显微组织中,硬质相、铁素体和珠光体以外的区域为例如残留奥氏体、析出物(包括渗碳体)和夹杂物。残留奥氏体、析出物和夹杂物的面积率小到可以忽略不计。
[0209]
本实施方式的钢材的显微组织中,铁素体和珠光体的总面积率的优选的下限为8.0%,进一步优选为10.0%,进一步优选为11.0%,进一步优选为12.0%。铁素体和珠光体的总面积率的优选的上限为95.0%,进一步优选为90.0%,进一步优选为80.0%,进一步优选为75.0%,进一步优选为70.0%。
[0210]
[铁素体和珠光体的总面积率以及硬质相的总面积率的测定方法]
[0211]
本实施方式的钢材的显微组织中的铁素体和珠光体的总面积率(%)以及硬质相的总面积率(%)按以下方法测定。在为棒钢或线材的钢材的、与长度方向(轴向)垂直的截面(以下称为横截面)上,从连接表面和中心轴的半径r的中央位置(r/2位置)采集样品。将采集的样品表面中相当于上述横截面的表面作为观察面。对观察面进行镜面抛光后,用2%
硝酸醇(硝酸乙醇腐蚀液)蚀刻观察面。用500倍的光学显微镜观察蚀刻后的观察面,生成任意20个视野的照片图像。各视野的尺寸设为100μm
×
100μm。
[0212]
各视野中,铁素体、珠光体和硬质相等各相的每个相的对比度不同。因此,根据对比度,确定各相。需要说明的是,由于贝氏体和马氏体难以区分,因此将贝氏体和马氏体确定为硬质相。所确定的相中,求出各视野中铁素体的总面积(μm2)和珠光体的总面积(μm2)。将全部视野中的铁素体的总面积和珠光体的总面积的合计面积相对于全部视野的总面积的比例定义为铁素体和珠光体的总面积率(%)。通过以下方法,用铁素体和珠光体的总面积率求出硬质相的总面积率(%)。
[0213]
硬质相的总面积率=100.0-铁素体和珠光体的总面积率
[0214]
铁素体和珠光体的总面积率(%)是将小数点后第2位四舍五入而得到的值。
[0215]
[关于钢材中的氧化物]
[0216]
本实施方式的钢材中,以化学组成中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、显微组织由以总面积率计5.0%以上的铁素体和珠光体以及余量的贝氏体构成为前提,cao-cas-mgo-al2o3复合氧化物的总面积相对于钢材中的氧化物的总面积的比例(特定氧化物比例ra)为30.0%以上。
[0217]
本说明书中,氧化物和cao-cas-mgo-al2o3复合氧化物如下定义。
[0218]
氧化物:在钢材的夹杂物中,将夹杂物的质量%计为100%时的氧含量以质量%计为1.0%以上的夹杂物
[0219]
cao-cas-mgo-al2o3复合氧化物:氧化物中,含有cao和/或cas、mgo以及al2o3的复合夹杂物。即,氧化物中,选自由含有cao和mgo以及al2o3的复合夹杂物、含有cas和mgo以及al2o3的复合夹杂物、以及含有cao和cas以及mgo和al2o3的复合夹杂物组成的组中的1种以上
[0220]
氧化物有例如al2o3、mgo-al2o3复合氧化物、cao-cas-al2o3复合氧化物、cao-cas-mgo-al2o3复合氧化物等。
[0221]
如上所述,氧化物中,cao-cas-al2o3复合氧化物的粒径比其它氧化物大。因此,氧化物中,cao-cas-al2o3复合氧化物多时,渗碳轴承部件在产氢环境下的剥离寿命下降。
[0222]
al2o3和mgo-al2o3复合氧化物的粒径小。但是,这些氧化物会聚集形成团簇(多个al2o3的聚集体、多个mgo-al2o3复合氧化物的聚集体)。团簇的尺寸会变得粗大。因此,这些氧化物多时,与cao-cas-al2o3复合氧化物同样地,渗碳轴承部件在产氢环境下的剥离寿命下降。
[0223]
另一方面,cao-cas-mgo-al2o3复合氧化物比cao-cas-al2o3复合氧化物的粒径小。cao-cas-mgo-al2o3复合氧化物还不容易像al2o3和mgo-al2o3复合氧化物那样团簇化。因此,cao-cas-mgo-al2o3复合氧化物对渗碳轴承部件在产氢环境下的剥离寿命的影响小。进而,cao-cas-mgo-al2o3复合氧化物可以通过对cao-cas-al2o3复合氧化物进行改性而生成。
[0224]
因此,本实施方式的钢材中,以化学组成中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、显微组织由以总面积率计5.0%以上的铁素体和珠光体以及余量的贝氏体构成为前提,cao-cas-mgo-al2o3复合氧化物的总面积相对于钢材中的氧化物的总面积的比例(特定氧化物比例ra)为30.0%以上。在这种情况下,氧化物中的cao-cas-mgo-al2o3复合氧化物的比例足够高。因此,氧化物不易成为裂纹的起点。因此,渗碳轴承部件在产氢
环境下的疲劳寿命显著提高。
[0225]
[特定氧化物比例ra的测定方法]
[0226]
特定氧化物比例ra可通过以下方法测定。从钢材的与长度方向垂直的截面(横截面)上的r/2位置(r为钢材的半径)、即从钢材的横截面的r/2位置处采集样品。样品的表面中,将相当于钢材的与长度方向垂直的截面(横截面)的表面作为观察面。对采集的样品的观察面进行镜面抛光。在研磨后的观察面上,用扫描型电子显微镜(sem)以1000倍的倍率随机观察20个视野(每个视野的评价面积为100μm
×
100μm)。
[0227]
