一种快速冲压装置
1.技术领域
2.本发明涉及照明灯具生产加工设备技术领域,尤其涉及一种快速冲压装置。
背景技术:
3.冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,冲压装置是上模,下模、底座、电机、弧形齿条等结构构成的,主要是将材料加工成零件的装置。
4.公开号为cn110756642b的发明公开了一种照明灯具生产加工用冲压装置,涉及照明灯具生产加工设备技术领域,为了解决现有的灯具生产用的冲压装置在冲压过后,制成的零件需要人员手动从模腔内取出,耗费冲压时间,冲压效率低的问题。包括底座、上模和下模;下模设置在第一垫块和第二垫块上,第一垫块和第二垫块上分别固定有左侧板和右侧板,支板上设有竖向滑杆,竖向滑杆上滑动设置有滑块,滑块的侧面连接有升降座,所述照明灯具生产加工用冲压装置还包括用于带动升降座升降的驱动组件和用于顶起下模内产品零件的顶出机构。
5.为了解决现有的灯具生产用的冲压装置在冲压过后,制成的零件需要人员手动从模腔内取出,耗费冲压时间,冲压效率低的问题,本技术提供了另一种解决该技术问题的技术方案,旨在为本领域技术人员提供多种解决问题的方案选择。针对上述问题,本发明提出了一种快速冲压装置。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种快速冲压装置。
7.为了实现上述目的,本发明采用了如下技术方案:一种快速冲压装置,包括底座和调节装置,所述底座的上表面固定连接有用于冲压灯具零件的下模,所述底座的上表面固定连接有左侧板,所述左侧板的上表面固定连接有电机,所述电机的输出端固定连接有驱动齿轮,所述底座的上表面固定连接有右侧板,所述右侧板的上表面固定连接有支座,所述支座的一侧转动连接有转杆,所述转杆的一侧固定连接有弧形齿条,所述弧形齿条与驱动齿轮相啮合,所述转杆的一侧固定连接有凸柱,所述右侧板的靠近左侧板的一侧安装有滑杆,所述滑杆的圆弧面滑动连接有滑块,所述滑块的一侧固定连接有升降座,所述升降座的上表面固定连接有条形滑道,所述条形滑道的内壁与凸柱滑动连接,所述升降座的下表面固定连接有用于冲压灯具零件的上模,所述底座的一侧开设有方形槽,所述底座靠近方形槽的一侧设有用于顶出下模内灯具零件的调节装置。
8.采用上述技术方案,该照明灯具生产加工用冲压装置冲压完成后,通过设置调节装置,可以快速将下模内的产品零件顶出,缩短了产品零件取出的时间,从而提升了冲压效率。
9.优选的,所述调节装置包括焊接板,所述焊接板的上表面设有驱动组件,所述驱动组件包括气缸,所述气缸的下表面与焊接板固定连接,所述气缸的输出端固定连接有跷板,所述跷板的表面固定连接有传动轴,所述底座内壁的两侧均固定连接有用于支撑传动轴的支杆,所述支杆与传动轴转动连接,所述底座的内壁设有调节组件,所述调节组件包括两个连接杆,两个所述连接杆与底座内壁靠近下模的一侧滑动穿设,两个所述连接杆彼此靠近的一端固定连接有用于连接跷板的拱形块,所述拱形块的内壁与跷板转动连接,所述拱形块的上表面固定连接有用于顶出下模内灯具零件的顶板。
10.采用上述技术方案,在照明灯具生产加工用冲压装置冲压完成后,启动气缸带动跷板,跷板在传动轴和支杆的配合下逆时针旋转,跷板加压拱形块,连接杆对拱形块限位,是其竖直向上移动,拱形块带动顶板上升,进而顶板将下模内的产品零件顶出,从而大大缩短了产品零件取出的时间,提升了冲压效率。
11.优选的,所述跷板的两侧固定连接有用于对跷板进行限位的滑动块,所述底座的内壁固定连接有两个圆弧轨道,所述圆弧轨道的内壁滑动块滑动连接。
12.采用该优选方案,通过滑动块和弧形轨道的配合,在气缸驱动跷板逆时针旋转时,滑动块沿着弧形轨道的内壁滑动,从而使跷板在旋转的过程中更加稳定。
