1.本发明属于快速定位锁紧装置领域,涉及一种锁紧法兰,特别是一种数控车床用快速定位锁紧法兰组及使用方法。
背景技术:
2.车削加工中往往需要用到多种装夹定位工具,如卡盘、弹簧夹头、顶尖、花盘、工装等。尤其是对于多品种、小批量零件的生产加工企业,其在日常加工中,需要根据所加工的零件,在各种装夹定位工具中频繁切换,以满足零件的加工要求。
3.目前的操作方式存在如下弊端:
4.1、数控车床连接装夹附件的结构单一,各种附件无法直接连接车床主轴,要满足上述多种装夹要求往往需要制作各种复杂的工装,甚至需要更换设备,加工成本高;
5.2、各种装夹附件安装后需找正,锁紧多个螺钉后才可使用,操作复杂,效率低;
6.3、装夹附件无重复定位,更换后需用标准棒重新找正,重复定位误差大,辅助时间长。
技术实现要素:
7.本发明的目的在于提供一种方便连接、加工成本低、方便操作、效率高、易于实现的数控车床用快速定位锁紧法兰组及使用方法。
8.本发明解决其技术问题是通过以下技术方案实现的:
9.一种数控车床用快速定位锁紧法兰组,其特征在于:包括法兰盘、定位转接盘、偏心凸轮轴、拉杆螺丝及限位螺钉,所述法兰盘的一侧通过主轴连接螺钉与机床主轴连接,所述法兰盘的另一侧通过拉杆螺丝与定位转接盘连接,所述的偏心凸轮轴通过限位螺钉安装在法兰盘上,用于对拉杆螺丝进行锁紧调节。
10.而且,所述的法兰盘包括法兰盘体、锥形中间孔、主轴锁紧螺钉孔、拉杆螺丝锁紧孔及限位螺钉定位孔,在所述法兰盘体的中部设有锥形中间孔,在锥形中间孔的外圈间隔设有主轴锁紧螺钉孔,在主轴锁紧螺钉孔的外圈间隔设置有拉杆螺丝锁紧孔,在法兰盘体的外缘上设有偏心凸轮安装孔,该偏心凸轮安装孔与拉杆螺丝锁紧孔相连通,在法兰盘体上拉杆螺丝锁紧孔的外圈设有限位螺钉定位孔;
11.车床主轴与法兰盘的锥形中间孔采用内外锥配合定位,主轴锁紧螺钉孔与车床主轴上的法兰孔相对,并通过主轴连接螺钉实现连接;在拉杆螺丝锁紧孔内穿装有拉杆螺丝,该拉杆螺丝通过安装在偏心凸轮安装孔内的偏心凸轮锁紧,该拉杆螺丝与定位转接盘螺纹连接,所述的偏心凸轮通过穿装在限位螺钉定位孔中的限位螺钉进行限位。
12.而且,所述的定位转接盘包括定位转接盘体、拉杆螺丝定位孔及装夹附件连接孔,在所述的定位转接盘体上对应拉杆螺丝锁紧孔的位置设置有拉杆螺丝定位孔,所述的拉杆螺丝与该拉杆螺丝定位孔螺纹连接,在定位转接盘体上还间隔设置有装夹附件连接孔,在该装夹附件连接孔内螺纹安装有与装夹附件连接的装夹附件连接螺钉。
13.而且,在所述法兰盘的端面上设有十字梯形凸起,在定位转接盘上与法兰盘相对的一面设有与十字梯形槽相适配的十字梯形槽。
14.而且,所述的偏心凸轮轴由轴体、限位槽及第一凹弧面构成,在所述轴体的顶端设有驱动凹槽,在轴体上靠上的位置切削有一圈限位槽,所述的限位螺钉插入到该限位槽内,在限位槽的下部轴体为一偏心轴体,在该偏心轴体上切削有第一凹弧面;