确定各视野中的夹杂物。对于所确定的各夹杂物,用能量色散x射线光谱法(edx)识别氧化物。具体而言,用edx以每个夹杂物2个测定点实施元素分析。并且各夹杂物中,在各测定点检测各元素(al、mg、ca、s、o)。将测定对象的夹杂物的质量%计为100%时的2个测定点所得到的o含量(质量%)的算术平均值定义为该夹杂物的氧含量(质量%)。
[0228]
在夹杂物的元素分析结果中,将夹杂物的质量%计为100%时的o含量为1.0%以上的夹杂物识别为“氧化物”。
[0229]
进而,氧化物中,作为在2个测定点检测到的元素包括ca、mg和al或者包括ca、s、mg和al时,将该氧化物定义为“cao-cas-mgo-al2o3复合氧化物”。
[0230]
求出20个视野中的氧化物的总面积。进而,求出20个视野中的cao-cas-mgo-al2o3复合氧化物的总面积。基于下式求出特定氧化物比例ra(%)。
[0231]
ra(%)=cao-cas-mgo-al2o3复合氧化物的总面积/氧化物的总面积
×
100
[0232]
作为上述测定对象的夹杂物是圆当量直径为0.5μm以上的夹杂物。在此,圆当量直径是指将夹杂物的面积换算为具有相同面积的圆时该圆的直径。如果是圆当量直径为edx的光束直径的2倍以上的夹杂物,则元素分析的精度提高。本实施方式中,为了确定夹杂物而使用的edx的光束直径为0.2μm。在这种情况下,圆当量直径小于0.5μm的夹杂物不能提高edx元素分析的精度。圆当量直径小于0.5μm的夹杂物对剥离寿命的影响也极小。因此,本实施方式中,作为测定对象的夹杂物以圆当量直径计为0.5μm以上。
[0233]
[关于钢材中的粗大氧化物的个数密度]
[0234]
在本实施方式的钢材中,进而,以化学组成中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、显微组织由以总面积率计5.0%以上的铁素体和珠光体以及余量的贝氏体构成、特定氧化物比例ra为30.0%以上为前提,钢材的氧化物中,圆当量直径为20.0μm以上的氧化物(粗大氧化物)的个数密度为15.0个/mm2以下。
[0235]
如上所述,如果改性氧化物使得特定氧化物比例ra为30.0%以上,则氧化物中的cao-cas-mgo-al2o3复合氧化物的比例增大。cao-cas-mgo-al2o3复合氧化物的粒径比cao-cas-al2o3复合氧化物小。进而,cao-cas-mgo-al2o3复合氧化物不容易像al2o3和mgo-al2o3复合氧化物那样团簇化。因此,可以将钢材中的氧化物的尺寸抑制得较小。具体而言,本实施方式的钢材中,特定氧化物比例ra为30.0%以上,且粗大氧化物(圆当量直径为20.0μm以上的氧化物)的个数密度为15.0个/mm2以下。因此,以本实施方式的钢材为坯料而制造的渗碳轴承部件在产氢环境下的剥离寿命显著提高。
[0236]
粗大氧化物的个数密度的优选的上限为14.0个/mm2,进一步优选为13.5个/mm2,进一步优选为13.0个/mm2,进一步优选为12.0个/mm2,进一步优选为11.0个/mm2,进一步优选为10.0个/mm2。需要说明的是,粗大氧化物的个数密度越少越优选。但是,粗大氧化物的个
数密度的过度降低会提高生产成本。因此,粗大氧化物的个数密度的优选的下限为0.1个/mm2,进一步优选为0.5个/mm2,进一步优选为0.8个/mm2。
[0237]
[钢材中的粗大氧化物的个数密度的测定方法]
[0238]
钢材中的粗大氧化物的个数密度可通过以下方法测定。在上述特定氧化物比例ra的测定方法中识别的氧化物中,确定圆当量直径为20.0μm以上的氧化物(粗大氧化物)。根据上述20个视野(每个视野的评价面积为100μm
×
100μm)中确定的粗大氧化物的总个数和20个视野的总面积,求出粗大氧化物的个数密度(个/mm2)。需要说明的是,当视野中所识别的氧化物中相邻的氧化物的最短距离小于0.5μm时,视为这些氧化物群发生了团簇化,将这些氧化物群视为一个氧化物。并且基于视为一个氧化物的氧化物群的总面积,求出圆当量直径。
[0239]
具有以上构成的本实施方式的钢材的化学组成中的各元素含量在本实施方式的范围内,且满足式(1)~式(4)。并且,显微组织由以总面积率计5.0%以上的铁素体和珠光体以及余量的贝氏体构成,进而,特定氧化物比例ra为30.0%以上,粗大氧化物(圆当量直径为20.0μm以上的氧化物)的个数密度为15.0个/mm2以下。因此,本实施方式的钢材的切削性优异。进而,以本实施方式的钢材为坯料而制造的渗碳轴承部件可获得在产氢环境下优异的剥离寿命。
[0240]
[钢材的制造方法]
[0241]
对本实施方式的钢材的制造方法的一个例子进行说明。以下说明的钢材的制造方法是用于制造本实施方式的钢材的一个例子。因此,具有上述构成的本实施方式的钢材也可以通过以下说明的制造方法以外的其它制造方法来制造。但是,以下说明的制造方法是本实施方式的钢材的制造方法的一个优选例子。
[0242]
本实施方式的钢材的制造方法的一个例子具备:对钢水进行精炼、铸造而制造坯料(铸坯或铸锭)的制钢工序,和对坯料进行热加工而制造作为渗碳轴承部件坯料的钢材的热加工工序。以下,对各工序进行说明。
[0243]
[制钢工序]
[0244]
制钢工序中,对钢水用转炉实施公知的一次精炼。
[0245]
对一次精炼后的钢水实施二次精炼。二次精炼中,首先,实施利用lf(ladle furnace,钢包炉)的精炼。利用lf的精炼后,实施利用rh(ruhrstahl-hause)的精炼。通过lf处理和rh处理,调整特定氧化物比例ra和粗大氧化物的个数密度。以下,对lf处理和rh处理进行说明。
