1.本发明涉及甜甜圈加工领域,具体是一种用于甜甜圈的注塑模具及注塑方法。
背景技术:
2.现有的甜甜圈注塑模具的外圈可以拉出来,但是内圈拉不出来,因为是一个合起来的圆圈,现有注塑模具厂可以做的就是把甜甜圈切成两半,然后再用胶水粘起来,在粘接过程中,要放水、水晶泥或金葱亮片等等,内容物在甜甜圈里面用胶粘,内容物会漏出来,导致粘接的效果欠佳,而且在开模后,甜甜圈大都直接在模腔中,取出较为不便,导致生产效率大打折扣,因此,本领域技术人员提供了一种用于甜甜圈的注塑模具及注塑方法,以解决上述背景技术中提出的问题。
技术实现要素:
3.本发明的目的在于提供一种用于甜甜圈的注塑模具及注塑方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种用于甜甜圈的注塑模具及注塑方法,包括上模板,所述上模板下方设置有成型上模,所述成型上模下方设置有成型下模,所述成型下模下方两侧均设置有支撑板,所述支撑板下方设置有安装板,所述成型上模与所述成型下模相邻一侧壁的开口部位设置有活动方铁,所述活动方铁上方中部以及两侧开设的孔中均设置有方铁导向套,所述成型下模上与所述方铁导向套相对位置均设置有方铁导向柱,所述成型下模上位于中部的方铁导向柱两侧均活动设置有限位拉钉,所述限位拉钉与所述活动方铁通过螺纹连接,所述成型上模以及所述成型下模内部均开设有甜甜圈成型模腔,所述活动方铁一侧壁上设置有蕊子动环,所述蕊子动环与所述活动方铁接触部位外围设置有开口定位套,所述成型下模上的甜甜圈成型腔体内部设置有蕊子定环,所述蕊子定环与所述蕊子动环合并后构成一个环形的结构。
6.作为本发明进一步的方案:所述成型下模上方两端部均固定连接有开模导向柱,所述成型下模上均设置有与所述开模导向柱配合的开模导向套,所述开模导向套与所述成型上模过盈连接,所述成型上模与所述成型下模通过所述开模导向柱和所述开模导向套滑动连接。
7.作为本发明进一步的方案:所述活动方铁上位于所述蕊子动环一侧开设有固定沉孔,所述固定沉孔内部设置有动环固定螺钉,所述蕊子动环与所述活动方铁通过所述动环固定螺钉进行固定。
8.作为本发明进一步的方案:所述开口定位套的内孔为腰型结构,所述蕊子定环上位于所述开口定位套的腰型内孔部位为与所述开口定位套限位配合的腰型柱。
9.作为本发明进一步的方案:所述活动方铁与所述成型下模通过所述方铁导向柱和方铁导向套滑动连接,所述安装板上位于所述限位拉钉底端开设有螺钉避让孔。
10.作为本发明进一步的方案:所述成型上模与所述上模板通过螺钉连接,所述成型下模与所述支撑板通过螺钉连接,所述支撑板与所述安装板通过螺钉连接,所述安装板与所述支撑板构成一个l型结构。
11.作为本发明进一步的方案:所述成型上模与所述成型下模之间的甜甜圈成型模腔中位于所述蕊子动环和蕊子定环外围一体成型有甜甜圈本体,所述成型上模以及所述成型下模相对彼此相对两侧壁上均开设有注塑孔。
12.作为本发明进一步的方案:所述成型上模下方位于所述方铁导向套一侧均设置有开闭器,所述活动方铁上位于所述开闭器一端部均开设有与所述开闭器胀紧配合的开闭孔。
13.作为本发明进一步的方案:所述开闭器为尼龙胶塞,所述开闭器与所述成型上模通过螺钉连接,所述开闭器与所述活动方铁上的开闭孔之间有0.1-0.2mm的连带过盈余量。
14.一种用于甜甜圈的注塑模具及注塑方法,包括如下步骤:
15.s101、在使用此模具时,先通过螺钉将此模具上的上模板和安装板固定在注塑机上,连接好注塑口后,开始合模,合模后,蕊子动环和蕊子定环闭合成整圆环,所述成型上模与所述成型下模之间的甜甜圈成型模腔中位于所述蕊子动环和蕊子定环外围形成一个甜甜圈空心环;
