1.本实用新型属于机械加工技术领域,特别涉及一种异形浮动推力瓦块特征斜面的加工装置。
背景技术:
2.异形浮动推力瓦块属于扇形单向不对称支撑类瓦块,如图1所示。通常该异形浮动推力瓦块是成组使用的,每组有8个瓦块,并按圆周方向均匀分布在推力架体上,能起到平稳承担轴向载荷引起的轴向力作用。从图1、图 2可见,支撑面q两侧分别与特征垂直面z和特征斜面w相邻,就是说,支撑面q由特征垂直面z和特征斜面w来决定。而特征垂直面z的加工相对容易实现和保证,因此,特征斜面w的加工就显得尤为重要。现在特征斜面w 的加工采用的装夹方式,一般是虎钳夹持或者弯板固定,但是很难达到特征斜面w的加工要求,主要存在的缺点问题有:1.定位不准;2.找正困难; 3.装夹费时。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型的目的在于提供一种异形浮动推力瓦块特征斜面的加工装置,采用三个定位基准,实现了可靠定位,也省掉了常规的找正环节,解决现有技术中存在的定位不准、找正困难、装夹费时和形状精度一致性差的问题。
4.为了达到上述目的,本实用新型所采用的技术方案是:
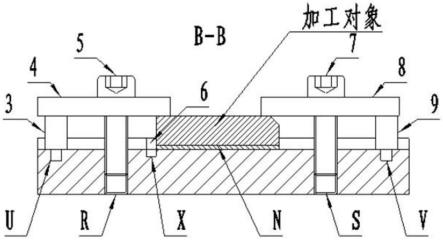
5.一种异形浮动推力瓦块特征斜面的加工装置,其本体为块状,本体下端面是固定平面p,本体上端面上设置工作斜面n;本体边缘穿透设置有用于固定的沉孔,在本体中部即沉孔的内侧还依次设置有第一支撑定位孔u、第一锁紧螺纹孔r、定位销孔x、第二锁紧螺纹孔s和第二支撑定位孔v,第一支撑定位孔u内设置第一支撑杆3,第一锁紧螺纹孔r内设置第一锁紧螺钉 5,定位销孔x内设置定位销6,第一支撑杆3上设置第一压板4且第一压板 4穿过第一锁紧螺钉5;第二锁紧螺纹孔s、第二支撑定位孔v处的结构与第一支撑定位孔u、第一锁紧螺纹孔r结构相同且对称,即第二锁紧螺纹孔s 内设置第二锁紧螺钉7、第二支撑定位孔v内设置第二支撑杆9,第二压板8 横搭在第二锁紧螺钉7和第二支撑杆9上。
6.所述的固定平面p与工作斜面n夹角为θ2,夹角θ2等于夹角θ1但构成反向布局,夹角θ1为加工对象异形浮动推力瓦块的特征斜面w与合金工作面h所形成的夹角。
7.本实用新型的有益效果是:
8.1、第一支撑定位孔u和第二支撑定位孔v用于限定第一、二支撑杆3、 9的位置,起到安全保护和定位作用;定位销孔x用于安放定位销6,起到对加工对象瓦块的径向定位作用。
9.2、将加工对象瓦块的合金面h贴合安放在本实用新型的工作斜面n上,瓦块的侧面f与本实用新型的定位面m贴合,瓦块的外圆d与本实用新型的定位销6贴合,通过三个定位基准能完全把瓦块限定在本实用新型的规定位置上,实现了可靠定位,也省掉了常规的找正环节。
10.3、从加工角度考虑,将瓦块的支撑面q放置于水平状态或垂直状态,同时,用双压板(即第一压板4、第二压板8)通过垂直于合金工作面h的方向进行施力,使瓦块完全固定锁紧,实现了快速可靠定位,省掉了找正环节,缩短了装夹用时,解决了瓦块定位不准、找正困难及装夹费时的问题。也更符合加工习惯,降低了加工难度。
附图说明
11.图1是加工对象异形浮动推力瓦块的零件图。
12.图2是图1的a-a剖视图。
13.图3是本实用新型夹持加工对象后的俯视图。
14.图4是图3的a-a剖视图。
15.图5是图4的b-b剖视图。
16.图6是本实用新型未夹持加工对象的上端面俯视图。
17.图7是图6的a-a剖视图。
18.图8是图6的b-b剖视图。
19.图1-图2中,w.特征斜面,e.特征交棱,k.特征平面,f.侧面,h.合金工作面,q.支撑面,d.外圆,z.特征垂直面,θ1:特征斜面w与合金工作面 h形成的夹角;
20.图3-图5中,w.特征斜面,m.定位面,n.工作斜面,p.固定平面,g.第一沉孔,j.第二沉孔,l.第三沉孔,3.第一支撑杆,4.第一压板,5.第一锁紧螺钉,6.定位销,7.第二锁紧螺钉,8.第二压板,9.第二支撑杆。