[0246]
[lf处理]
[0247]
lf处理中,将含有ca和mg的炉渣投入钢水,实施基于lf法的精炼。lf处理中,实施满足以下条件的处理。
[0248]
条件1:lf处理时间设为40分钟以上。
[0249]
条件2:lf处理时的炉渣碱度设为5.0~12.0。
[0250]
条件3:lf处理后的钢水的al含量为0.005%以上、且为钢材中的al含量为0.015%以上时所要制造的钢材的al含量的80.0%以下。
[0251]
以下,对条件1~条件3进行说明。
[0252]
[条件1]
[0253]
lf处理时间:40分钟以上
[0254]
将从lf处理开始至结束为止的时间定义为“lf处理时间”。本实施方式中,lf处理时间设为40分钟以上。
[0255]
lf处理时间会影响氧化物的改性。更具体而言,lf处理时间会影响从cao-cas-al2o3复合氧化物到cao-cas-mgo-al2o3复合氧化物的改性。
[0256]
lf处理时间小于40分钟时,钢水中的cao-cas-al2o3复合氧化物无法充分改性为cao-cas-mgo-al2o3复合氧化物。其结果,钢材中,特定氧化物比例ra会小于30.0%。
[0257]
lf处理时间为40分钟以上时,以其它制造条件也满足为前提,特定氧化物比例ra为30.0%以上。
[0258]
lf处理时间的优选的下限为45分钟,进一步优选为50分钟。lf处理时间的上限并不特别限定,例如为100分钟。需要说明的是,lf处理时的钢水温度可以是公知的温度。lf处理时的钢水温度为例如1350~1600℃。
[0259]
[条件2]
[0260]
lf处理时的炉渣的碱度:5.0~12.0
[0261]
lf处理中,向钢水投入炉渣,使炉渣吸收夹杂物。将炉渣中的cao浓度/sio2浓度定义为碱度。lf处理结束后的炉渣的碱度小于5.0时,lf处理中的炉渣中的cao浓度过低。在这种情况下,在所制造的钢材中,氧化物中al2o3和mgo-al2o3复合氧化物存在过多。其结果,特定氧化物比例ra小于30.0%。进而,在所制造的钢材中,粗大氧化物的个数密度大于15.0个/mm2。
[0262]
另一方面,lf处理结束后的炉渣的碱度大于12.0时,lf处理中的炉渣中的cao浓度过高。在这种情况下,在所制造的钢材中,cao-cas-al2o3复合氧化物残留过多。因此,氧化物无法充分改性为cao-cas-mgo-al2o3复合氧化物。其结果,特定氧化物比例ra下降至小于30.0%。进而,粗大氧化物也生成过多,在所制造的钢材中,粗大氧化物的个数密度大于15.0个/mm2。
[0263]
lf处理结束后的炉渣的碱度为5.0~12.0时,以同时满足其它制造条件为前提,可以改性氧化物从而大量生成cao-cas-mgo-al2o3复合氧化物。其结果,在所制造的钢材中,特定氧化物比例ra为30.0%以上,粗大氧化物的个数密度为15.0个/mm2以下。
[0264]
lf处理后的炉渣的碱度通过以下方法测定。采集一部分lf处理结束后的钢水液面上漂浮的炉渣。从采集的炉渣生成切屑,采集该切屑。将采集的切屑溶解于酸中得到溶液。对溶液实施icp-aes,实施化学组成的元素分析。对于o含量,用公知的非活性气体熔融-非分散型红外线吸收法求出。根据所得到的ca含量、si含量和o含量,用公知的方法以质量%计算出炉渣中的cao浓度和sio2浓度。根据所得到的cao浓度和sio2浓度,求出碱度(=cao浓度/sio2浓度)。
[0265]
[条件3]
[0266]
lf处理后的钢水的al含量为0.005%以上、且为钢材中的al含量为0.015%以上时所要制造的钢材的al含量的80.0%以下
[0267]
lf处理后的钢水的al含量可以用来估算lf处理中对脱氧作用有贡献的al量。lf处理后的钢水的al含量小于0.005%时,lf中的钢水中的脱氧不足。在这种情况下,所制造的钢材中会大量残留粗大氧化物。因此,粗大氧化物的个数密度会大于15.0个/mm2。
[0268]
另一方面,在所要制造的钢材的al含量为0.015%以上的情况下,lf处理后的钢水的al含量大于所要制造的钢材的al含量的80.0%时,钢水中会过多地形成al2o3和mgo-al2o3复合氧化物。因此,在所制造的钢材中,al2o3和mgo-al2o3复合氧化物残留过多。其结果,特定氧化物比例ra会小于30.0%。进而,在所制造的钢材中,粗大氧化物的个数密度会大于15.0个/mm2。
[0269]
如果lf处理后的钢水的al含量为0.005%以上、且为钢材中的al含量为0.015%以上时所要制造的钢材的al含量的80.0%以下,则lf处理中的钢水中含有合适浓度的al。因此,能够充分实施基于al的脱氧。进而,以满足其它制造条件为前提,可以使al氧化物改性为cao-cas-mgo-al2o3复合氧化物。其结果,在所制造的钢材中,特定氧化物比例ra成为30.0%以上,粗大氧化物的个数密度成为15.0个/mm2以下。
[0270]
lf处理后的钢水的al含量通过以下方法测定。采集一部分lf处理后的钢水。使所采集的钢水冷却固化。用固化后的样品(钢材)按照与上述“钢材的化学组成的测定方法”相同的方法实施元素分析,以质量%测定al含量。
[0271]
[rh处理]
[0272]
rh处理中,使钢水中的粗大氧化物漂浮于钢水上,从钢水中去除粗大氧化物,抑制rh处理后的钢材的氧化物的尺寸。rh处理中,实施满足以下条件的处理。
