1.本发明属于轴承座加工技术领域,具体为大型铸铁轴承座加工工艺。
背景技术:
2.轴承座引是一种可以接受综合载荷、构造特别的大型和特大型轴承座,其具有构造紧凑、回转灵敏、装置维护方便等特点。有轴承的地方就要有支撑点,轴承的内支撑点是轴,外支撑就是常说的轴承座,而轴承座一直都是各行各业设备中的关键部件之一,不仅有很高的强度要求而且有很严格的公差和技术要求,尤其是涉及到安全和家电类的产品,强度要求高意味着材料的性能要求高,需要使用硬度和强度较优的材料,例如铸铁,铸钢等,同时这也增加了切削和加工工艺的难度。
3.轴承座一般具有多种规格用于适配不同零件和轴承的安装需求,铸铁和铸钢类的轴承座,因为材质的特殊性,硬度高,表面相对粗糙,加工工艺通常采用的车铣复合,而轴承孔的加工一般分为外孔和内孔,采用常规夹具对工件夹持后进行加工时,不可避免的导致工件的内外轴承孔同心度存在偏差,主要原因为夹具夹持受限于与产品外形,外形的砂膜铸造光滑度和平整度的一致性难以保证,同时夹具压力和角度对每一个工件产生的细微差异均会导致同轴度的出现偏差。
4.在轴承座的加工过程中,由于需要使用夹具对轴承座进行夹持以保证后续加工的稳定性,但常规的夹具在针对轴承座的加工时,其一般采用三爪夹盘或四爪夹盘,在装夹时一般会将待加工的轴承座放置在夹盘的中心位置,并分别控制三个夹爪的进给使其与工件之前进行接触并夹紧,但采用这种夹具进行装夹时,每个夹爪之间的进给量并不会完全相同存在一定的微小差异,此时工件进行旋转时其中轴线存在一定的偏差,导致加工精度受到一定的影响,无法满足精准加工的需求。
技术实现要素:
5.本发明的目的在于提供大型铸铁轴承座加工工艺,以解决上述背景技术中提出的问题。
6.为了实现上述目的,本发明提供如下技术方案:大型铸铁轴承座加工工艺,包括固定环和夹具组件,所述固定环为圆环形铸铁材料制成,所述固定环的内侧面等角度设有加强筋,所述加强筋的一端与固定环的内侧面相连接且加强筋的另一端设有轴承安装座,所述轴承安装座的外侧面与加强筋的另一端相连接,所述轴承安装座的内部开设有内孔,所述轴承安装座靠近顶端的位置上开设有位于内孔外侧面的外孔,所述固定环靠近右上角的位置上开设有缺口,所述加强筋靠近固定环内侧面的左右两端均设有固定凸起,所述固定环的外侧面开设有贯通固定凸起的定位孔;其加工工艺包含以下步骤:s1:首先选取合适规格的覆膜砂进行产品的铸造,得到轴承座本体的粗毛坯,粗毛坯尺寸应控制在合理尺寸范围内;
s2:使用夹具组件对粗毛坯工件进行首次装夹,并利用车铣复合设备配合车铣符合工艺对粗毛坯进行粗加工;s3:粗加工时应保证固定环的尺寸符合要求且表面光滑,同时需确保固定环和加强筋之间的通槽完整成型,利用车削加工确保固定环表面的光滑度,同时利用车削加工确保四个加强筋对应的四个通槽大小完全相同,且在任意通槽位置利用车削工艺加工缺口确保缺口尺寸符合要求;s4:利用车铣工艺加工加强筋对应位置上的固定凸起确保每个固定凸起的尺寸完全相同,同时在固定环的侧面利用钻孔装置对固定凸起对应位置的定位孔进行加工,确保定位孔的尺寸完全相同且符合要求;s5:利用钻孔设备对轴承安装座的中部进行钻孔作业首先加工轴承安装座中部的内孔,其次加工位于内孔外侧面的外孔同时在外孔和内孔的单边预留加工余量;s6:使用夹具组件对粗加工后的工件进行二次装夹,采用cnc数控加工中心配合使用两把不同的镗刀,两把镗刀分别对应外孔和内孔并对外孔和内孔进行同步精加工;s7:采用两把镗刀配合cnc数控加工中心,对外孔和内孔的余量部分进行精镗,确保外孔和内孔的尺寸符合要求,同时需确保同心度符合要求。
7.在加工时,需安装加工尺寸要求首先对产品进行粗加工得到产品毛坯,同时利用车铣复合工艺来完成产品的粗加工过程,且需要规避产品外观缺陷对加工精度的影响,再次使用cnc精镗工艺来完成产品的精加工过程,确保产品的尺寸精度符合要求。
