1.本发明属于钢管冷轧领域,尤其涉及一种钢管冷轧机芯杆及钢管冷轧机。
背景技术:
2.冷轧钢管的技术发展过程中,冷轧管内壁的表面缺陷层出不穷,以划伤(结疤)最为显著。根据设备状况,目前国内设计的不锈钢管冷轧机主要上料方式都是从设备的回转送进箱的外部上料。冷轧上料过程中待轧钢管从设备外部进入到设备中间,待轧钢管要运行8m以上的距离,运行过程中钢管内部套有固定不动的芯杆,芯杆材质为c45钢,待轧钢管外部存在设备套及稳定钢管套。
3.芯杆由于自重可能会压在运动的待轧钢管上,使待轧钢管和芯杆存在相互摩擦,芯杆多次使用容易造成芯杆表面严重划伤,芯杆表面划痕会造成待轧钢管内表面划伤,导致光洁度降低,无法满足用户需求。
4.待轧钢管内壁容易存在修磨灰、锯切钢销,在上料过程中容易待轧钢管内壁和芯杆划伤。
5.芯杆弯曲导致芯杆连接芯棒和孔型位置发生变化,冷轧变形过程中金属流动越困难,冷轧变形越不均匀,导致外径壁厚尺寸发生变化,同时芯棒孔型位置发生变化导致芯棒容易粘钢造成轧伤缺陷。
6.轧机正常轧制会对芯杆形成冲击力,长时间生产容易造成芯杆弯曲而不断裂,芯杆弯曲导致芯杆连接的芯棒和孔型位置发生变化,冷轧变形过程中金属流动越困难,冷轧变形越不均匀,导致外径壁厚尺寸发生变化,同时芯棒孔型位置发生变化导致芯棒容易粘钢造成轧伤缺陷。
技术实现要素:
7.为克服上述相关技术中的缺陷,本发明提供一种钢管冷轧机芯杆及钢管冷轧机,可避免芯杆与待轧钢管内表面接触形成划伤。
8.为实现上述技术目的,一方面,本发明提供一种钢管冷轧机芯杆。所述的钢管冷轧机芯杆包括设置于中部的狼牙棒,所述狼牙棒两端的所述芯杆上各固定有至少一个保护套,所述保护套的外径大于所述芯杆的最大外径,且所述保护套的表面硬度小于所述钢管冷轧机加工的产品的表面硬度。
9.优选地,所述所述狼牙棒两端的所述芯杆上各设置有至少一个环形凹槽,每个所述环形凹槽外套装有一个保护套。
10.优选地,所述保护套外径与除所述狼牙棒部分的所述芯杆的直径之差的范围为3mm~10mm。
11.优选地,所述保护套的长度为300mm~400mm。
12.优选地,所述环形凹槽的深度为8mm~12mm。
13.优选地,所述保护套包括聚酰胺材质。
14.优选地,所述保护套与所述芯杆通过垂直与所述芯杆方向的螺钉固定。
15.另一方面,本发明的一些实施例还提供一种钢管冷轧机,所述的钢管冷轧机包括上述任一项实施例所述的钢管冷轧机芯杆。
16.本发明的有益效果在于:待轧钢管在运动的过程中和保护套相互摩擦,而不会与芯杆发生直接摩擦,可以避免钢与钢之间摩擦,在保护套硬度小于待轧钢管硬度的前提下,可以对待轧钢管内表面形成保护。
17.芯杆上设置有环形凹槽,因此芯杆在受到冲击后更容易断裂而不是弯曲,不会存在不知道芯杆的发生弯曲的情况,也就不会造成芯棒位置发生变化而导致芯棒粘钢形成的轧伤缺陷。
18.保护套直径大于芯杆直径,可以把待轧钢管的内壁上一部分钢销、修磨排除,避免钢销、修磨随着待轧钢管进入变形区间造成轧制缺陷。
附图说明
19.为了更清楚地说明本发明实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