13.优选的,所述顶板的上表面固定连接有若干个用于提高顶板摩擦力的多边形板,所述多变形板均匀分布再顶板的上表面,所述多边形板的上表面固定连接有若干个凸块。
14.采用该优选方案,通过设置多边形板以及其上表面的凸块,可以增大顶板上表面的摩擦力,进而使顶板顶出灯具零件的效率更高,从而进一步提升了冲压效率。
15.优选的,所述底座靠近方形槽的一侧设有辅助装置,所述辅助装置包括衔接板,所述衔接板的一侧与底座固定连接,所述衔接板的上表面设有撞击组件,所述撞击组件包括隔板,所述隔板的下表面与衔接板固定连接,所述隔板的侧面滑动穿设有用于撞击底座的滑动柱,所述滑动柱的一端固定连接有辅助块,所述滑动柱的圆弧面套有用于驱动滑动柱的弹簧,所述弹簧的两端分别与隔板和辅助块固定连接,所述衔接板的上表面设有辅助组件,所述辅助组件包括两个限位栓,所述限位栓的内壁转动连接有转动柱,所述转动柱的圆弧面固定连接有齿环,所述气缸的输出端固定连接有焊接杆,所述焊接杆远离气缸的一端固定连接有用于驱动齿环的驱动齿条,所述驱动齿条与齿环相啮合。
16.采用上述技术方案,通过设置辅助装置,在顶板竖直向上移动顶出灯具零件的同时,气缸驱动齿条移动,齿条驱动与其相啮合的齿环,从而使齿环转动,齿条碰撞辅助块,使辅助块向底座的方向移动,辅助块带动滑动柱,使滑动柱对底座进行撞击,随之弹簧驱动滑动柱返回到原位置,齿轮此时再次碰撞辅助块,频繁撞击,使底座发生震动,进而使下模内的灯具零件能够与下模内壁分离,从而加快了脱模速度。
17.优选的,所述滑动柱远离辅助块的一端固定连接有配重块,所述配重块的截面为圆饼形。
18.采用该优选方案,配重块的重量较大,进而使滑动柱撞击底座的力度更大,从而使底座的震度幅度更大,从而进一步加快了脱模速率。
19.优选的,所述齿环轮齿的表面固定连接有橡胶套,所述橡胶套和齿环轮齿的尺寸相适配。
20.采用该优选方案,橡胶套可以增大齿环上轮齿表面的摩擦力,从而使齿环碰撞辅
助块时,辅助块的反馈效果更佳。
21.优选的,所述下模的侧面设有清理装置,所述清理装置包括滑动组件,所述滑动组件包括两个限位轨,所述限位轨的一侧与底座的侧面固定连接,所述限位轨的内壁滑动连接有调节块,所述限位轨远离底座的一侧螺纹穿设有用于对调节块进行限位的压杆,所述压杆与调节块相抵接,所述调节块的上表面开设有环形槽,所述调节块的上方设置有定位板,所述环形槽的内部放置有用于驱动定位板的拉簧,所述拉簧的两端分别与定位板和环形槽的内壁底部固定连接,所述定位板的下表面固定连接有用于清理灯具零件切口处毛刺的刮刀,所述定位板的上表面固定连接有把手,所述把手的截面呈“u”形。
22.采用上述技术方案,在该照明灯具生产加工用冲压装置冲压完成后,下模内的灯具零件的表面会出现毛刺,毛刺会影响产品美观,降低产品质量,通过设置清理装置,人员可以对刮刀进行调节,从而使刮刀对灯具零件上的毛刺进行清理,从而进一步提升了该装置的实用性。
23.优选的,所述定位板的下表面开设有卡槽,所述卡槽的内壁卡接有用于遮盖刮刀的防护盖,所述防护盖套设在刮刀上。
24.采用该优选方案,在刮刀使用完成后,将防护盖与卡槽卡接,进而使防护盖对刮刀进行遮盖,从而避免锋利的刮刀对工作人员造成误伤。
25.优选的,两个所述限位轨的内壁均固定连接有用于对调节块进行限位的限位杆,所述限位杆与调节块滑动连接。
26.采用该优选方案,限位杆可以对调节块进行限位,从而防止调节块在限位轨内壁移动的过程中发生偏移,从而使调节块在移动使更加稳固。