8.通过利用车铣复合工艺和cnc精镗工艺实现轴承座工件的粗加工和精加工过程,通过增加一道工序,提高整个加工中的稳定性,避免了传统加工工艺中因产品细微外形差异导致的加工尺寸存在一定偏差的问题,不仅克服了尺寸差异导致的产品良率的下降,显著提高了产品的合格率,降低了加工成本,适合推广使用。
9.作为本发明的进一步技术方案,所述外孔的内径大于内孔的内径,所述外孔和内孔的圆心处于同一点上。
10.作为本发明的进一步技术方案,所述固定凸起的数量共为八个且每两个分布在加强筋的左右两侧,所述定位孔的数量与固定凸起的数量相同且定位孔垂直开设在固定环的外侧面,并贯通固定凸起的内部。
11.作为本发明的进一步技术方案,所述加强筋的宽度随长度依次减小,所述加强筋靠近轴承安装座一端的长度大于加强筋靠近固定环内侧面一端的长度。
12.作为本发明的进一步技术方案,在步骤s5中其加工余量为0.2mm,即外孔和内孔单边的加工余量均为0.2mm,总加工预留余量为0.4mm。
13.在车铣复合加工工艺中利用一次装夹并对外孔和内孔各预留0.2mm的加工余量,并在后续的cnc精镗工艺中利用两把镗刀直接对外孔和内孔进行加工,使用二次装夹确保内部轴承孔尺寸和同心度复合要求,完成轴承孔的精加工过程。
14.利用车铣复合工艺配合cnc精镗工艺,同时在粗加工时预留一定的余量,同于后续精加工的精细操作,并利用二次装夹的过程克服两个轴承孔加工孔径的公差和同轴度的偏差,避免传统装置只使用单次装夹直接对轴承孔精细精加工难以控制同轴度的问题,显著提高轴承孔的尺寸精度,确保产品良率较高,适合批量生产时进行使用。
15.作为本发明的进一步技术方案,所述夹具组件包括固定套,所述固定套的前端活
动安装有盖板,所述盖板的正面等角度开设有卡槽,所述固定套内腔的中部固定安装有伸缩油缸。
16.作为本发明的进一步技术方案,所述伸缩油缸的底端与固定套内腔的底端固定连接,所述伸缩油缸的输出端固定安装有活动板,所述活动板的正面等角度固定安装有第二固定座,所述第二固定座的一端通过转轴活动连接有连杆,所述连杆的另一端通过转轴活动安装有第一固定座。
17.作为本发明的进一步技术方案,所述第一固定座的正面均固定安装有卡块,所述卡块的正面均固定安装有位于盖板正面的夹块,所述夹块的内侧面均开设有防滑槽。
18.作为本发明的进一步技术方案,所述卡块与卡槽之间活动卡接,所述卡块的数量与卡槽完全相同。
19.在装夹过程中,首先可将待加工的轴承座工件放置在四个防滑槽之间的位置上,并同步启动伸缩油缸缩短,当伸缩油缸缩短时,此时位于伸缩油缸一端的活动板随之向右侧进行位移,即向固定套的底端进行靠近,由于卡块仅能相对卡槽位移,且连杆整体长度不变,所以当活动板向右侧进行位移时,连杆靠近第一固定座的一端随之向活动板的中部进行偏转,即每两个连杆之间的夹角减小,此时卡块随之相对卡槽滑动并朝卡槽的中部进行位移,同时带动四个夹块相对靠近对中部的轴承座工件进行夹持,完成同步夹紧过程。
20.通过利用伸缩油缸的伸长和缩短过程利用连杆的转换实现四个夹块的同步位移,即实现同步向内缩进和同步向外侧扩张,使得每个夹块与工件的夹持点的压力和角度均相同,同时四个夹块的相对进给量也完全相同,避免传统夹持装置中分别调节不同的夹爪导致进给量存在差异,进而导致的同轴度偏差的问题,可确保工件在旋转时与夹具组件的中部处于同轴,进一步提高了产品的加工精度,批量生产时可显著工件的加工成本。
21.本发明的有益效果如下:1、本发明通过利用车铣复合工艺和cnc精镗工艺实现轴承座工件的粗加工和精加工过程,通过增加一道工序,提高整个加工中的稳定性,避免了传统加工工艺中因产品细微外形差异导致的加工尺寸存在一定偏差的问题,不仅克服了尺寸差异导致的产品良率的下降,显著提高了产品的合格率,降低了加工成本,适合推广使用。