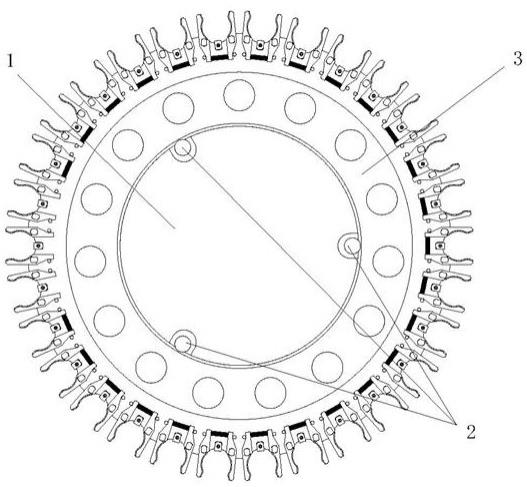
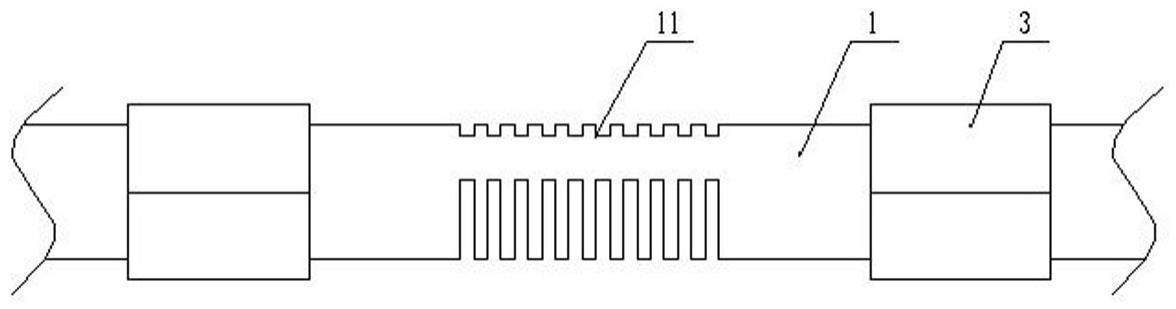
20.图1为本发明的结构图;图2为本发明的保护套的剖视图;图3为本发明的设置有环形凹槽的芯杆结构图。
具体实施方式
21.为使本发明的上述目的、特征和优点能够更加明显易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其它实施例,均属于本发明保护的范围。
22.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
24.一方面,本发明提供一种钢管冷轧机芯杆。如图1至图3所示,所述的钢管冷轧机芯杆1包括设置于中部的狼牙棒11,所述狼牙棒11两端的所述芯杆1上各固定有至少一个保护套3,所述保护套3的外径大于所述芯杆1的最大外径,且所述保护套3的表面硬度小于所述
钢管冷轧机加工的产品的表面硬度。
25.例如,在狼牙棒11两端的所述芯杆1上各固定一个保护套3,保护套3的外径大于所述芯杆1的最大外径,且保护套3应小于待轧钢管的内径,以便于待轧钢管套装于芯杆1上。保护套3与狼牙棒11的最近距离可以为300mm~500mm,例如可以为300mm、400mm或500mm。相邻两个保护套3之间的距离可以为300mm~500mm,例如可以为300mm、400mm或500mm。
26.优选地,所述保护套3外径与除所述狼牙棒11部分的所述芯杆1的直径之差的范围为3mm~10mm。例如,保护套3外径大于除所述狼牙棒11部分的所述芯杆1的直径3mm、6mm或10mm。
27.优选地,所述所述狼牙棒11两端的所述芯杆1上各设置有至少一个环形凹槽4,每个所述环形凹槽4外套装有一个保护套3。
28.优选地,所述保护套3的长度为300mm~400mm。
29.优选地,所述环形凹槽4的深度为8mm~12mm。
30.例如,每个环形凹槽4内均固定有一个保护套3,保护套3长度可以为300mm、350mm或400mm,可以理解的是,环形凹槽4在沿芯杆1轴向的长度可以为300mm、350mm或400mm,也就是说,环形凹槽4与设置于其内部的保护套3的长度一致。环形凹槽4的深度为8mm、10mm或12mm。
31.优选地,所述保护套3包括聚酰胺材质。当然,对本技术而言,其它硬度小于200hb的材质亦可以采用,例如铜。
32.优选地,所述保护套3与所述芯杆1通过垂直与所述芯杆1方向的螺钉固定。可以理解的是,为防止螺钉可能对待轧钢管内表面划伤,因此,螺钉可以采用沉头螺钉。
33.另外,可以理解的是,为便于保护套3套装于环形凹槽4上,保护套3可以采用两个或多个弧形片,两个或多个弧形片可以将待轧钢管接触并防止芯杆1与待轧钢管直接接触。
34.另一方面,本发明的一些实施例还提供一种钢管冷轧机,所述的钢管冷轧机包括上述任一项实施例所述的钢管冷轧机芯杆。
35.在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
36.以上仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。