1.本发明涉及管电极电解铣削技术领域,特别涉及一种用于深窄槽结构电解加工的管电极及电解铣削方法。
背景技术:
2.管电极电解铣削加工方法是基于电化学阳极溶解原理,利用管电极侧壁电场和位于加工区的电解液对金属阳极即待加工工件进行电解加工得到所需结构的方法。管电极电解铣削加工方法一般采用内喷式供液方式,电解液从中空结构管电极喷出后经过工件已加工底面反转喷入管电极外侧壁和金属阳极之间的加工区,在完成电解铣削加工的同时带走电解产物和热量;但是加工过程中会出现电解产物不易带走的问题,影响加工的效率和质量;
3.尤其是针对深窄槽的加工,随着深宽比的增大,电解液在运动的过程中流速快速下降,动能损失很大,电解产物和热量不能很好地排出;随着电解铣削槽长的增加,还会发生管电极内径堵塞的情况,将使得电解液流量减少,进而导致火花甚至短路,影响加工过程的稳定性和加工质量。
4.中国专利cn201510747358.5公开了一种消除管电极电解加工间隙内流场涡流的方法,采用激光打孔工艺对管电极侧面进行打孔处理,将打孔处理后的管电极做相应绝缘处理,电解加工时电解液在管电极中向下流动,从管电极下端出口向外喷出,管电极出口喷出的电解液束流冲击电解加工区域,部分电解液从管电极侧面孔喷出,在侧面孔喷出的电解液撞击及扰动作用下消除加工区域电解液的涡流区,电解产物在电解液的循环流动中被及时排出加工区域,同时,在电解液撞击时反作用力的作用下,减小管电极由电解液流动引起振动的振幅。通过消除涡流区排出电解加工产物和减小管电极振幅,可有效地降低加工过程短路的发生,提高管电极电解加工的工艺稳定性;但是本装置加工复杂,而且侧面进行了完全的绝缘处理,只能针对工件进行深孔加工,无法适应水平方向上的加工需求;
5.综上,现有技术的管电极及电解铣削加工方法存在电解产物和热量不能很好地排出;容易造成堵塞、短路等问题,影响加工过程。
技术实现要素:
6.本发明为克服以上技术问题,提供一种用于深窄槽结构电解加工的管电极及电解铣削方法。
7.为解决现有技术的管电极及电解铣削加工方法存在电解产物和热量不能很好地排出技术问题,本发明的技术方案如下:一种用于深窄槽结构电解加工的管电极,包括管电极本体,所述管电极本体内部中空,所述管电极本体上端为进液端、下端为出液端,所述管电极本体下部侧壁沿周向部分设有绝缘层,所述出液端包括水平端面和倾斜端面,所述水平端面为半圆面,所述倾斜端面从半圆面的端面向管电极本体的侧壁倾斜。
8.优选的,所述倾斜端面设有端面绝缘层。
9.优选的,所述倾斜端面与水平端面之间形成的夹角为10-80度。
10.优选的,所述绝缘层占管电极本体侧壁圆周面积的20%-70%。
11.优选的,所述绝缘层的厚度为30-50μm。
12.优选的,所述绝缘层长度多于加工深度5mm以上,加工时绝缘效果好,防止漏电。
13.优选的,所述管电极本体长度为80-100mm,管电极本体长度即水平端面至进液端之间的长度。
14.优选的,所述绝缘层的竖向对称截面与倾斜端面竖向对称截面之间的夹角为绝缘相位,所述绝缘相位的角度随绝缘层绕管电极本体圆周方向转动而增大,所述绝缘相位的角度范围为0-360度。
15.优选的,所述绝缘层、端面绝缘层的材质采用特氟龙。
16.一种前述管电极在管电极电解铣削工艺中的应用。
17.一种电解铣削方法,采用前述管电极,包括以下步骤:
18.步骤一:将工件固定安装在加工机床的x/y轴移动平台上,将管电极本体1与中空旋转主轴电机的中空通液旋转主轴连接,所述中空旋转主轴电机安装在加工机床的z轴移动平台上;