[0273]
条件4:rh处理时间设为15分钟以上。
[0274]
以下,对条件4进行说明。
[0275]
[条件4]
[0276]
rh处理时间:15分钟以上
[0277]
将从rh处理开始至结束为止的时间定义为“rh处理时间”。本实施方式中,将rh处理时间设为15分钟以上。
[0278]
rh处理中,使钢水中的粗大氧化物漂浮于钢水上,从钢水中去除粗大氧化物。即使在满足上述lf处理中的条件1~条件3的情况下,如果rh处理时间小于15分钟,则圆当量直径为20.0μm以上的粗大氧化物的个数密度也会大于15.0个/mm2。
[0279]
rh处理时间为15分钟以上时,以钢水中的各元素含量在本实施方式的范围内、满足式(1)~式(4)、lf处理中满足条件1~条件3为前提,钢材中,特定氧化物比例ra为30.0%以上,且圆当量直径为20.0μm以上的粗大氧化物的个数密度为15.0个/mm2以下。
[0280]
rh处理时间的优选的下限为20分钟,进一步优选为25分钟。rh处理时间的上限并不特别限定,例如为60分钟。需要说明的是,rh处理时的钢水温度可以是公知的温度。rh处理时的钢水温度为例如1350~1600℃。
[0281]
需要说明的是,在rh处理中实施最终的成分调整,制造化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(4)的钢水。
[0282]
通过上述精炼方法,制造化学组成中的各元素含量在本实施方式的范围内且满足式(1)~式(4)的钢水。用所制造的钢水,通过公知的铸造法来制造坯料。例如,用钢水通过铸锭法来制造铸锭。另外,也可以用钢水通过连铸法来制造大方坯或小方坯。通过以上方法,制造坯料(大方坯、铸锭)。
[0283]
[热加工工序]
[0284]
热加工工序中,对由制钢工序所制造的坯料(大方坯或铸锭)实施热加工,制造作
为渗碳轴承部件坯料的钢材。钢材为例如钢棒或线材。热加工工序包括初轧工序和精轧工序。以下,对各工序进行说明。
[0285]
[初轧工序]
[0286]
初轧工序中,对坯料进行热轧来制造小方坯。具体而言,初轧工序中,用初轧机对坯料实施热轧(初轧),制造小方坯。初轧机的下游配置有连轧机的情况下,还可以对初轧后的小方坯进一步用连轧机实施热轧,制造尺寸更小的小方坯。
[0287]
初轧工序中的加热炉的加热温度和保持时间并不特别限定。初轧工序中的加热温度为例如1150~1300℃。加热温度下的保持时间为例如15~30小时。
[0288]
[精轧工序]
[0289]
精轧工序中,首先,用加热炉对小方坯进行加热。对加热后的小方坯用连轧机实施热轧,制造作为渗碳轴承部件坯料的钢材、即棒钢或线材。精轧工序中的加热炉的加热温度和保持时间并不特别限定。精轧工序中的加热温度为例如1150~1300℃。加热温度下的保持时间为例如1.5~10小时。
[0290]
对精轧后的钢材以自然冷却以下的冷却速度进行冷却,制造本实施方式的钢材。冷却速度并不特别限定。优选为对于精轧后的钢材、钢材温度为800℃~500℃的温度范围内的平均冷却速度cr为0.1~5.0℃/秒。钢材温度为800~500℃时,发生从奥氏体到铁素体、珠光体或贝氏体的相变。钢材温度为800℃~500℃的温度范围内的平均冷却速度cr为0.1~5.0℃/秒时,可以稳定地获得具有由总面积率为5.0%以上的铁素体和珠光体以及余量的贝氏体构成的组织的钢材。
[0291]
需要说明的是,平均冷却速度cr通过以下方法测定。精轧后的钢材通过传送线传送至下游。传送线上有多个测温计沿着传送线配置。因此,可以测定传送线的各位置处的钢材温度。根据沿传送线配置的多个测温计,求出钢材温度从800℃到500℃为止的时间,求出平均冷却速度cr(℃/秒)。例如,通过在传送线上隔开间隔地设置多个缓冷罩,可以调整平均冷却速度cr。
[0292]
通过以上的制造工序,可以制造具有上述构成的本实施方式的钢材。
[0293]
[关于渗碳轴承部件]
[0294]
本实施方式的钢材用于渗碳轴承部件。渗碳轴承部件是指经渗碳处理的轴承部件。本说明书中,渗碳处理是指实施渗碳淬火和回火的处理。
[0295]
轴承部件是指滚动轴承的部件。轴承部件为例如滚道套圈、滚道垫圈、滚动体等。滚道套圈可以是内圈,也可以是外圈,滚道垫圈可以是轴滚道垫圈、壳体滚道垫圈、中央滚道垫圈、调心壳体滚道垫圈。滚道套圈和滚道垫圈只要是具有滚道表面的部件,就并不特别限定。滚动体可以是滚珠也可以是滚子。滚子可以是例如圆柱滚子、棒状滚子、针状滚子、圆锥滚子、凸面滚子等。
[0296]
渗碳轴承部件具备经渗碳处理而形成的渗碳层和相对于渗碳层而言位于内部的芯部。渗碳层的深度并不特别限定,渗碳层自表面起的深度为例如0.2mm~5.0mm。芯部的化学组成与本实施方式的钢材的化学组成相同。渗碳轴承部件的渗碳层和芯部可通过显微组织观察来容易地区分。具体而言,在与渗碳轴承部件的长度方向垂直的截面中,本领域技术人员公知渗碳层与芯部的对比度不同。因此,渗碳轴承部件中的渗碳层与芯部容易区分。
[0297]
[渗碳轴承部件的制造方法]
[0298]
具有上述构成的渗碳轴承部件的制造方法的一个例子如下。首先,将本实施方式的钢材加工成规定的形状来制造中间品。加工方法为例如热锻、机械加工。机械加工为例如切削加工。热锻以公知的条件实施即可。热锻工序中的加热温度为例如1000~1300℃。热锻后的中间品自然冷却。需要说明的是,可以在热锻后实施机械加工。对实施机械加工前的钢材或中间品,可以实施公知的球状化退火处理。