27.与现有技术相比,本发明的优点和积极效果在于,1、本发明中,在需要使用装置对灯具零件进行冲压时,先将灯具零件放入下模内,先启动电机带动驱动齿轮转动,驱动齿轮驱动与其相啮合的弧形齿条,从而使弧形齿条移动,弧形齿条带动与其固定连接的转杆,此时转杆的侧面与支座转动连接,且转杆上的凸柱沿着条形滑道的内壁移动,凸柱对条形滑道进行挤压,使条形滑道竖直向下移动,条形滑道带动与其固定连接的升降座位,升降座带动滑块沿着滑杆的圆弧面移动,升降座带动上模,从而使上模对下模内的灯具零件进行冲压,通过设置调节装置,在照明灯具生产加工用冲压装置冲压完成后,启动气缸带动跷板,跷板在传动轴和支杆的配合下逆时针旋转,跷板加压拱形块,连接杆对拱形块限位,是其竖直向上移动,拱形块带动顶板上升,进而使顶板将下模内的产品零件顶出,从而缩短了产品零件取出的时间,提升了冲压效率。
28.2、本发明中,通过滑动块和弧形轨道的配合,在气缸驱动跷板逆时针旋转时,滑动块沿着弧形轨道的内壁滑动,从而使跷板在旋转的过程中更加稳定,其中,通过设置多边形板以及其上表面的凸块,可以增大顶板上表面的摩擦力,进而使顶板顶出灯具零件的效率更高,从而进一步提升了冲压效率。
29.3、本发明中,通过设置辅助装置,在顶板竖直向上移动顶出灯具零件的同时,气缸驱动齿条移动,齿条驱动与其相啮合的齿环,从而使齿环转动,齿条碰撞辅助块,使辅助块向底座的方向移动,辅助块带动滑动柱,使滑动柱对底座进行撞击,随之弹簧驱动滑动柱返回到原位置,齿轮此时再次碰撞辅助块,频繁撞击,使底座发生震动,进而使下模内的灯具零件能够与下模内壁分离,从而加快了脱模速度,其中配重块的重量较大,进而使滑动柱撞
击底座的力度更大,从而使底座的震度幅度更大,从而进一步加快了脱模速率,且橡胶套可以增大齿环上轮齿表面的摩擦力,从而使齿环碰撞辅助块时,辅助块的反馈效果更佳。
30.4、本发明中,在该照明灯具生产加工用冲压装置冲压完成后,下模内的灯具零件的表面会出现毛刺,毛刺会影响产品美观,降低产品质量,通过设置清理装置,当需要使用刮刀对毛刺进行清理时,先将防护盖与卡槽分离,防护盖对刮刀进行遮盖,从而避免锋利的刮刀对工作人员造成误伤,再拉动把手带动定位板,定位板带动与其固定连接的刮刀,同时定位板带动两个弹簧,弹簧拉动调节块,使调节块沿着限位轨的内壁滑动,进而可以对刮刀进行调节,从而使刮刀对灯具零件上的毛刺进行清理,从进一步提升了该装置的实用性,其中限位杆可以对调节块进行限位,进而防止调节块在限位轨内壁移动的过程中发生偏移,从而使调节块在移动时更加稳固。
附图说明
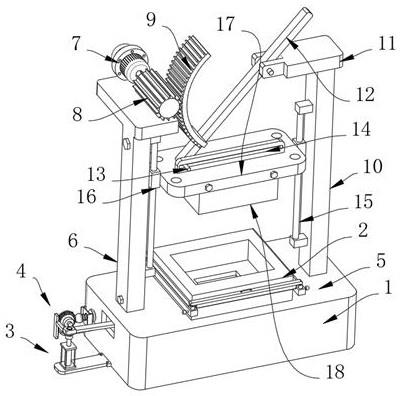
31.图1为本发明提出一种快速冲压装置的立体结构示意图;图2为本发明提出一种快速冲压装置的仰视结构示意图;图3为本发明提出一种快速冲压装置的调节装置的部分示意图;图4为本发明提出一种快速冲压装置的调节装置的结构示意图;图5为本发明提出一种快速冲压装置图4的a处放大图;图6为本发明提出一种快速冲压装置图4的b处放大图;图7为本发明提出一种快速冲压装置的辅助装置的结构示意图;图8为本发明提出一种快速冲压装置图7的c处放大图;图9为本发明提出一种快速冲压装置的清理装置的结构示意图;图10为本发明提出一种快速冲压装置图9的d处放大图;图11为本发明提出一种快速冲压装置的清理装置的局部结构示意图;图12为本发明提出一种快速冲压装置的清理装置的局部结构拆解示意图;图13为本发明提出一种快速冲压装置图12的e处放大图。
32.图例说明:1、底座;2、下模;3、调节装置;31、焊接板;32、驱动组件;321、气缸;322、跷板;323、传动轴;324、支杆;33、调节组件;331、拱形块;332、连接杆;333、顶板;34、圆弧轨道;35、滑动块;36、多边形板;37、凸块;4、辅助装置;41、衔接板;42、撞击组件;421、隔板;422、滑动柱;423、辅助块;424、弹簧;43、辅助组件;431、限位栓;432、转动柱;433、齿环;434、驱动齿条;44、橡胶套;45、配重块;46、焊接杆;5、清理装置;51、滑动组件;511、限位轨;512、压杆;513、调节块;514、环形槽;515、拉簧;52、定位板;53、把手;54、刮刀;55、卡槽;56、防护盖;57、限位杆;6、左侧板;7、电机;8、驱动齿轮;9、弧形齿条;10、右侧板;11、支座;12、转杆;13、凸柱;14、条形滑道;15、滑杆;16、滑块;17、升降座;18、上模;19、方形槽。