19.步骤二:将电源负极与管电极本体上部未绝缘处电连接,电源正极与工件电连接;
20.步骤三:将管电极本体的进液端外接电解液源,令电解液从进液端流向出液端喷出;
21.步骤四:启动加工机床,开启电源,中空旋转主轴电机带动管电极本体旋转,z轴移动平台控制管电极本体向工件方向移动并与工件保持100-300微米的加工间隙,管电极本体提供电场对工件深度方向电解加工;
22.步骤五:x/y轴移动平台控制工件向管电极本体方向移动并与管电极本体保持100-300微米的加工间隙,管电极本体侧壁未覆盖绝缘层部分提供电场对工件水平方向电解加工。
23.优选的,所述z轴移动平台控制管电极本体进给速度和进给量对工件深度方向进行加工,所述x/y轴移动平台控制工件移动速度和路径对工件水平方向进行加工。
24.一种用于电解铣削方法的电解铣削加工装置,包括加工机床、电解液源和电源,所述加工机床包括x/y轴移动平台和z轴移动平台,所述z轴移动平台安装有中空旋转主轴电机用于连接管电极本体,所述x/y轴移动平台上设置有电解槽,所述电解槽内设有装载台用于固定工件,所述电解液源包括电解液箱,所述电解液箱的出液端与进液端连通。
25.与现有技术相比,本发明技术方案的有益效果是:
26.1、本发明管电极在使用时能够产生脉动电场、脉动流场并将两者耦合,当管电极侧壁未绝缘区转入管电极进给方向加工区时,对工件进行加工;当管电极侧壁绝缘区转入管电极进给方向加工区时,电解液对加工区进行冲刷带走电解产物和热量并补充电解液,工件加工区的电场均为交替变化,形成周向脉动电场,离散材料溶解过程和产物分布,可提高电解加工的效率、稳定性和加工质量,尤其适合深窄槽结构的电解铣削加工;
27.2、本发明管电极在使用时能够产生脉动流场,倾斜端面和水平端面交替转向管电极进给方向加工区,倾斜端面流入加工间隙的电解液流量及流速不同,形成周向交替发生的轴向脉动流场,利用其紊动能量大和扰动性强的特点强化轴向冲液效果;
28.3、脉动流场可以强化加工间隙内的冲液效果,脉动电场能够离散材料溶解过程和产物分布,两者耦合可大幅提升加工间隙内电解产物排出效率,降低其对加工过程的影响;本发明可通过改变绝缘层与倾斜端面的相对位置,能够主动调控脉动流场和脉动电场之间的耦合关系,即频率和相位,从而充分利用有益耦合,大幅提高电解产物排出效率,适应不同工件的加工。
29.4、本发明可实现电源为直流电源供电情况下获得用于电解铣削加工的脉冲电流,提供了一种获得脉冲电流进行电解铣削加工的新方法;本发明通过调控管电极的旋转速度实现调控脉冲电流电解铣削加工频率的控制。
附图说明
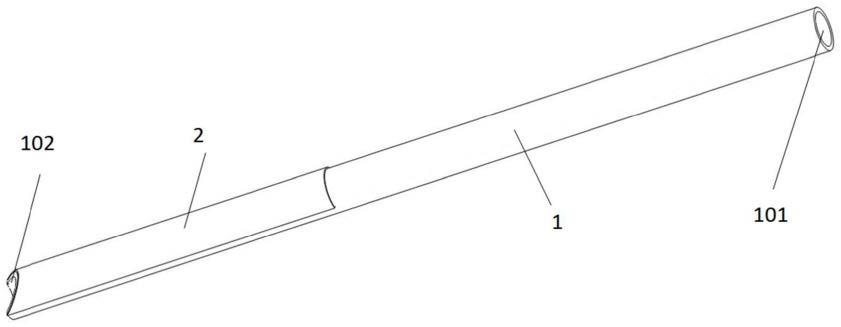
30.图1为本发明管电极立体结构示意图;
31.图2为本发明管电极另一立体结构示意图;
32.图3为本发明管电极侧视结构示意图;
33.图4为本发明倾斜端面设置端面绝缘层立体结构示意图;
34.图5为本发明倾斜端面设置端面绝缘层另一立体结构示意图;
35.图6为图5出液端部位放大结构示意图;
36.图7为倾斜端面与水平端面夹角示意图;
37.图8为绝缘层及倾斜端面的竖向对称截面示意图;
38.图9为图8竖向对称截面所成绝缘相位夹角示意图;
39.图10为本发明0
°
绝缘相位管电极正视结构示意图;
40.图11为本发明0
°
绝缘相位管电极立体结构示意图;