[0299]
对所制造的中间品实施公知的渗碳处理,制造渗碳轴承部件。渗碳处理包括渗碳淬火和回火。渗碳淬火中,在含有公知的渗碳转化气体的气氛中,将中间品加热到a
c3
相变点以上并保持后,进行骤冷。回火处理中,将经渗碳淬火的中间品在150~200℃的温度范围内保持规定时间。在此,渗碳转化气体是指公知的吸热型转化气体(rx气体)。rx气体是使丁烷、丙烷等烃气体与空气混合并穿过已加热的ni催化剂后反应而成的气体,是含co、h2、n2等的混合气体。
[0300]
渗碳轴承部件的表面c浓度和表面硬度可通过控制渗碳淬火和回火的条件来调整。具体而言,表面c浓度可以通过控制渗碳淬火时的气氛中的碳势等来进行调整。
[0301]
具体而言,渗碳轴承部件的表面c浓度主要通过渗碳淬火的碳势、渗碳温度和渗碳温度下的保持时间来调整。碳势越高、渗碳温度越高、渗碳温度下的保持时间越长,则表面c浓度越高。另一方面,碳势越低、渗碳温度越低、渗碳温度下的保持时间越短,则表面c浓度越低。表面硬度与表面c浓度有关。具体而言,表面c浓度越高,则表面硬度越高。另一方面,表面c浓度越低,则表面硬度越低。通过渗碳淬火而上升的表面硬度可以通过回火来使之下降。如果提高回火温度、延长回火温度下的保持时间,则表面硬度下降。如果降低回火温度、缩短回火温度下的保持时间,则表面硬度可以维持较高。
[0302]
渗碳淬火的优选的条件如下。其中,渗碳淬火的条件不限于以下条件。
[0303]
气氛中的碳势cp:0.70~1.40
[0304]
气氛中的碳势cp为0.70以上时,渗碳轴承部件的表面的c浓度充分提高,例如,表面c浓度以质量%计达到0.70%以上。在这种情况下,通过渗碳处理可生成足够量的碳化物或碳氮化物,耐磨性显著提高。另外,碳势cp为1.40以下时,表面c浓度成为1.20%以下,可充分抑制粗大的碳化物或碳氮化物的生成。因此,优选的碳势cp为0.70~1.40。
[0305]
渗碳时的保持温度(渗碳温度):830~930℃
[0306]
渗碳温度下的保持时间:30~100分钟
[0307]
渗碳温度过低时,c的扩散速度变慢。在这种情况下,为获得规定的热处理性状所需的处理时间变长,生产成本升高。另一方面,渗碳温度过高时,侵入的c在钢材基体中的固溶量增加。因此,不能生成足够量的碳化物或碳氮化物,渗碳轴承部件的耐磨性下降。因此,渗碳温度为830~930℃。
[0308]
只要能够在钢材的表面确保足够的c浓度,渗碳温度下的保持时间就没有特别限制。保持时间为例如30~100分钟。
[0309]
淬火温度:830~930℃
[0310]
淬火温度过低时,无法使足够的c固溶在钢中,钢的硬度下降。另一方面,淬火温度过高时,晶粒粗大化,粗大的碳化物或碳氮化物容易沿着晶界析出。因此,淬火温度为830~930℃。需要说明的是,渗碳温度可以沿用淬火温度。需要说明的是,淬火时的骤冷方法可以是水冷,也可以是油冷。
[0311]
回火的优选的条件如下。
[0312]
回火温度:150~200℃
[0313]
回火温度下的保持时间:30~240分钟
[0314]
回火温度为150℃以上时,可充分获得渗碳轴承部件的芯部的韧性。另外,回火温度为200℃以下时,可维持渗碳轴承部件的表面硬度,可维持渗碳轴承部件的耐磨性。因此,优选的回火温度为150~200℃。
[0315]
回火温度下的保持时间为30分钟以上时,可充分获得渗碳轴承部件的芯部的韧性。另外,保持时间为240分钟以下时,可维持渗碳轴承部件的表面硬度,可维持渗碳轴承部件的耐磨性。因此,回火温度下的保持时间为30~240分钟。
[0316]
[渗碳轴承部件的表面处的c浓度和洛氏c硬度hrc]
[0317]
通过以上制造工序所制造的渗碳轴承部件的表面的c浓度和洛氏c硬度hrc为例如以下数值。
[0318]
表面的c浓度:以质量%计为0.70~1.20%
[0319]
以上述条件进行渗碳淬火和回火而制造得到的渗碳轴承部件的表面的c浓度为0.70~1.20%。表面的c浓度过低时,表面硬度变得过低,耐磨性下降。另一方面,表面的c浓度过高时,会生成粗大的碳化物或粗大的碳氮化物等,从而在产氢环境下的剥离寿命下降。表面的c浓度为0.70~1.20%时,耐磨性和在产氢环境下的剥离寿命优异。表面的c浓度的优选的下限为0.75%,进一步优选为0.80%。表面的c浓度的优选的上限为1.10%,进一步优选为1.05%,更优选为1.00%。
[0320]
表面的c浓度通过以下方法测定。使用用电子探针显微分析仪(epma),在渗碳轴承部件的任意表面位置处从表面起至100μm深度为止,以1.0μm间距测定c浓度(质量%)。将测定的c浓度的算术平均值定义为表面c浓度(质量%)。
[0321]
表面的洛氏c硬度hrc:58.0~65.0
[0322]
渗碳轴承部件的表面的洛氏c硬度hrc为58.0~65.0。表面的洛氏c硬度hrc小于58.0时,渗碳轴承部件的耐磨性下降。另一方面,表面的洛氏c硬度hrc大于65.0时,细小的裂纹的产生和进展变得容易,在产氢环境下的剥离寿命下降。表面的洛氏c硬度hrc为58.0~65.0时,可得到优异的耐磨性和在产氢环境下的优异的剥离寿命。表面的洛氏c硬度hrc的优选的下限为58.5,进一步优选为59.0。表面的洛氏c硬度hrc的优选的上限为64.5,进一步优选为64.3。
[0323]