具体实施方式
33.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
34.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可
以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
35.实施例1,如图1-2所示,本发明提供了一种快速冲压装置,包括底座1和调节装置3,底座1的上表面固定连接有用于冲压灯具零件的下模2,底座1的上表面固定连接有左侧板6,左侧板6的上表面固定连接有电机7,电机7的输出端固定连接有驱动齿轮8,底座1的上表面固定连接有右侧板10,右侧板10的上表面固定连接有支座11,支座11的一侧转动连接有转杆12,转杆12的一侧固定连接有弧形齿条9,弧形齿条9与驱动齿轮8相啮合,转杆12的一侧固定连接有凸柱13,右侧板10的靠近左侧板6的一侧安装有滑杆15,滑杆15的圆弧面滑动连接有滑块16,滑块16的一侧固定连接有升降座17,升降座17的上表面固定连接有条形滑道14,条形滑道14的内壁与凸柱13滑动连接,升降座17的下表面固定连接有用于冲压灯具零件的上模18,底座1的一侧开设有方形槽19,在需要使用装置对灯具零件进行冲压时,先将灯具零件放入下模2内,先启动电机7带动驱动齿轮8转动,驱动齿轮8驱动与其相啮合的弧形齿条9,从而使弧形齿条9移动,弧形齿条9带动与其固定连接的转杆12,此时转杆12的侧面与支座11转动连接,且转杆12上的凸柱13沿着条形滑道14的内壁移动,凸柱13对条形滑道14进行挤压,使条形滑道14竖直向下移动,条形滑道14带动与其固定连接的升降座17位,升降座17带动滑块16沿着滑杆15的圆弧面移动,升降座17带动上模18,从而使上模18对下模2内的灯具零件进行冲压,底座1靠近方形槽19的一侧设有用于顶出下模2内灯具零件的调节装置3,底座1靠近方形槽19的一侧设有辅助装置4,下模2的侧面设有清理装置5。
36.下面具体说一下其调节装置3、辅助装置4和清理装置5的具体设置和作用。
37.如图1、图2、图3、图4、图5和图6所示,调节装置3包括焊接板31,焊接板31的上表面设有驱动组件32,驱动组件32包括气缸321,气缸321的下表面与焊接板31固定连接,气缸321的输出端固定连接有跷板322,跷板322的表面固定连接有传动轴323,底座1内壁的两侧均固定连接有用于支撑传动轴323的支杆324,支杆324与传动轴323转动连接,底座1的内壁设有调节组件33,调节组件33包括两个连接杆332,两个连接杆332与底座1内壁靠近下模2的一侧滑动穿设,两个连接杆332彼此靠近的一端固定连接有用于连接跷板322的拱形块331,拱形块331的内壁与跷板322转动连接,拱形块331的上表面固定连接有用于顶出下模2内灯具零件的顶板333,跷板322的两侧固定连接有用于对跷板322进行限位的滑动块35,底座1的内壁固定连接有两个圆弧轨道34,圆弧轨道34的内壁滑动块35滑动连接,顶板333的上表面固定连接有若干个用于提高顶板333摩擦力的多边形板36,多变形板均匀分布再顶板333的上表面,多边形板36的上表面固定连接有若干个凸块37。