22.2、本发明通过利用车铣复合工艺配合cnc精镗工艺,同时在粗加工时预留一定的余量,同于后续精加工的精细操作,并利用二次装夹的过程克服两个轴承孔加工孔径的公差和同轴度的偏差,避免传统装置只使用单次装夹直接对轴承孔精细精加工难以控制同轴度的问题,显著提高轴承孔的尺寸精度,确保产品良率较高,适合批量生产时进行使用。
23.3、本发明通过利用伸缩油缸的伸长和缩短过程利用连杆的转换实现四个夹块的同步位移,即实现同步向内缩进和同步向外侧扩张,使得每个夹块与工件的夹持点的压力和角度均相同,同时四个夹块的相对进给量也完全相同,避免传统夹持装置中分别调节不同的夹爪导致进给量存在差异,进而导致的同轴度偏差的问题,可确保工件在旋转时与夹具组件的中部处于同轴,进一步提高了产品的加工精度,批量生产时可显著工件的加工成本。
附图说明
24.图1为本发明轴承座结构的三维示意图;
图2为本发明轴承座结构的俯视图;图3为本发明轴承座结构的侧视图;图4为图2中f处结构放大示意图;图5为图2中a-a剖面示意图;图6为图2中b-b剖面示意图;图7为图2中c-c剖面示意图;图8为图2中d-d剖面示意图;图9为图2中e-e剖面示意图;图10为本发明夹具组件结构的示意图;图11为本发明夹具组件结构的分解示意图;图12为本发明夹具组件内部结构的单独示意图。
25.图中:1、固定环;2、固定凸起;3、定位孔;4、加强筋;5、轴承安装座;6、外孔;7、内孔;8、缺口;9、夹具组件;901、固定套;902、盖板;903、卡槽;904、伸缩油缸;905、卡块;906、夹块;907、防滑槽;908、第一固定座;909、第二固定座;9010、连杆;9011、活动板。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
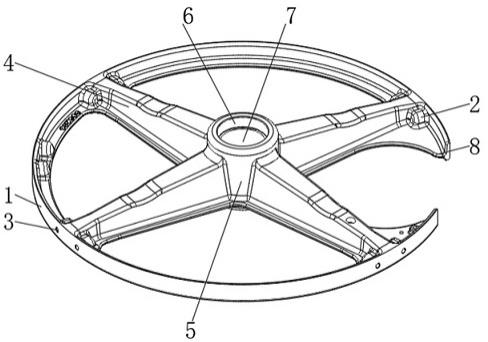
27.如图1至图10所示,本发明实施例中,大型铸铁轴承座加工工艺,包括固定环1和夹具组件9,固定环1为圆环形铸铁材料制成,固定环1的内侧面等角度设有加强筋4,加强筋4的一端与固定环1的内侧面相连接且加强筋4的另一端设有轴承安装座5,轴承安装座5的外侧面与加强筋4的另一端相连接,轴承安装座5的内部开设有内孔7,轴承安装座5靠近顶端的位置上开设有位于内孔7外侧面的外孔6,固定环1靠近右上角的位置上开设有缺口8,加强筋4靠近固定环1内侧面的左右两端均设有固定凸起2,固定环1的外侧面开设有贯通固定凸起2的定位孔3;其加工工艺包含以下步骤:s1:首先选取合适规格的覆膜砂进行产品的铸造,得到轴承座本体的粗毛坯,粗毛坯尺寸应控制在合理尺寸范围内;s2:使用夹具组件9对粗毛坯工件进行首次装夹,并利用车铣复合设备配合车铣符合工艺对粗毛坯进行粗加工;s3:粗加工时应保证固定环1的尺寸符合要求且表面光滑,同时需确保固定环1和加强筋4之间的通槽完整成型,利用车削加工确保固定环1表面的光滑度,同时利用车削加工确保四个加强筋4对应的四个通槽大小完全相同,且在任意通槽位置利用车削工艺加工缺口8确保缺口8尺寸符合要求;s4:利用车铣工艺加工加强筋4对应位置上的固定凸起2确保每个固定凸起2的尺寸完全相同,同时在固定环1的侧面利用钻孔装置对固定凸起2对应位置的定位孔3进行加工,确保定位孔3的尺寸完全相同且符合要求;
s5:利用钻孔设备对轴承安装座5的中部进行钻孔作业首先加工轴承安装座5中部的内孔7,其次加工位于内孔7外侧面的外孔6同时在外孔6和内孔7的单边预留加工余量;s6:使用夹具组件9对粗加工后的工件进行二次装夹,采用cnc数控加工中心配合使用两把不同的镗刀,两把镗刀分别对应外孔6和内孔7并对外孔6和内孔7进行同步精加工;s7:采用两把镗刀配合cnc数控加工中心,对外孔6和内孔7的余量部分进行精镗,确保外孔6和内孔7的尺寸符合要求,同时需确保同心度符合要求。
28.第一实施例:在加工时,需安装加工尺寸要求首先对产品进行粗加工得到产品毛坯,同时利用车铣复合工艺来完成产品的粗加工过程,且需要规避产品外观缺陷对加工精度的影响,再次使用cnc精镗工艺来完成产品的精加工过程,确保产品的尺寸精度符合要求。