渗碳轴承部件的洛氏c硬度hrc通过以下方法测定。在渗碳轴承部件的表面,确定任意4个测定位置。在确定的4个测定位置,根据jis z 2245(2011)实施采用c标度的洛氏c硬度hrc试验。将得到的4个洛氏c硬度hrc的算术平均值定义为表面处的洛氏c硬度hrc。
[0324]
通过以上制造工序,将本实施方式的钢材作为坯料制造渗碳轴承部件。将本实施方式的钢材作为坯料而制造的渗碳轴承部件可获得在产氢环境下优异的剥离寿命。
[0325]
实施例
[0326]
通过实施例对本实施方式的钢材的效果进一步进行具体的说明。以下实施例中的条件是为了确认本实施方式的钢材的实施可能性和效果而采用的一个条件例。因此,本实施方式的钢材不限于该条件例。
[0327]
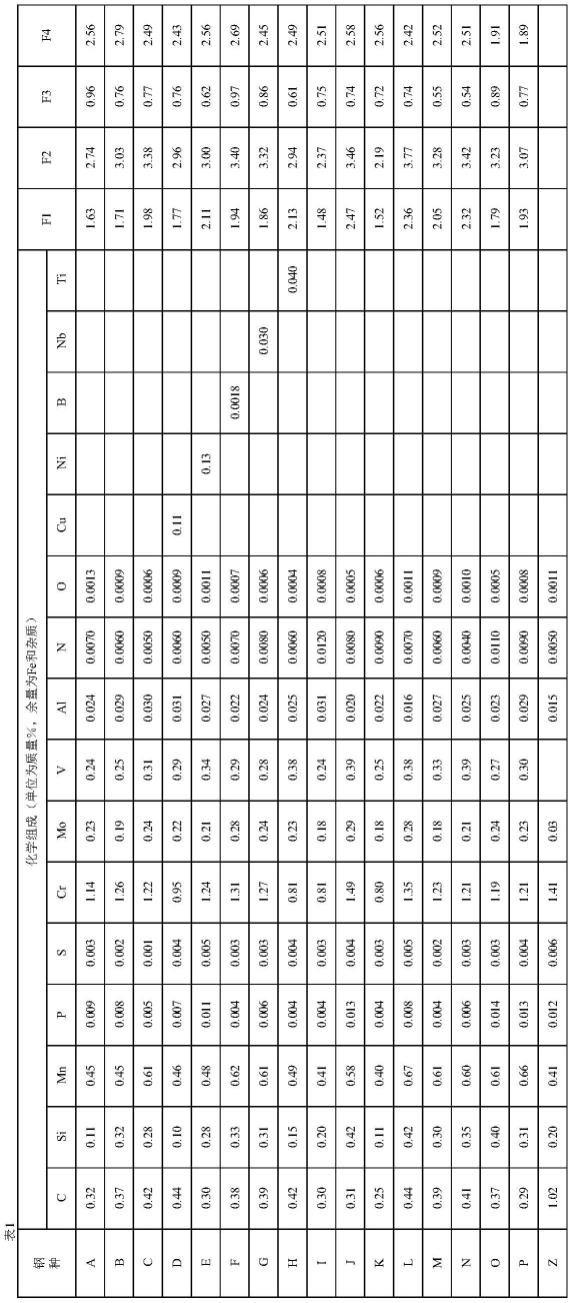
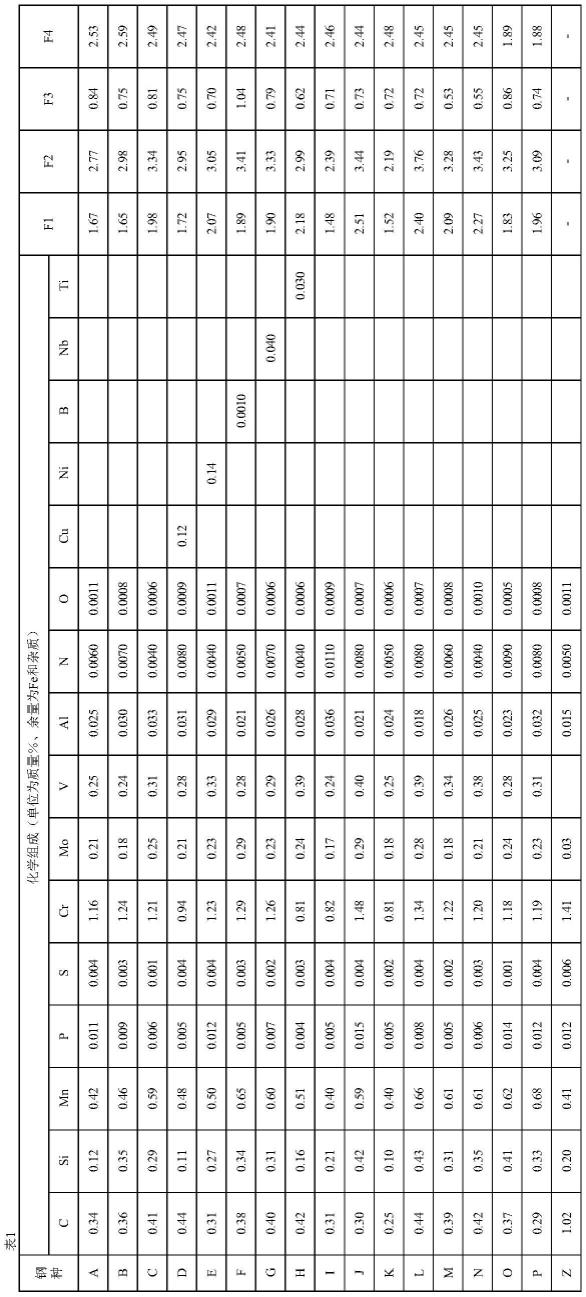
制造具有如表1所示的各种化学组成的钢水。
[0328]
[表1]
[0329][0330]
表1中的空白表示对应的元素的含量小于检测极限。另外,钢种z具有相当于现有钢材的jis g 4805(2008)规定的suj2的化学组成。本实施例中,将钢种z称作”比较基准钢材”。
[0331]
在钢水的制造中,首先实施使用转炉的一次精炼。一次精炼后,对各试验编号的钢水实施lf处理。
[0332]
lf处理中的条件1~条件3如表2所示。具体而言,各试验编号的lf处理时间(分钟)如表2中的“lf”栏的“lf处理时间”栏所示。lf处理结束后的炉渣的碱度如表2中的“lf”栏的“lf后碱度”栏所示。lf处理结束后的炉渣的碱度通过上述方法测定。lf处理后的钢水中的al含量如表2中的“lf”栏的“lf后al含量”栏所示。lf处理后的钢水中的al含量通过上述方法测定。需要说明的是,lf处理中的钢水温度在1400~1600℃的范围内。
[0333]
对lf处理后的钢水实施rh处理。rh处理中的条件4如下。具体而言,各试验编号的rh处理时间(分钟)如表2的“rh”栏的“rh处理时间”栏所示。需要说明的是,rh处理中的钢水温度在1400~1600℃的范围内。通过以上处理,制造具有表1的化学组成的钢水。用所制造的钢水进行连续铸造来制造大方坯。
[0334]
[表2]
[0335][0336]
对大方坯实施热加工,制造作为渗碳轴承部件坯料的钢材(棒钢)。具体而言,首先,对大方坯实施初轧工序。初轧工序中的大方坯的加热温度在1200~1300℃的范围内。加热时间为18小时。对加热的大方坯进行初轧,制造具有160mm
×
160mm的矩形横截面的小方
坯。
[0337]
进而,对小方坯实施精轧工序。精轧工序中,以1200~1300℃将小方坯加热2.0小时。对加热的小方坯进行热轧,制造直径60mm的棒钢。对制造后的小方坯进行冷却。使钢材温度在800℃~500℃的温度范围内的平均冷却速度cr为0.1~5.0℃/秒。通过以上工序制造作为渗碳轴承部件坯料的棒钢(钢材)。需要说明的是,对于比较基准钢材(钢种z)也按同样的制造条件制造直径60mm的棒钢。
[0338]
[评价试验]
[0339]
[显微组织观察试验]
[0340]
在各试验编号的作为渗碳轴承部件坯料的钢材(棒钢)的与长度方向(轴向)垂直的截面(横截面)上,从r/2位置处采集样品。将采集的样品表面中相当于上述横截面的表面作为观察面。对观察面进行镜面抛光后,用2%硝酸醇(硝酸乙醇腐蚀液)蚀刻观察面。用500倍的光学显微镜观察蚀刻后的观察面,生成任意20个视野的照片图像。各视野的尺寸为100μm
×
100μm。
[0341]
各视野中,确定各相(铁素体、珠光体、硬质相等)。所确定的相中,求出各视野中的铁素体的总面积(μm2)和珠光体的总面积(μm2)。将全部视野中的铁素体的总面积和珠光体的总面积的合计面积相对于全部视野的总面积的比例定义为铁素体和珠光体的总面积率(%)。铁素体和珠光体的总面积率(%)是将小数点后第2位四舍五入而得到的值。进而,通过以下方法,用铁素体和珠光体的总面积率求出硬质相的总面积率(%)。
[0342]
硬质相的总面积率=100.0-铁素体和珠光体的总面积率
[0343]
各试验编号的铁素体和珠光体的总面积率如表2中的“f p总面积率(%)”栏所示。各试验编号的硬质相的总面积率如表2中的“硬质相总面积率(%)”栏所示。
[0344]
[特定氧化物比例ra的测定试验]
[0345]
各试验编号的钢材的特定氧化物比例ra通过以下方法测定。从钢材的与长度方向垂直的截面(横截面)的r/2位置处采集样品。将样品表面中相当于钢材的与长度方向垂直的截面(横截面)的表面作为观察面。对采集的样品的观察面进行镜面抛光,用扫描型电子显微镜(sem)以1000倍的倍率随机观察20个视野(每个视野的评价面积为100μm
×
100μm)。
[0346]
确定各视野中的夹杂物。对于所确定的各夹杂物,用edx识别氧化物。具体而言,用edx对各夹杂物在至少2个测定点实施元素分析。接着,各夹杂物中,在各测定点检测各元素(al、mg、ca、s、o)。将测定对象的夹杂物的质量%计为100%时的2个测定点所得到的o含量的算术平均值定义为该夹杂物中的氧的含量(质量%)。
[0347]
将所确定的夹杂物的元素分析结果中测定的o含量为1.0%以上的夹杂物定义为“氧化物”。进而,所确定的氧化物中,作为在2个测定点检测到的元素,包括ca、mg和al或者包括ca、s、mg和al时,将该氧化物定义为“cao-cas-mgo-al2o3复合氧化物”。
[0348]