15.所述的拉杆螺丝由定位圆柱及拉紧螺纹杆构成,在所述定位圆柱的一端同轴设置有拉紧螺纹杆,在定位圆柱上切削有与第一凹弧面相适配的第二凹弧面;
16.第一凹弧面与第二凹弧面正相对时,拉紧螺丝能够从法兰盘上脱出;当转动偏心凸轮轴时,偏心凸轮轴中间的偏心轴体会在拉杆螺丝的第二凹弧面上产生轴向拉力,拉紧拉杆螺丝并自锁。
17.一种数控车床用快速定位锁紧法兰组的使用方法,其特征在于:包括如下步骤:
18.步骤1,将偏心凸轮轴依次安装于法兰盘的偏心凸轮安装孔内,然后将限位螺钉安装进限位螺钉定位孔内,使限位螺钉限位在偏心凸轮轴的限位槽处,防止偏心凸轮轴在车床主轴旋转时脱出;
19.步骤2,将法兰盘以内锥孔配合机床主轴外锥面定位,通过主轴连接螺钉安装在机床上;
20.步骤3,将拉杆螺丝通过其上的拉紧螺纹杆螺纹安装在定位转接盘背面,保证第一凹弧面与第二凹弧面相对;
21.步骤4,将定位转接盘通过十字梯形槽与法兰盘十字梯形凸起配合定位,此时拉杆螺丝伸入法兰盘端面拉杆螺丝锁紧孔内,采用工具转动偏心凸轮轴,将定位转接盘锁紧;
22.步骤5,在定位转接盘上安装相应的装夹附件,首次安装装夹附件需找正中心后用与之相匹配的螺钉锁紧;
23.步骤6,需更换装夹附件时,转动偏心凸轮轴,松开拉杆螺丝,连同定位转接盘一起拿下装夹附件,更换新的装夹附件进行加工;
24.步骤7,重复步骤4-6完成下一次装夹附件的更换,经过首次找正的装夹附件,在二次更换时无需找正,重复定位精度优于0.01mm。
25.本发明的优点和有益效果为:
26.1、本数控车床用快速定位锁紧法兰组及使用方法,法兰盘采用数控车床标准接口,通用性好;定位采用十字梯形槽配合端面过定位的定位方式,重复定位精度高,定位可靠,尤其对于单件小批量生产效果最优;本发明中的锁紧采用偏心凸轮锁紧的方式,锁紧简单可靠,从而大幅提高换装效率;本发明通过对定位转接盘的改造,可对多种装夹附件进行快速换装,极大降低生产成本,同时对车间工人的操作技术无太高的要求,适用的操作人员范围较广。
27.2、本发明设计科学合理,具有方便连接、加工成本低、方便操作、效率高、易于实现的优点,是一种具有较高创新性的数控车床用快速定位锁紧法兰组及使用方法。
附图说明
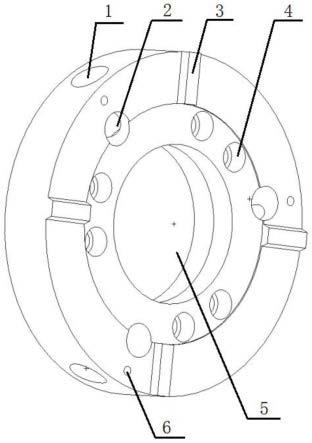
28.图1为本发明法兰盘的正面结构示意图;
29.图2为本发明法兰盘的背面结构示意图;
30.图3为本发明定位转接盘的结构示意图;
31.图4为本发明示意偏心凸轮轴、拉杆螺丝在法兰盘上安装位置的结构示意图;
32.图5为本发明偏心凸轮轴与拉杆螺丝在锁紧状态下的结构示意图;
33.图6为本发明偏心凸轮轴与拉杆螺丝在松开状态下的结构示意图;
34.图7为本发明偏心凸轮轴的结构示意图;
35.图8为本发明拉杆螺丝的结构示意图;
36.图9为本发明的剖视图。
37.附图标记说明:
38.1-偏心凸轮安装孔、2-拉杆螺丝锁紧孔、3-十字梯形凸起、4-主轴锁紧螺钉孔、5-锥形中间孔、6-限位螺钉定位孔、7-十字梯形槽、8-装夹附件连接孔、9-拉杆螺丝定位孔、10-偏心凸轮轴、11-拉杆螺丝、12-法兰盘体、13-驱动凹槽、14-限位槽、15-第一凹弧面、16-第二凹弧面、17-拉紧螺纹杆、18-机床主轴、19-限位螺钉、20-装夹附件、21-装夹附件连接螺钉、22-定位转接盘、23-法兰盘、24-主轴连接螺钉。
具体实施方式
39.下面通过具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
40.一种数控车床用快速定位锁紧法兰组,其创新之处在于:包括法兰盘23、定位转接盘22、偏心凸轮轴10、拉杆螺丝11及限位螺钉19,所述法兰盘的一侧通过主轴连接螺钉24与机床主轴18连接,所述法兰盘的另一侧通过拉杆螺丝与定位转接盘连接,所述的偏心凸轮轴通过限位螺钉安装在法兰盘上,用于对拉杆螺丝进行锁紧调节,偏心凸轮轴与拉杆螺丝之间采用偏心锁紧的方式锁紧。
41.法兰盘采用与数控车床主轴通用的法兰接口,适用于各类车工装夹附件的快速定位、锁紧安装。
42.法兰盘用于与数控车床主轴以及定位转接板的连接。所述的法兰盘包括法兰盘体12、锥形中间孔5、主轴锁紧螺钉孔4、拉杆螺丝锁紧孔2及限位螺钉定位孔6,在所述法兰盘体的中部设有锥形中间孔,在锥形中间孔的外圈间隔设有6个主轴锁紧螺钉孔,在主轴锁紧螺钉孔的外圈间隔设置有3个拉杆螺丝锁紧孔,在法兰盘体的外缘上设有3个偏心凸轮安装孔1,该偏心凸轮安装孔与拉杆螺丝锁紧孔相连通,在法兰盘体上拉杆螺丝锁紧孔的外圈设有3个限位螺钉定位孔;
43.车床主轴与法兰盘的锥形中间孔采用内外锥配合定位,法兰盘端面与车床主轴端面留有0.02mm-0.05mm的间隙,主轴锁紧螺钉孔与车床主轴上的法兰孔相对,并通过6个m12主轴连接螺钉实现连接;在拉杆螺丝锁紧孔内穿装有拉杆螺丝,该拉杆螺丝通过安装在偏心凸轮安装孔内的偏心凸轮锁紧,该拉杆螺丝与定位转接盘螺纹连接,所述的偏心凸轮通过穿装在限位螺钉定位孔中的m8限位螺钉进行限位。限位螺钉用于防止偏心凸轮轴在工作时于法兰盘上脱出。限位螺钉于法兰盘背面m8限位螺钉定位孔拧入,杆体伸入偏心凸轮轴的限位槽内形成限位,防止偏心凸轮轴径向脱出。
44.定位转接盘用于法兰盘与各种装夹附件20的连接。其中与法兰盘采用十字梯形槽配合定位,偏心锁紧结构锁紧,锁紧后两端面为过定位状态;与装夹附件采用与之相匹配的
装夹附件连接螺钉21连接。
45.所述的定位转接盘包括定位转接盘体、拉杆螺丝定位孔9及装夹附件连接孔8,在所述的定位转接盘体上对应拉杆螺丝锁紧孔的位置设置有拉杆螺丝定位孔,所述的拉杆螺丝与该拉杆螺丝定位孔螺纹连接,在定位转接盘体上还间隔设置有装夹附件连接孔,在该装夹附件连接孔内螺纹安装有与装夹附件连接的装夹附件连接螺钉。
46.在所述法兰盘的端面上设有十字梯形凸起3,在定位转接盘上与法兰盘相对的一面设有与十字梯形槽相适配的十字梯形槽7。