16.s102、将原料注塑到所述步骤s101中形成的甜甜圈空心环中,实现对甜甜圈的注塑成型;
17.s103、开模时,成型上模锁在机台,活动方铁和成型上模之间装有开闭器,活动方铁由开闭器拉在成型上模上,成型下模会继续沿注塑机开模方向拖动,蕊子定环固定在成型下模,这样蕊子定环随着成型下模远离,蕊子定环就会脱离蕊子动环,拉开一定距离后,固定在方铁上的限位拉钉会撞击在成型下模上,成型下模就会强拉活动方铁,力值远大于活动方铁和成型上模之间的开闭器,会拉着活动方铁离开成型上模,这样成型下模滑动到注塑机的极限位置时,活动方铁已脱开成型上模,并处于中间位置,方便取产品;
18.s104、依次循环,实现对甜甜圈产品的批量注塑加工。
19.与现有技术相比,本发明的有益效果是:
20.1、通过活动方铁和成型上模之间装有开闭器,且在活动方铁与成型下模之间设置限位拉钉,可以在开模后,通过开闭器将活动方铁拉出,蕊子定环就会脱离蕊子动环,拉开一定距离后,固定在方铁上的限位拉钉会撞击在成型下模上,成型下模就会强拉活动方铁,活动方铁已脱开成型上模,并处于中间位置,可以大大的方便取产品,进而提高注塑的效率;
21.2、本发明通过设置蕊子定环和蕊子动环配合的方式实现对甜甜圈内部环形空间的组装,通过开模后将蕊子定环从甜甜圈中弹性拉出,可以实现对甜甜圈一次注塑即可成型,解决了现有模具厂无法做这一个空心的圆圈,无法拉出模具的问题。
附图说明
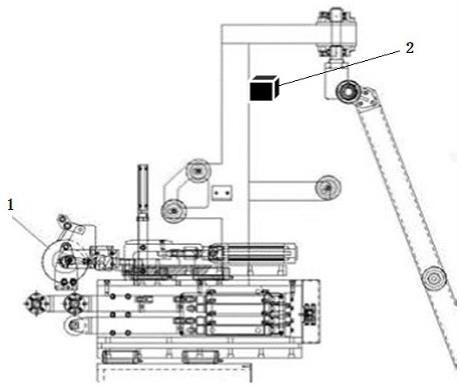
22.图1为本发明的结构示意图;
23.图2为本发明的爆炸图;
24.图3为本发明的后视爆炸图;
25.图4为本发明的仰视爆炸图。
26.图中:1、上模板;2、成型上模;3、成型下模;4、支撑板;5、安装板;6、活动方铁;7、注塑孔;8、固定沉孔;9、动环固定螺钉;10、开模导向柱;11、开模导向套;12、开闭器;13、方铁导向柱;14、限位拉钉;15、方铁导向套;16、开口定位套;17、甜甜圈成型模腔;18、蕊子动环;19、蕊子定环;20、甜甜圈本体;21、螺钉避让孔。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1~4,本发明实施例中,一种用于甜甜圈的注塑模具及注塑方法,包括上模板1,上模板1下方设置有成型上模2,成型上模2下方设置有成型下模3,成型下模3下方两侧均设置有支撑板4,支撑板4下方设置有安装板5,成型上模2与成型下模3相邻一侧壁的开口部位设置有活动方铁6,活动方铁6上方中部以及两侧开设的孔中均设置有方铁导向套15,成型下模3上与方铁导向套15相对位置均设置有方铁导向柱13,成型下模3上位于中部的方铁导向柱13两侧均活动设置有限位拉钉14,限位拉钉14与活动方铁6通过螺纹连接,成型上模2以及成型下模3内部均开设有甜甜圈成型模腔17,活动方铁6一侧壁上设置有蕊子动环18,蕊子动环18与活动方铁6接触部位外围设置有开口定位套16,成型下模3上的甜甜圈成型腔体内部设置有蕊子定环19,蕊子定环19与蕊子动环18合并后构成一个环形的结构。
29.通过采用上述技术方案,通过活动方铁6和成型上模2之间装有开闭器12,且在活动方铁6与成型下模3之间设置限位拉钉14,可以在开模后,通过开闭器12将活动方铁6拉出,蕊子定环19就会脱离蕊子动环18,拉开一定距离后,固定在方铁上的限位拉钉14会撞击在成型下模3上,成型下模3就会强拉活动方铁6,活动方铁6已脱开成型上模2,并处于中间位置,可以大大的方便取产品,进而提高注塑的效率。