求出20个视野中的氧化物的总面积。此外,求出20个视野中的cao-cas-mgo-al2o3复合氧化物的总面积。基于下式求出特定氧化物比例ra(%)。
[0349]
ra(%)=cao-cas-mgo-al2o3复合氧化物的总面积/氧化物的总面积
×
100
[0350]
得到的特定氧化物比例ra(%)如表2中的“ra(%)”栏所示。
[0351]
[钢材中的粗大氧化物的个数密度的测定试验]
[0352]
使用在上述特定氧化物比例ra测定试验中确定的20个视野,通过以下方法测定各
试验编号的钢材中的粗大氧化物的个数密度。计算出20个视野中确定的各氧化物的圆当量直径。根据20个视野中的全部氧化物中圆当量直径为20.0μm以上的氧化物的总个数和20个视野的总面积,求出圆当量直径为20.0μm以上的氧化物(粗大氧化物)的个数密度(个/mm2)。需要说明的是,当视野中所识别的氧化物中,相邻的氧化物的最短距离小于0.5μm时,视为这些氧化物群发生了团簇化,将这些氧化物群视为一个氧化物。并且根据视为一个氧化物的氧化物群的总面积,求出圆当量直径。得到的个数密度如表2中的“粗大氧化物个数密度(个/mm2)”栏所示。
[0353]
[切削性评价试验]
[0354]
对各试验编号的钢材、即直径60mm的棒钢实施外周车削加工,评价工具寿命。具体而言,对各试验编号的钢棒按以下条件实施外周车削加工。所使用的切削工具为相当于jis b 4053(2013)规定的p10的超硬合金。切削速度为150m/分钟,进给速度为0.15mm/rev,进刀量为1.0mm。需要说明的是,车削时未使用润滑剂。
[0355]
按照上述切削条件实施外周车削加工,将切削工具的后刀面磨损量达到0.2mm为止的时间定义为工具寿命(hr)。以比较基准钢材(钢种z)的工具寿命为基准,通过下式求出各试验编号的工具寿命比。
[0356]
工具寿命比=各试验编号的工具寿命(hr)/比较基准钢材(钢种z)的工具寿命(hr)
[0357]
得到的工具寿命比为0.8以上时,判断为切削性优异。另一方面,工具寿命比小于0.8时,判断为切削性低。
[0358]
[滚动疲劳试验片的制作]
[0359]
由各试验编号的钢材(直径60mm的棒钢)通过机械加工制造直径60mm、厚度5.5mm的圆板状中间品。中间品的厚度方向(5.5mm)相当于棒钢的长度方向。对中间品实施渗碳处理(渗碳淬火和回火),制造渗碳轴承部件。此时,以各渗碳轴承部件的表面c浓度达到0.80%且表面洛氏c硬度hrc达到60的方式实施渗碳淬火和回火。
[0360]
具体而言,渗碳淬火处理以如表3所示的碳势cp、加热温度(本实施例中加热温度=渗碳温度=淬火温度)和保持时间(=渗碳温度下的保持时间 淬火温度下的保持时间)来实施。淬火中的冷却方法为使用80℃的油进行的油冷。回火处理以表3所示的回火温度(180℃)和保持时间(120分钟)来实施,经过保持时间后进行空气冷却。通过以上工序,在各试验编号中制作多个作为模拟渗碳轴承部件的滚动疲劳试验片。
[0361]
[表3]
[0362]
表3
[0363][0364]
[表面的c浓度测定试验和表面的洛氏c硬度hrc试验]
[0365]
用各试验编号的滚动疲劳试验片实施表面的c浓度和表面的洛氏c硬度hrc试验。具体而言,使用电子探针显微分析仪(epma),在渗碳轴承部件的任意表面位置处从表面起至100μm深度为止,以1.0μm间距测定c浓度(质量%)。将测定的c浓度的算术平均值定义为表面c浓度(质量%)。得到的表面的c浓度如表2中的“剥离寿命”栏的“c浓度(%)”所示。
[0366]
进而,滚动疲劳试验片的洛氏c硬度hrc通过以下方法测定。在滚动疲劳试验片的表面确定任意4个测定位置。在所确定的4个测定位置,根据jis z2245(2011)实施采用c标度的洛氏c硬度hrc试验。将得到的4个洛氏c硬度hrc的算术平均值定义为表面处的洛氏c硬度hrc。得到的表面的洛氏c硬度hrc如表2的“hrc”栏所示。
[0367]
[在产氢环境下的剥离寿命试验]
[0368]
准备将各试验编号的试验片表面研磨加工后得到的滚动疲劳试验片。另外,在产氢环境下的剥离寿命试验中,对作为比较基准钢材的钢种z实施以下淬火处理和回火处理来代替上述渗碳处理。具体而言,利用机械由直径60mm的钢种z的棒钢制作直径60mm、厚度5.5mm的圆板状中间品。中间品的厚度方向(5.5mm)相当于钢棒的长度方向。对中间品实施淬火处理。淬火处理中的淬火温度为860℃,淬火温度下的保持时间为60分钟。经过保持时
间后,对中间品实施用80℃的油进行的油冷。需要说明的是,调整用于淬火处理的热处理炉的炉内气氛,以避免淬火处理后的中间品发生脱碳。对淬火处理后的中间品实施回火处理。回火处理中的回火温度为180℃,回火温度下的保持时间为120分钟。对得到的试验片的表面进行研磨加工,制成比较基准钢材的滚动疲劳试验片。
[0369]
使用各试验编号的滚动疲劳试验片和比较基准钢材(钢种z)的滚动疲劳试验片实施以下的剥离寿命试验。具体而言,为了模拟产氢环境,将滚动疲劳试验片浸渍在20%硫氰酸铵(nh4scn)水溶液中实施充氢处理。具体而言,按水溶液温度50℃、浸渍时间24小时来实施充氢处理。
[0370]
用推力式滚动疲劳试验机对充氢处理后的滚动疲劳试验片实施滚动疲劳试验。试验时的最大接触面压设为3.0gpa,重复速度设为1800cpm(cycle per minute)。试验时使用的润滑油为透平油,试验时使用的钢球为jis g 4805(2008)规定的suj2的调质材料。
