1.本发明涉及控制航空发动机环形件加工变形的结构设计和应用技术领域,特别提供了一种控制航空发动机环形件周向切断变形的方法。
背景技术:
2.为保证装配的便利性,航空发动机中,有部分零件为首先整环切断成扇段零件,再回装恢复成整环,受零件结构的影响,在零件切断过程中零件的内应力释放,导致零件的切口存在向内收缩或向外扩张的变形,影响零件的合格率。而控制零件加工后产生的残余应力,是一项及其困难的工作,如何低成本高质量地加工零件是加工单位迫切需求的。
3.人们迫切希望获得一种技术效果优良的控制航空发动机环形件周向切断变形的方法。
技术实现要素:
4.本发明的目的是提供一种技术效果优良的控制航空发动机环形件周向切断变形的方法。控制零件的变形量,保证零件的合格率,减少控制零件变形导致的加工成本增加。
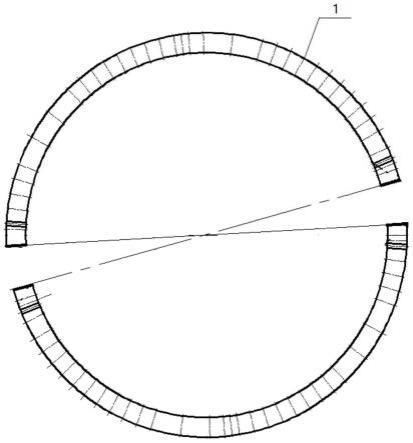
5.所述控制航空发动机环形件周向切断变形的方法,通过对零件结构的分析,零件切断后连接,结构为劣弧,零件整环状态下圆度较好,切断变形为零件的主要变形,在越靠近零件切口位置零件变形量越大,基本在距离零件切口100mm范围内为较大变形量位置。沿着箭头方向切断变形量逐渐降低,将零件从中间对称切断,使盈利在切断口位置释放,采用线切割加工,避免出现新的加工应力。
6.所述控制航空发动机环形件周向切断变形的方法步骤如下:
7.步骤一,在圆环零件对称180
°
的位置分别切一刀,将圆环零件切断为两个独立的半圆零件;
8.步骤二,取一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;根据零件直径,直径越大,去除越长;
9.步骤三,取另一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;根据零件直径,直径越大,去除越长;
10.步骤四,对完成加工的零件进行检查。
11.优选的,所述步骤二和步骤三中切割采用线切割方式。
12.优选的,所述步骤二和步骤三中通过径向孔作为定位基准。
13.所述控制航空发动机环形件周向切断变形的方法可有效的缩减变形量0.1mm。所增加的加工成本为加工时间增加,0.6小时/台,约30元/台,照比其它同等控制量的控制变形方法带来的零件加工成本增加200元/台,相当于每台降低成本170元。
14.所述控制航空发动机环形件周向切断变形的方法,利用零件结构特点,将切断方式由原来的四刀切断,改为采用六刀切断地方式,将零件变形最大部分去除,保证了零件在装配过程中地回装圆度,有效地控制了零件地变形,控制方法简单,效果明显。
附图说明
15.下面结合附图及实施方式对本发明作进一步详细的说明:
16.图1为零件切断后变形示意图;
17.图2为沿圆环零件对称180
°
的位置分别切刀示意图;
18.图3为在半圆零件的两端分别切刀示意图。
具体实施方式
19.实施例1
20.所述控制航空发动机环形件周向切断变形的方法,通过对零件结构的分析,零件切断后连接,结构为劣弧,零件整环状态下圆度较好,切断变形为零件的主要变形,在越靠近零件切口位置零件变形量越大,基本在距离零件切口100mm范围内为较大变形量位置,具体参见附图1。沿着箭头方向切断变形量逐渐降低,将零件从中间对称切断,使盈利在切断口位置释放,采用线切割加工,避免出现新的加工应力,具体参见附图2,
21.所述控制航空发动机环形件周向切断变形的方法步骤如下:
22.步骤一,在圆环零件对称180
°
的位置分别切一刀,将圆环零件切断为两个独立的半圆零件;
23.步骤二,取一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;根据零件直径,直径越大,去除越长;参见附图3。
24.步骤三,取另一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;根据零件直径,直径越大,去除越长;参见附图3。
25.步骤四,对完成加工的零件进行检查。
26.优选的,所述步骤二和步骤三中切割采用线切割方式。
27.优选的,所述步骤二和步骤三中通过径向孔1作为定位基准。
技术特征:
1.一种控制航空发动机环形件周向切断变形的方法,其特征在于:所述控制航空发动机环形件周向切断变形的方法步骤如下:步骤一,在圆环零件对称180
°
的位置分别切一刀,将圆环零件切断为两个独立的半圆零件;步骤二,取一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;步骤三,取另一个半圆零件装夹在机床上,在半圆零件的两端分别切一刀,将半圆零件90%~95%切断变形位置去除;去除30~50mm;步骤四,对完成加工的零件进行检查。2.按照权利要求1所述控制航空发动机环形件周向切断变形的方法,其特征在于:所述步骤二和步骤三中切割采用线切割方式。3.按照权利要求2所述控制航空发动机环形件周向切断变形的方法,其特征在于:所述步骤二和步骤三中通过径向孔(1)作为定位基准。
技术总结
本发明公开了一种控制航空发动机环形件周向切断变形的方法,步骤如下:步骤一,在圆环零件对称180
技术研发人员:李健 刘赟奕 李远宾 牛存可
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2022.10.24
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。