41.图12为本发明90
°
绝缘相位管电极正视结构示意图;
42.图13为本发明90
°
绝缘相位管电极立体结构示意图;
43.图14为本发明180
°
绝缘相位管电极正视结构示意图;
44.图15为本发明180
°
绝缘相位管电极立体结构示意图;
45.图16为本发明270
°
绝缘相位管电极正视结构示意图;
46.图17为本发明270
°
绝缘相位管电极立体结构示意图;
47.图18为本发明电解铣削加工装置结构示意图;
48.图19为本发明实施例8电解铣削加工示意图;
49.图20为本发明实施例8电解铣削加工过程中电解液流向其一示意图;
50.图21为本发明实施例8电解铣削加工过程中电解液流向其二示意图;
51.图22为本发明实施例8电解铣削加工过程中电解液流向其三示意图;
52.图23为本发明实施例8中0
°
绝缘相位脉动场耦合数据图;
53.图24为本发明实施例8中90
°
绝缘相位脉动场耦合数据图;
54.图25为本发明实施例8中180
°
绝缘相位脉动场耦合数据图;
55.图26为本发明实施例8中270
°
绝缘相位脉动场耦合数据图;
56.其中:1、管电极本体;2、绝缘层;3、端面绝缘层;101、进液端;102、出液端;1021、水平端面;1022、倾斜端面;200:绝缘层竖向对称截面;300:倾斜端面竖向对称截面;
57.10、加工机床;11、电解液源;12、电源;13、x/y轴移动平台;14、z轴移动平台;1401:
中空旋转主轴电机;15、电解槽;16、装载台;17、电解液箱;18、过滤槽;19、高压水泵;20、高压水阀;21、过滤器;22、过滤泵;23、工件;100、加工区测量点。
具体实施方式
58.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。本发明的描述中,需要理解的是,术语“左侧”、“右侧”、“上部”、“下部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,“第一”、“第二”等并不表示零部件的重要程度,因此不能理解为对本发明的限制。在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。本实施例中采用的具体尺寸只是为了举例说明技术方案,并不限制本发明的保护范围。
59.下面结合附图和实施例对本发明的技术方案做进一步的说明。
60.实施例1:
61.如图1-3所示,一种用于深窄槽结构电解加工的管电极,包括管电极本体1,管电极本体1内部中空,管电极本体1上端为进液端101、下端为出液端102,管电极本体1下部侧壁沿周向部分设有绝缘层2,出液端102包括水平端面1021和倾斜端面1022,水平端面1021为半圆面,倾斜端面1022从半圆面的端面向管电极本体1的侧壁倾斜。
62.具体使用时,参考15-16,管电极本体1的内部中空用于流通电解液,上端设置有进液端101用于进入电解液,下端设有出液端102,用于从上端至下端电解液流出,管电极本体1上部连接供电电源的负极,待加工的工件连接供电电源的正极,结合出液端102流出的电解液,基于电化学阳极溶解原理,利用管电极本体1未覆盖绝缘层2的位置提供电场,和位于待加工工件处的电解液对工件进行电解加工,同时电解液带走电解产物和热量,电解液从出液端的水平端面1021和倾斜端面1022流出,倾斜端面1022处流出的电解液转角大,流速较小,容易排出电解产物。