29.通过利用车铣复合工艺和cnc精镗工艺实现轴承座工件的粗加工和精加工过程,通过增加一道工序,提高整个加工中的稳定性,避免了传统加工工艺中因产品细微外形差异导致的加工尺寸存在一定偏差的问题,不仅克服了尺寸差异导致的产品良率的下降,显著提高了产品的合格率,降低了加工成本,适合推广使用。
30.如图1至图3和图6至图9所示,外孔6的内径大于内孔7的内径,外孔6和内孔7的圆心处于同一点上,固定凸起2的数量共为八个且每两个分布在加强筋4的左右两侧,定位孔3的数量与固定凸起2的数量相同且定位孔3垂直开设在固定环1的外侧面,并贯通固定凸起2的内部,加强筋4的宽度随长度依次减小,加强筋4靠近轴承安装座5一端的长度大于加强筋4靠近固定环1内侧面一端的长度。
31.如图1至图2所示,在步骤s5中其加工余量为0.2mm,即外孔6和内孔7单边的加工余量均为0.2mm,总加工预留余量为0.4mm。
32.第二实施例:在车铣复合加工工艺中利用一次装夹并对外孔6和内孔7各预留0.2mm的加工余量,并在后续的cnc精镗工艺中利用两把镗刀直接对外孔6和内孔7进行加工,使用二次装夹确保内部轴承孔尺寸和同心度复合要求,完成轴承孔的精加工过程。
33.利用车铣复合工艺配合cnc精镗工艺,同时在粗加工时预留一定的余量,同于后续精加工的精细操作,并利用二次装夹的过程克服两个轴承孔加工孔径的公差和同轴度的偏差,避免传统装置只使用单次装夹直接对轴承孔精细精加工难以控制同轴度的问题,显著提高轴承孔的尺寸精度,确保产品良率较高,适合批量生产时进行使用。
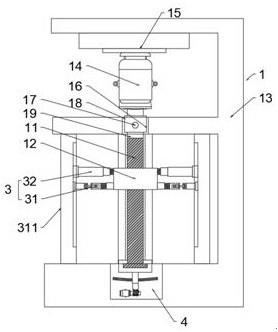
34.如图9至图12所示,夹具组件9包括固定套901,固定套901的前端活动安装有盖板902,盖板902的正面等角度开设有卡槽903,固定套901内腔的中部固定安装有伸缩油缸904,伸缩油缸904的底端与固定套901内腔的底端固定连接,伸缩油缸904的输出端固定安装有活动板9011,活动板9011的正面等角度固定安装有第二固定座909,第二固定座909的一端通过转轴活动连接有连杆9010,连杆9010的另一端通过转轴活动安装有第一固定座908,第一固定座908的正面均固定安装有卡块905,卡块905的正面均固定安装有位于盖板902正面的夹块906,夹块906的内侧面均开设有防滑槽907,卡块905与卡槽903之间活动卡接,卡块905的数量与卡槽903完全相同。
35.第三实施例:
在装夹过程中,首先可将待加工的轴承座工件放置在四个防滑槽907之间的位置上,并同步启动伸缩油缸904缩短,当伸缩油缸904缩短时,此时位于伸缩油缸904一端的活动板9011随之向右侧进行位移,即向固定套901的底端进行靠近,由于卡块905仅能相对卡槽903位移,且连杆9010整体长度不变,所以当活动板9011向右侧进行位移时,连杆9010靠近第一固定座908的一端随之向活动板9011的中部进行偏转,即每两个连杆9010之间的夹角减小,此时卡块905随之相对卡槽903滑动并朝卡槽903的中部进行位移,同时带动四个夹块906相对靠近对中部的轴承座工件进行夹持,完成同步夹紧过程。
36.通过利用伸缩油缸904的伸长和缩短过程利用连杆9010的转换实现四个夹块906的同步位移,即实现同步向内缩进和同步向外侧扩张,使得每个夹块906与工件的夹持点的压力和角度均相同,同时四个夹块906的相对进给量也完全相同,避免传统夹持装置中分别调节不同的夹爪导致进给量存在差异,进而导致的同轴度偏差的问题,可确保工件在旋转时与夹具组件9的中部处于同轴,进一步提高了产品的加工精度,批量生产时可显著工件的加工成本。
37.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。