21.图6-图8中,m.定位面,p.固定平面,n.工作斜面,u.第一支撑定位孔,v.第二支撑定位孔,r.第一锁紧螺纹孔,s.第二锁紧螺纹孔,x.定位销孔,g.第一沉孔,j.第二沉孔,l.第三沉孔,θ2:工作斜面n与固定平面p形成的夹角。
具体实施方式
22.下面结合附图和具体实施方式对本实用新型进行详细说明。
23.参照图4,一种异形浮动推力瓦块特征斜面的加工装置,其本体为块状,图中所示为长方体,其本体下端面是固定平面p,本体上端面上设置工作斜面n;参照图6、图7,本体边缘穿透设置有用于固定的沉孔,图中所示,一侧设置有第一沉孔g,另一侧设置有第二沉孔j和第三沉孔l;在本体中部即沉孔的内侧还依次设置有第一支撑定位孔u、第一锁紧螺纹孔r、定位销孔x、第二锁紧螺纹孔s和第二支撑定位孔v;参照图3、图5,第一支撑定位孔u内设置支撑第一杆3,第一锁紧螺纹孔r内设置第一锁紧螺钉5,定位销孔x内设置定位销6,第一支撑杆3上设置第一压板4且第一压板4穿过第一锁紧螺钉5;第二锁紧螺纹孔s、第二支撑定位孔v处的结构与第一支撑定位孔u、第一锁紧螺纹孔r结构相同且对称,即第二锁紧螺纹孔s内设置第二锁紧螺钉7、第二支撑定位孔v内设置第二支撑杆9,第二压板8 横搭在第二锁紧螺钉7和第二支撑杆9上。
24.参照图8,所述的固定平面p与工作斜面n夹角为θ2,夹角θ2等于夹角θ1但构成反向布局,夹角θ1为加工对象异形浮动推力瓦块的特征斜面w 与合金工作面h所形成的夹角。
25.本实用新型的设计思路:
26.如图1、图2所示,加工对象异形浮动推力瓦块的因特征交棱e、特征垂直面z与侧面
f相互为平行关系,则应选取侧面f作为一个定位基准;而特征斜面w与合金工作面h有固定的夹角关系,则应选取合金工作面h作为第二个定位基准。考虑到瓦块已受二维限制,但第三维度自由,因此,再选取外圆d进行三维约束,就能完全对瓦块限位。
27.如图6、7、8所示,考虑到瓦块装夹后,便于刀具加工,把瓦块待加工的特征斜面w置放于工作台面平行方向上,基于此,从平行四边形互余角的关系出发,把加工装置本体上工作斜面n与固定平面p的夹角θ2做成同瓦块夹角θ1的相反方向等同角度;又考虑瓦块的合金工作面h与侧面f属垂直关系,在制作加工装置本体工作斜面n时一同把垂直n的定位面m也加工好。再在工作斜面n上加工相应的定位孔、锁紧螺纹孔及支撑定位孔,以实现瓦块的全约束定位及锁紧功能。
28.本实用新型的工作原理为:
29.本实用新型的固定平面p置放在加工设备的工作台面上,通过找正定位面m后,并用沉头螺钉通过三个沉孔g、j和l把本实用新型紧固在设备工作台面上;加工对象瓦块的合金面h安放在本实用新型的工作斜面n上,再通过瓦块的侧面f及外圆d分别与本实用新型的定位面m及定位销6外圆贴合在一起进行定位,并用两套压紧部件即第一压板4、第二压板8作用于瓦块特征底面k上把瓦块紧固在本实用新型上。
30.本实用新型可在带有铣削功能的任何机床上实现加工,且不需机床主轴偏转任何角度。具体操作步骤如下:
31.1.将本实用新型的固定平面p安放在设备工作台面上,找正定位面m 后,并用沉头螺钉通过第一、二、三沉孔g、j和l来紧固本实用新型;
32.2.将定位销6插入定位销孔x内;
33.3.将瓦块的合金面h安放在加工装置本体的工作斜面n上,并将瓦块的侧面f及外圆d分别同加工装置本体的定位面m及定位销6贴合在一起进行定位;
34.4.用两套压紧部件作用于瓦块特征平面k上对瓦块进行紧固:将第一、第二支撑杆3、9分别插入第一、第二支撑定位孔u和v处,用第一、第二锁紧螺钉5和7通过第一压板4和第二压板8分别作用于瓦块特征平面k 上对瓦块进行紧固;
35.5.装夹完成后,即可开始加工;
36.6.选用数控设备加工时,当首件经检测合格后,应将刀具运行轨迹程序进行固化,以便后续批量生产时,能保证瓦块形状精度的一致性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。