38.其整个调节装置3达到的效果为,在照明灯具生产加工用冲压装置冲压完成后,启动气缸321带动跷板322,跷板322在传动轴323和支杆324的配合下逆时针旋转,跷板322加压拱形块331,连接杆332对拱形块331限位,是其竖直向上移动,拱形块331带动顶板333上升,进而顶板333将下模2内的产品零件顶出,从而大大缩短了产品零件取出的时间,提升了冲压效率,其中通过滑动块35和弧形轨道的配合,在气缸321驱动跷板322逆时针旋转时,滑动块35沿着弧形轨道的内壁滑动,从而使跷板322在旋转的过程中更加稳定,通过设置多边形板36以及其上表面的凸块37,可以增大顶板333上表面的摩擦力,进而使顶板333顶出灯具零件的效率更高,从而进一步提升了冲压效率。
39.如图1、图7和图8所示,辅助装置4包括衔接板41,衔接板41的一侧与底座1固定连
接,衔接板41的上表面设有撞击组件42,撞击组件42包括隔板421,隔板421的下表面与衔接板41固定连接,隔板421的侧面滑动穿设有用于撞击底座1的滑动柱422,滑动柱422的一端固定连接有辅助块423,滑动柱422的圆弧面套有用于驱动滑动柱422的弹簧424,弹簧424的两端分别与隔板421和辅助块423固定连接,衔接板41的上表面设有辅助组件43,辅助组件43包括两个限位栓431,限位栓431的内壁转动连接有转动柱432,转动柱432的圆弧面固定连接有齿环433,气缸321的输出端固定连接有焊接杆46,焊接杆46远离气缸321的一端固定连接有用于驱动齿环433的驱动齿条434,驱动齿条434与齿环433相啮合,滑动柱422远离辅助块423的一端固定连接有配重块45,配重块45的截面为圆饼形,齿环433轮齿的表面固定连接有橡胶套44,橡胶套44和齿环433轮齿的尺寸相适配。
40.其整个辅助装置4达到的效果为,通过设置辅助装置4,在顶板333竖直向上移动顶出灯具零件的同时,气缸321驱动齿条434移动,齿条驱动与其相啮合的齿环433,从而使齿环433转动,齿条碰撞辅助块423,使辅助块423向底座1的方向移动,辅助块423带动滑动柱422,使滑动柱422对底座1进行撞击,随之弹簧424驱动滑动柱422返回到原位置,齿轮此时再次碰撞辅助块423,频繁撞击,使底座1发生振动,进而使下模2内的灯具零件能够与下模2内壁分离,从而加快了脱模速度,其中配重块45的重量较大,进而使滑动柱422撞击底座1的力度更大,从而使底座1的震度幅度更大,从而进一步加快了脱模速率,且橡胶套44可以增大齿环433上轮齿表面的摩擦力,从而使齿环433碰撞辅助块423时,辅助块423的反馈效果更佳。
41.如图1和图9、图10、图11、图12和图13所示,清理装置5包括滑动组件51,滑动组件51包括两个限位轨511,限位轨511的一侧与底座1的侧面固定连接,限位轨511的内壁滑动滑动连接有调节块513,限位轨511远离底座1的一侧螺纹穿设有用于对调节块513进行限位的压杆512,压杆512与调节块513相抵接,调节块513的上表面开设有环形槽514,调节块513的上方设置有定位板52,环形槽514的内部放置有用于驱动定位板52的拉簧515,拉簧515的两端分别与定位板52和环形槽514的内壁底部固定连接,定位板52的下表面固定连接有用于清理灯具零件切口处毛刺的刮刀54,定位板52的上表面固定连接有把手53,把手53的截面呈“u”形,定位板52的下表面开设有卡槽55,卡槽55的内壁卡接有用于遮盖刮刀54的防护盖56,防护盖56套设在刮刀54上,其中,在刮刀54使用完成后,将防护盖56与卡槽55卡接,两个限位轨511的内壁均固定连接有用于对调节块513进行限位的限位杆57,限位杆57与调节块513滑动连接。