63.管电极使用时的工作原理:管电极本体1高速旋转,由于管电极本体1侧壁设有绝缘层,且绝缘层绕管电极本体1侧壁圆周部分设置,形成非连续绝缘层,未绝缘区域转入管电极进给方向加工区时,对工件进行电解加工,当设有绝缘层的区域转入管电极进给方向加工区时,不产生电场,工件不会发生电解;只进行电解液冲刷带走电解产物和热量并补充电解液,工件加工区的电场均为交替变化,形成周向脉动电场,离散材料溶解过程和产物分布,该过程不同于常规脉冲电流的整区域同步脉冲溶解及产物分布;
64.参考图20-22,倾斜端面1022和水平端面1021交替转向管电极进给方向加工区,倾斜端面1022流入加工间隙的电解液流量及流速不同,形成周向交替发生的轴向脉动流场,利用其紊动能量大和扰动性强的特点强化轴向冲液效果。
65.可通过改变倾斜端面1022的倾斜角度、改变绝缘层2的占面积多少以及改变绝缘
层2与倾斜端面1022的相对位置,主动调控脉动流场和脉动电场之间的耦合关系,即频率和相位;从而充分利用有益耦合,大幅提高电解产物排出效率,降低产物对材料溶解过程的影响,提高电解铣削加工的效率和质量。
66.实施例2:
67.在实施例1的基础上,参考图4-6,倾斜端面1022设有端面绝缘层3;防止倾斜端面1022产生电场发生电解反应,设置端面绝缘层3有效防止杂散电流对侧壁下方造成腐蚀,提高侧壁沿深度方向的成型精度和表面质量。
68.在实施例1的基础上,参考图7,倾斜端面1022与水平端面1021之间形成的夹角为a,a的范围为10-80度;产生一定角度后,使得该处流速相较于水平端面1021较小,通过改变倾斜端面1022与水平端面1021之间夹角的大小,来改变电解液流出时的脉动流场;其中,夹角为40度时,电解液冲出电解产物和带走热量的效果较好,整体加工质量更好。
69.实施例3:
70.在实施例1的基础上,绝缘层2占管电极本体1侧壁圆周的20%-70%。绝缘层2环绕管电极本体1设置,但是不环绕一周,即绝缘管电极本体1的一定周长范围;通过改变绝缘层2占管电极本体1侧壁的面积,改变脉冲电流占空比,占空比是指在一个脉冲循环内,通电时间相对于总时间所占的比例;例如绝缘层2占管电极本体1侧壁圆周的20%,则占空比为80%;绝缘层2占管电极本体1侧壁圆周的60%,则占空比为40%;即当绝缘层2覆盖面积大时,通电后未绝缘区域由于覆盖面积减少,从而产生电场的时间缩短,占管电极本体1旋转一周的时间减少;通过改变绝缘层2占侧壁圆周面积脉动电场方便调节电解能力。
71.更进一步地实施例中,绝缘层2的厚度为30-50μm。
72.实施例4:
73.在前述实施例的基础上,参考图7-17,
74.绝缘层2的竖向对称截面与倾斜端面1022竖向对称截面之间的夹角为绝缘相位,绝缘相位的角度随绝缘层2绕管电极本体1圆周方向转动而增大,绝缘相位的角度范围为0-360度;参考图8-9,管电极本体1立体状态的示意图,其中绝缘层2的绝缘层竖向对称截面200沿绝缘层2长度方向经过绝缘层2的对称中心线;倾斜端面1022的倾斜端面竖向对称截面300同理沿管电极本体1长度方向经过其对称中心线,绝缘层竖向对称截面200、倾斜端面竖向对称截面300的截面均会穿过管电极本体1的中心,绝缘层竖向对称截面200和倾斜端面竖向对称截面300之间的夹角b为绝缘相位,图9为前视平面图,相对于立体状态能够直观的得到夹角b的角度为90度,即90
°
绝缘相位;