47.所述的偏心凸轮轴由轴体、限位槽14及第一凹弧面15构成,在所述轴体的顶端设有驱动凹槽13,该驱动凹槽可以是内六角凹槽,借助外六角扳手使其旋转,在轴体上靠上的位置切削有一圈限位槽,所述的限位螺钉插入到该限位槽内,在限位槽的下部轴体为一偏心轴体,在该偏心轴体上切削有第一凹弧面;
48.所述的拉杆螺丝由定位圆柱及拉紧螺纹杆17构成,在所述定位圆柱的一端同轴设置有拉紧螺纹杆,拉紧螺纹杆上的螺纹为m16螺纹,在定位圆柱上切削有与第一凹弧面相适配的第二凹弧面16;
49.如图6所示,第一凹弧面与第二凹弧面正相对时,拉紧螺丝能够从法兰盘上脱出;如图5所示,当转动偏心凸轮轴时,偏心凸轮轴中间的偏心轴体会在拉杆螺丝的第二凹弧面上产生轴向拉力,拉紧拉杆螺丝并自锁。
50.偏心凸轮轴与拉杆螺丝的配合共同构成一个偏心锁紧结构。偏心锁紧结构用于法兰盘和定位转接盘的锁紧,用其自锁特性保证加工时不松动。其中保持第一凹弧面与第二凹弧面的相对状态,将拉杆螺丝伸入拉杆螺丝锁紧孔内,当转动偏心凸轮轴时,凸轮中间的偏心轴体会在拉杆螺丝的第二凹弧面上产生轴向拉力,拉紧拉杆螺丝并自锁;反向转动偏心凸轮轴则会松开拉杆螺丝。
51.一种数控车床用快速定位锁紧法兰组的使用方法,其创新之处在于:包括如下步骤:
52.步骤1,将3个偏心凸轮轴依次安装于法兰盘的偏心凸轮安装孔内,然后将m8限位螺钉安装进限位螺钉定位孔内,使限位螺钉限位在偏心凸轮轴的限位槽处,防止偏心凸轮轴在车床主轴旋转时脱出;
53.步骤2,将法兰盘以内锥孔配合机床主轴外锥面定位,通过6个m12主轴连接螺钉安装在机床主轴上;
54.步骤3,将3个拉杆螺丝通过其上的m16拉紧螺纹杆螺纹安装在定位转接盘背面,保证第一凹弧面与第二凹弧面相对;
55.步骤4,将定位转接盘通过十字梯形槽与法兰盘十字梯形凸起配合定位,此时拉杆螺丝伸入法兰盘端面拉杆螺丝锁紧孔内,采用工具转动偏心凸轮轴,将定位转接盘锁紧;
56.步骤5,在定位转接盘上安装相应的装夹附件,首次安装装夹附件需找正中心后用与之相匹配的螺钉锁紧;
57.步骤6,需更换装夹附件时,转动偏心凸轮轴,松开拉杆螺丝,连同定位转接盘一起拿下装夹附件,更换新的装夹附件进行加工;
58.步骤7,重复步骤4-6完成下一次装夹附件的更换,经过首次找正的装夹附件,在二次更换时无需找正,重复定位精度优于0.01mm。
59.各种装夹附件在使用本发明前后的安装时间及重复定位精度对比如下表所示
[0060][0061]
由上表可知,使用本发明可大大缩短安装装夹附件的时间,提高重复定位的精度。
[0062]
本发明可用于航天,航空,船舶,精密仪器等行业的数控车床装夹,对单件小批量产品加工领域有十分广阔的推广应用前景。
[0063]
尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本发明的范围不局限于实施例和附图所公开的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