42.其整个清理装置5达到的效果为,在该照明灯具生产加工用冲压装置冲压完成后,下模2内的灯具零件的表面会出现毛刺,毛刺会影响产品美观,降低产品质量,通过设置清理装置5,人员可以对刮刀54进行调节,从而使刮刀54对灯具零件上的毛刺进行清理,从而进一步提升了该装置的实用性,在刮刀54使用完成后,将防护盖56与卡槽55卡接,进而使防护盖56对刮刀54进行遮盖,从而避免锋利的刮刀54对工作人员造成误伤,其中限位杆57可以对调节块513进行限位,从而防止调节块513在限位轨511内壁移动的过程中发生偏移,从而使调节块513在移动使更加稳固。
43.其整体的工作原理为,本发明中,在需要使用装置对灯具零件进行冲压时,先将灯具零件放入下模2内,先启动电机7带动驱动齿轮8转动,驱动齿轮8驱动与其相啮合的弧形齿条9,从而使弧形齿条9移动,弧形齿条9带动与其固定连接的转杆12,此时转杆12的侧面
与支座11转动连接,且转杆12上的凸柱13沿着条形滑道14的内壁移动,凸柱13对条形滑道14进行挤压,使条形滑道14竖直向下移动,条形滑道14带动与其固定连接的升降座17位,升降座17带动滑块16沿着滑杆15的圆弧面移动,升降座17带动上模18,从而使上模18对下模2内的灯具零件进行冲压,通过设置调节装置3,在照明灯具生产加工用冲压装置冲压完成后,启动气缸321带动跷板322,跷板322在传动轴323和支杆324的配合下逆时针旋转,跷板322加压拱形块331,连接杆332对拱形块331限位,是其竖直向上移动,拱形块331带动顶板333上升,进而使顶板333将下模2内的产品零件顶出,从而缩短了产品零件取出的时间,提升了冲压效率,其中,通过设置多边形板36以及其上表面的凸块37,可以增大顶板333上表面的摩擦力,进而使顶板333顶出灯具零件的效率更高,从而进一步提升了冲压效率,通过滑动块35和弧形轨道的配合,在气缸321驱动跷板322逆时针旋转时,滑动块35沿着弧形轨道的内壁滑动,从而使跷板322在旋转的过程中更加稳定。
44.其中,通过设置辅助装置4,在顶板333竖直向上移动顶出灯具零件的同时,气缸321驱动齿条434移动,齿条驱动与其相啮合的齿环433,从而使齿环433转动,齿条碰撞辅助块423,使辅助块423向底座1的方向移动,辅助块423带动滑动柱422,使滑动柱422对底座1进行撞击,随之弹簧424驱动滑动柱422返回到原位置,齿轮此时再次碰撞辅助块423,频繁撞击,使底座1发生振动,进而使下模2内的灯具零件能够与下模2内壁分离,从而加快了脱模速度,其中配重块45的重量较大,进而使滑动柱422撞击底座1的力度更大,从而使底座1的震度幅度更大,从而进一步加快了脱模速率,且橡胶套44可以增大齿环433上轮齿表面的摩擦力,从而使齿环433碰撞辅助块423时,辅助块423的反馈效果更佳。
45.最后,在该照明灯具生产加工用冲压装置冲压完成后,下模2内的灯具零件的表面会出现毛刺,毛刺会影响产品美观,降低产品质量,通过设置清理装置5,当需要使用刮刀54对毛刺进行清理时,先将防护盖56与卡槽55分离,防护盖56对刮刀54进行遮盖,从而避免锋利的刮刀54对工作人员造成误伤,再拉动把手53带动定位板52,定位板52带动与其固定连接的刮刀54,同时定位板52带动两个弹簧424,弹簧424拉动调节块513,使调节块513沿着限位轨511的内壁滑动,进而可以对刮刀54进行调节,从而使刮刀54对灯具零件上的毛刺进行清理,从进一步提升了该装置的实用性,其中限位杆57可以对调节块513进行限位,进而防止调节块513在限位轨511内壁移动的过程中发生偏移,从而使调节块513在移动时更加稳固。
46.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。