75.当绝缘层2绕管电极本体1的侧壁改变位置时,其绝缘层竖向对称截面200随之改变,由于倾斜端面竖向对称截面300保持原位置,两者之间的夹角b随之改变,即绝缘相位随之改变。
76.绝缘层2绕侧壁圆周方向占比一定周长,由于绝缘层2的布置位置及面积大小会改变脉动电场,倾斜端面1022与水平端面1021的夹角会改变脉动流场,当绝缘层2与倾斜端面1022的相对位置改变时,会改变脉动电场与脉动流场的耦合位置;
77.参考图10-11,绝缘层2位置倾斜端面1022对应侧壁的位置,此时绝缘层2的竖向对称截面与倾斜端面1022的竖向对称截面重合,此时夹角为0度,即称为0
°
绝缘相位;当绝缘层2环绕管电极本体1转动时,绝缘相位的角度会改变;
78.参考图12-13,绝缘层2的对称中心线转动管电极本体1侧壁周长的四分之一时,此时绝缘层2的竖向对称截面与倾斜端面1022的竖向对称截面垂直,此时夹角b为90度,此时即称为90
°
绝缘相位,与图8-9所示意的绝缘相位相同;
79.同理,参考图14-15,绝缘层2的对称中心线转动侧壁周长的二分之一时,此时绝缘层2的竖向对称截面与倾斜端面1022的竖向对称截面在同一平面内,两者之间的夹角b为180度,此时即称为180
°
绝缘相位;
80.同理,参考图16-17绝缘层2的对称中心线转动侧壁周长的四分之三时,绝缘层2的竖向对称截面与倾斜端面1022的竖向对称截面再次垂直;两者之间的夹角b为270度,此时即称为270
°
绝缘相位;当转动一周时,即转动了360度,此时称为360
°
绝缘相位,与0
°
绝缘相位位置相同;即绝缘相位改变,改变了脉动电场和脉动流场的耦合位置。
81.上述绝缘相位的角度也可以采用以下方法进行测量,参考图12-13,例如绝缘层2的对称中心线转动管电极本体1侧壁周长的四分之一时,其投影至出液端102所在水平面一点与出液端102的中心连线,与倾斜端面1022的对称中心线投影至出液端102所在水平面一点与出液端102的中心连线,两个连线所成夹角为90度,此时即称为90
°
绝缘相位;其他绝缘相位同理。
82.实施例5:
83.在前述实施例的基础上,参考图18-19,采用前述实施例中的管电极应用在管电极电解铣削工艺中,通过替换现有工艺中的管电极,在管电极高速旋转进行电解铣削工艺,能够产生脉动流场和脉动电场,根据需要加工成型工件的设定路径进行管电极本体1的移动,未覆盖绝缘层2的管电极本体1侧壁进行电解加工,覆盖绝缘层2的管电极本体1不产生电场,转至加工前进方向时,此时不进行电解加工,电解液进行冲刷带走电解产物和热量并补充电解液;倾斜端面1022和水平端面1021形成周向交替发生的轴向脉动流场,利用其紊动能量大和扰动性强的特点强化轴向冲液效果;相较于现有的管电极大幅提升了加工时电解产物的排出效率,有效降低对加工过程的影响;提高电解铣削工艺的效率、质量和稳定性。
84.更进一步地实施例中,前述实施例中的管电极应用于深窄槽结构电解铣削加工工艺。
85.实施例6:
86.一种电解铣削加工方法,采用前述实施例的管电极,包括以下步骤:
87.步骤一:将工件固定安装在加工机床的x/y轴移动平台上,将管电极本体1与中空旋转主轴电机的中空通液旋转主轴连接,所述中空旋转主轴电机安装在加工机床的z轴移动平台上;
88.步骤二:将电源负极与管电极本体1上部未绝缘处电连接,电源正极与工件电连接;
89.步骤三:将管电极本体1的进液端101外接电解液源,令电解液从进液端101流向出液端102喷出;