[0371]
将滚动疲劳试验结果在威布尔概率纸上绘图,将表示10%损坏概率的l10寿命定义为“剥离寿命”。将各试验编号的剥离寿命相对于比较基准钢材(钢种z)的剥离寿命的比定义为剥离寿命比。即,通过下式求出剥离寿命比。
[0372]
剥离寿命比=各试验编号的剥离寿命/比较基准钢材(钢种z)的剥离寿命
[0373]
得到的剥离寿命比示于表2的“剥离寿命比”栏。得到的剥离寿命比为2.0以上时,判断为在产氢环境下的剥离寿命优异。另一方面,剥离寿命比小于2.0时,判断为在产氢环境下的剥离寿命低。
[0374]
[试验结果]
[0375]
表2中示出了试验结果。参照表2,试验编号1~8的化学组成中,各元素含量合适,f1~f4满足式(1)~式(4)。进而,制造条件也合适。因此,显微组织中的铁素体和珠光体的总面积率为5.0%以上,余量为贝氏体,进而,特定氧化物比例ra为30.0%以上,圆当量直径为20.0μm以上的氧化物的个数密度为15.0个/mm2以下。因此,钢材的工具寿命比为0.8以上,获得了优异的切削性。进而,在用渗碳处理后的渗碳轴承部件进行的耐产氢环境下的剥离寿命试验中,剥离寿命比为2.0以上,在产氢环境下的剥离寿命优异。
[0376]
另一方面,试验编号9虽然化学组成中的各元素含量在本实施方式的范围内,满足式(2)~式(4),但是f1值小于式(1)的下限。因此,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0377]
试验编号10虽然化学组成中的各元素含量在本实施方式的范围内,满足式(2)~式(4),但是f1值大于式(1)的上限。因此,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0378]
试验编号11虽然化学组成中的各元素含量在本实施方式的范围内,满足式(1)、式(3)和式(4),但是f2值小于式(2)的下限。因此,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0379]
试验编号12虽然化学组成中的各元素含量在本实施方式的范围内,满足式(1)、式(3)和式(4),但是f2值大于式(2)的上限。因此,显微组织中的铁素体和珠光体的总面积率小于5.0%,钢材的工具寿命比小于0.8,钢材的切削性低。
[0380]
试验编号13和14虽然化学组成中的各元素含量在本实施方式的范围内,满足式(1)、式(2)和式(4),但是f3值小于式(3)的下限。因此,剥离寿命比小于2.0,在产氢环境下
的剥离寿命短。
[0381]
试验编号15和16虽然化学组成中的各元素含量在本实施方式的范围内,满足式(1)~式(3),但是f4值小于式(4)的下限。因此,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0382]
试验编号17和18的钢材的化学组成中的各元素含量合适,满足式(1)~式(4)。进而,满足制造条件的条件2~条件4。但是,条件1的lf处理时间过短。因此,特定氧化物比例ra小于30.0%。进而,圆当量直径为20.0μm以上的氧化物的个数密度大于15.0个/mm2。其结果,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0383]
试验编号19和20的钢材的化学组成中的各元素含量合适,满足式(1)~式(4)。并且,满足制造条件的条件1~条件3。但是,条件4的rh处理时间过短。因此,圆当量直径为20.0μm以上的氧化物的个数密度大于15.0个/mm2。其结果,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0384]
试验编号21的钢材的化学组成中的各元素含量合适,满足式(1)~式(4)。进而,满足制造条件的条件1、条件3和条件4。但是,条件2中,lf处理结束后的炉渣的碱度小于5.0。因此,特定氧化物比例ra小于30.0%。进而,圆当量直径为20.0μm以上的氧化物的个数密度大于15.0个/mm2。其结果,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0385]
试验编号22的钢材的化学组成中的各元素含量合适,满足式(1)~式(4)。进而,满足制造条件的条件1、条件3和条件4。但是,条件2中,lf处理结束后的炉渣的碱度大于12.0。因此,圆当量直径为20.0μm以上的氧化物的个数密度大于15.0个/mm2。其结果,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0386]
试验编号23的钢材的化学组成中的各元素含量合适,满足式(1)~式(4)。进而,满足制造条件的条件1、条件2和条件4。但是,条件3中,lf处理后的钢水中的al含量大于制造后的钢材中的al含量的80.0%。因此,特定氧化物比例ra小于30.0%。进而,圆当量直径为20.0μm以上的氧化物的个数密度大于15.0个/mm2。其结果,剥离寿命比小于2.0,在产氢环境下的剥离寿命短。
[0387]
以上,对本发明的实施方式进行了说明。但是,上述实施方式只不过是用于实施本发明的示例。因此,本发明不限于上述实施方式,在不超出本发明精神的范围内,可以对上述实施方式适当改变来实施。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。