30.本实施例中,成型下模3上方两端部均固定连接有开模导向柱10,成型下模3上均设置有与开模导向柱10配合的开模导向套11,开模导向套11与成型上模2过盈连接,成型上模2与成型下模3通过开模导向柱10和开模导向套11滑动连接,可以实现对活动方铁6的运动提供定位导向,确保重复定位精度。
31.本实施例中,活动方铁6上位于蕊子动环18一侧开设有固定沉孔8,固定沉孔8内部设置有动环固定螺钉9,蕊子动环18与活动方铁6通过动环固定螺钉9进行固定,可以实现对蕊子动环18的固定安装。
32.本实施例中,开口定位套16的内孔为腰型结构,蕊子定环19上位于开口定位套16的腰型内孔部位为与开口定位套16限位配合的腰型柱,可以实现对开口定位套16的限位安装。
33.本实施例中,活动方铁6与成型下模3通过方铁导向柱13和方铁导向套15滑动连接,安装板5上位于限位拉钉14底端开设有螺钉避让孔21,可以实现对限位拉钉14的合理避让。
34.本实施例中,成型上模2与上模板1通过螺钉连接,成型下模3与支撑板4通过螺钉连接,支撑板4与安装板5通过螺钉连接,安装板5与支撑板4构成一个l型结构。
35.本实施例中,成型上模2与成型下模3之间的甜甜圈成型模腔17中位于蕊子动环18和蕊子定环19外围一体成型有甜甜圈本体20,成型上模2以及成型下模3相对彼此相对两侧壁上均开设有注塑孔7。
36.通过采用上述技术方案,通过设置蕊子定环19和蕊子动环18配合的方式实现对甜甜圈内部环形空间的组装,通过开模后将蕊子定环19从甜甜圈中弹性拉出,可以实现对甜甜圈一次注塑即可成型,解决了现有模具厂无法做这一个空心的圆圈,无法拉出模具的问题。
37.本实施例中,成型上模2下方位于方铁导向套15一侧均设置有开闭器12,活动方铁6上位于开闭器12一端部均开设有与开闭器12胀紧配合的开闭孔,可以实现拉动活动方铁6随着成型上模2运动。
38.本实施例中,开闭器12为尼龙胶塞,开闭器12与成型上模2通过螺钉连接,开闭器12与活动方铁6上的开闭孔之间有0.1-0.2mm的连带过盈余量。
39.一种用于甜甜圈的注塑模具及注塑方法,包括如下步骤:
40.s101、在使用此模具时,先通过螺钉将此模具上的上模板1和安装板5固定在注塑机上,连接好注塑口后,开始合模,合模后,蕊子动环18和蕊子定环19闭合成整圆环,成型上模2与成型下模3之间的甜甜圈成型模腔17中位于蕊子动环18和蕊子定环19外围形成一个甜甜圈空心环;
41.s102、将原料注塑到步骤s101中形成的甜甜圈空心环中,实现对甜甜圈的注塑成型;
42.s103、开模时,成型上模2锁在机台,活动方铁6和成型上模2之间装有开闭器12,活动方铁6由开闭器12拉在成型上模2上,成型下模3会继续沿注塑机开模方向拖动,蕊子定环19固定在成型下模3,这样蕊子定环19随着成型下模3远离,蕊子定环19就会脱离蕊子动环18,拉开一定距离后,固定在方铁上的限位拉钉14会撞击在成型下模3上,成型下模3就会强拉活动方铁6,力值远大于活动方铁6和成型上模2之间的开闭器12,会拉着活动方铁6离开成型上模2,这样成型下模3滑动到注塑机的极限位置时,活动方铁6已脱开成型上模2,并处于中间位置,方便取产品;
43.s104、依次循环,实现对甜甜圈产品的批量注塑加工。
44.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。