90.步骤四:启动加工机床,开启电源,中空旋转主轴电机带动管电极本体1旋转,z轴移动平台控制管电极本体1向工件方向移动并与工件保持100-300微米的加工间隙,管电极本体1提供电场对工件深度方向电解加工;
91.步骤五:x/y轴移动平台控制工件向管电极本体1方向移动并与管电极本体1保持
100-300微米的加工间隙,管电极本体1侧壁未覆盖绝缘层部分提供电场对工件水平方向电解加工。
92.现有技术中加工机床具有三向移动平台的装置,x/y轴移动平台控制物体水平方向的移动,z轴移动平台控制物体竖直方向的移动,中空旋转主轴电机能够旋转物体转动,电源采用直流电源,电解液源采用能够供给电解液的液源,例如中性盐溶液;以上均可采用本领域的现有设备,且是本领域技术人员熟知的,不是本技术的主要技术特征;
93.具体在于使用过程,按照步骤一将管电极、待加工的工件固定好位置,管电极本体1与中空旋转主轴电机的中空旋转轴主轴连接,中空旋转主轴电机与加工机床的z轴移动平台连接,然后将电源负极与管电极本体1上部未绝缘处电连接,具体连接管电极本体1上部的位置,电源正极连接待加工的工件,将电解液源连通管电极本体1的进液端101,电解液从进液端101流入管电极本体1内部然后从出液端102流出,对工件进行电解加工;
94.z轴移动平台带动管电极本体1沿竖直方向移动并由中空旋转主轴电机带动管电极本体1高速旋转,对工件竖直方向进行钻孔加工;x/y轴移动平台带动工件在水平方向上移动,高速旋转的管电极本体1对工件进行水平方向的电解铣削加工。
95.更进一步地实施例中,z轴移动平台控制管电极进给速度和进给量对工件深度方向进行加工,深度方向即竖直方向,通过z轴移动平台控制管电极在竖向的加工速度和加工深度来按照加工要求对工件加工;x/y轴移动平台控制工件移动速度和路径对工件水平方向进行加工,x/y轴移动平台控制工件在水平方向上移动,不仅能控制其移动速度,也能根据加工要求改变工件的水平方向内的移动路径来对工件水平方向上的成型要求进行加工。
96.实施例7:
97.一种用于实施例6电解铣削方法的电解铣削加工装置,参考图18,包括加工机床10、电解液源11和电源12,加工机床10包括x/y轴移动平台13和z轴移动平台14,z轴移动平台14安装有中空旋转主轴电机1401用于连接管电极,x/y轴移动平台13上设置有电解槽15,电解槽15内设有装载台16用于固定工件23;电解液源11包括电解液箱17,电解液箱17的出液端与进液端101连通。
98.使用时,将工件23固定在x/y轴移动平台13的电解槽15内,管电极的管电极本体1与中空旋转主轴电机1401的中空旋转主轴连接,电源负极与管电极本体1上部、即不绝缘的部位连接,电源正极与工件23连接,电解液源11的电解液箱17内有电解液,从电解液箱17的出液端输送至进液端101,由出液端102流出形成电解环境,电解液从加工间隙流出带动电解产物一起流出工件23加工槽,流入电解槽15收集,防止污染环境;管电极本体1由中空旋转主轴电机1401带动其高速旋转,来改变绝缘层2相对于加工进给方向的位置,也不断改变倾斜端面1022的位置,从而形成脉动电场和脉动流场,使得加工质量更好,效率更高。
99.更进一步地实施例中,中空旋转主轴电机1401采用的型号为gs105/20,使管电极的进液端101伸出中空旋转主轴电机1401一部分与电解液源11连通,管电极在中空旋转主轴电机1401内部的带动下旋转。
100.更进一步地实施例中,电解液源11还包括过滤槽18,电解液箱17的出液端通过高压水泵19与进液端101连通,连通管路上设置高压水阀20,过滤槽18的进液端与电解槽15的出液端连通,过滤槽18通过设置有过滤器21、过滤泵22的管路与电解液箱17连通;电解液和电解产物流入电解槽15内后,再次流入过滤槽18内,由过滤器21和过滤泵22进行过滤并泵
送至电解液箱17内,电解液箱17通过高压水泵19泵送电解液至进液端101,有利于控制电解液流量,稳定输送至加工区域。
101.实施例8:
102.在前述实施方法的基础上,参考图18-19,管电极采用四种不同的绝缘相位,分别为0
°
绝缘相位、90
°
绝缘相位、180
°
绝缘相位和270
°
绝缘相位,采用相同的绝缘层2覆盖比例及相同的倾斜端面1022倾斜度,绝缘层2占管电极本体1侧壁圆周周长比例为50%,倾斜端面1022与水平端面1021的夹角为40度,分别采用四种管电极对工件进行深窄槽电解铣削加工;试验过程中的其他加工参数保证一致,电解液、管电极转速、电源及工件等加工参数相同;
103.图19为管电极进行电解铣削加工槽体结构的简单示意图,省略了其他部件,保留了电源、电解液、加工工件和管电极作为图示,其他所需部件需要可参考图18,管电极能够旋转并沿y轴即深度方向移动,工件或管电极也可以x/y轴移动即水平方向移动,图19可以加工一定深度后向水平方向移动加工槽体;图20-22为图19不同加工状态的内部示意图,图20表示初始深度加工时,左右两侧均具有工件,电解液流向的状态;图21为深度加工完成后,加工水平方向时,对进给方向前侧加工区的工件进行电解铣削加工时的电解液流动状态,以及进给方向后侧已完成加工区的电解液流动状态;图22与图21区别在于倾斜端面1022朝向进给方向前侧加工区;
104.加工过程中测量工件管电极进给方向加工区的脉冲电流、脉动流场,参考图21-22中加工区测量点100所在位置,改变绝缘层2与倾斜端面1022的相对位置,主动调控脉动流场和脉动电场之间的耦合关系,分别采用四种不同绝缘相位的管电极进行加工实验,加工工件相同、加工路径相同得到四种脉动场耦合实现方式,
105.图23-26的横坐标为旋转角度,其初始位置如图21中所示,倾斜端面1022朝向远离加工进给方向的一侧,测得四种管电极的随旋转角度变化后,进给方向加工区,即管电极与工件之间的间隙处的电流、电解液流速数据;
106.图23为0
°
绝缘相位脉动场耦合数据图,在电解液高流速时进行电解铣削,在低流速时排除电解产物和热量,使得电解铣削时不会缺少电解液,产物和热量排出效果好,在电解铣削完成时,侧壁绝缘层2的破损情况轻,得到的深窄槽质量好。
107.图24为90
°
绝缘相位脉动场耦合数据图,流场与电场的耦合较0
°
绝缘相位的管电极延后90度,耦合效果介于0
°
绝缘相位管电极和180
°
绝缘相位管电极之间,加工后的深窄槽质量较好;
108.图25为180
°
绝缘相位脉动场耦合数据图,在电解液低流速时进行电解铣削,在高流速时排出电解产物和热量,加工后的深窄槽质量略差于其他三种绝缘相位。
109.图26为270
°
绝缘相位脉动场耦合数据图,介于180
°
绝缘相位管电极和0
°
绝缘相位管电极之间,加工后的深窄槽质量较好。
110.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
