1.本发明提供了一种多工位料箱堆垛机控制方法,属于堆垛机控制技术领域。
背景技术:
2.料箱式立体仓库是自动化立体仓库的重要一员,是一种多层存放货物的高架仓库系统,由立体货架、料箱堆垛机、出入库输送线、wms/wcs系统等组成。料箱式自动化立体仓库是以料箱堆垛机对料箱单元(塑料箱或纸箱)进行自动存取的存储解决方案,可以选择单伸位/双伸位、单工位/多工位等不同类型的料箱堆垛机存储,适用于体积小、载荷轻的物品。
3.对于存放料箱的自动化立体仓库而言,由于料箱体积比较小、重量比较轻、存放的配件种类多,所以,对料箱自动化立体仓库的出入库效率要求比较高。但是现有的多工位堆垛机的控制通常采用梯形图或语句表的方法,在涉及到堆垛机载货台上有多个工位时,时有窜指令、指令中断等问题,并且断电处理故障后重新上电指令要重新执行,给使用造成许多不便。
技术实现要素:
4.本发明为了解决现有的多工位堆垛机采用梯形图或语句表的方法时有窜指令、指令中断等问题,提出了一种多工位料箱堆垛机控制方法。
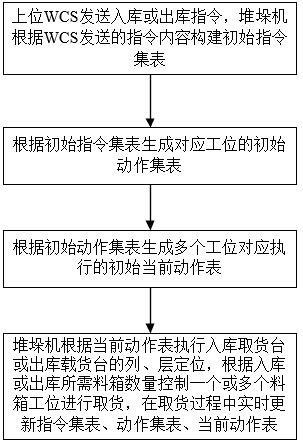
5.为了解决上述技术问题,本发明采用的技术方案为:一种多工位料箱堆垛机控制方法,在堆垛机载货台上布置了至少三个料箱工位,每个料箱工位上配备一套货叉,每套货叉由独立的电机驱动,所述控制方法包括如下步骤:s1:上位wcs发送入库或出库指令,堆垛机根据wcs发送的指令内容构建初始指令集表;s2:根据初始指令集表生成对应工位的初始动作集表;s3:根据初始动作集表生成多个工位对应执行的初始当前动作表;s4:堆垛机根据当前动作表执行入库取货台或出库送货台的列、层定位,根据入库或出库所需料箱数量控制一个或多个料箱工位进行取货,在取货过程中实时更新指令集表、动作集表、当前动作表。
6.所述指令集表中设置了指令集的状态、指令集编号、指令集类型、各个工位对应指令的状态、指令编号、货架地址。
7.所述动作集表是指要完成指令集中的指令功能,需要完成的动作合集;根据对入库和出库指令动作的描述,要完成一个指令集表的功能;对于多料箱工位的入库是根据送货地址距离入库台远近,依次执行,对于多料箱工位的出库是从最大取货地址,依次取货。
8.所述动作集表中设置了动作集表总状态、各个工位的指令编号、动作序号,每个动作序号对应的动作状态、指令集类型、取送货类型、工位组合代码、目标地址排号、目标地址
列号、目标地址层号。
9.所述当前动作表中设置了动作表状态、某个动作对应动作集表中动作序号、各工位的指令编号、指令集类型、存取类型、操作工位代码、工作地址排号、工作地址列号、工作地址层号、列激光值、层高位激光值、层低位激光值。
10.所述动作集表总状态包括:空闲;动作集建立完成;序号1动作正在执行;序号2动作正在执行;序号3动作正在执行;序号4动作正在执行;
……
;序号n动作正在执行;动作集动作全部执行完成。
11.所述动作表状态包括:本动作表空闲;本动作正在执行去目标地址的定位;本动作正在执行取货;本动作正在执行送货;本动作执行完成。
12.所述工位组合代码根据具体设置的工位数量,至少包括单工位独立操作、双工位组合操作、三工位同时组合操作。
13.本发明相对于现有技术具备的有益效果为:本发明采用的方法是用数据表来对应各个工位的指令及执行状态,哪条指令执行中出错或哪一步出错,都可以在这一步排除故障。排除后,只要本步骤强制完成,恢复自动运行后下面的动作(指令)可以接着执行,大大方便了使用中的处理过程。可靠性高,方便灵活,大大方便了故障排除的过程,提高了运行效率,减少了停机时间。
附图说明
14.下面结合附图对本发明做进一步说明:图1为本发明控制方法的流程图;图2为本发明实施例中三工位料箱堆垛机入库的流程图。
具体实施方式
15.如图1-2所示,本发明提供了一种多工位料箱堆垛机控制方法,在堆垛机载货台上布置了至少三个料箱工位,每个料箱工位上配备一套货叉,每套货叉由独立的电机驱动,所述控制方法包括如下步骤:s1:上位wcs发送入库或出库指令,堆垛机根据wcs发送的指令内容构建初始指令集表;
s2:根据初始指令集表生成对应工位的初始动作集表;s3:根据初始动作集表生成多个工位对应执行的初始当前动作表;s4:堆垛机根据当前动作表执行入库取货台或出库送货台的列、层定位,根据入库或出库所需料箱数量控制一个或多个料箱工位进行取货,在取货过程中实时更新指令集表、动作集表、当前动作表。
16.所述指令集表中设置了指令集的状态、指令集编号、指令集类型、各个工位对应指令的状态、指令编号、货架地址。
17.所述动作集表是指要完成指令集中的指令功能,需要完成的动作合集;根据对入库和出库指令动作的描述,要完成一个指令集表的功能;对于多料箱工位的入库是根据送货地址距离入库台远近,依次执行,对于多料箱工位的出库是从最大取货地址,依次取货。
18.所述动作集表中设置了动作集表总状态、各个工位的指令编号、动作序号,每个动作序号对应的动作状态、指令集类型、取送货类型、工位组合代码、目标地址排号、目标地址列号、目标地址层号。
19.所述当前动作表中设置了动作表状态、某个动作对应动作集表中动作序号、各工位的指令编号、指令集类型、存取类型、操作工位代码、工作地址排号、工作地址列号、工作地址层号、列激光值、层高位激光值、层低位激光值。
20.所述动作集表总状态包括:空闲;动作集建立完成;序号1动作正在执行;序号2动作正在执行;序号3动作正在执行;序号4动作正在执行;
……
;序号n动作正在执行;动作集动作全部执行完成。
21.所述动作表状态包括:本动作表空闲;本动作正在执行去目标地址的定位;本动作正在执行取货;本动作正在执行送货;本动作执行完成。
22.所述工位组合代码根据具体设置的工位数量,至少包括单工位独立操作、双工位组合操作、三工位同时组合操作。
23.本发明提出了一种能够实现多工位料箱堆垛机存取货物的控制方法,能够实现多工作料箱堆垛机高效率入库出库的管理,下面对本发明中用到的技术术语进行说明:工位:是指在堆垛机载货台上可以存放一个料箱的位置,有一套货叉;取货:是指堆垛机货叉将料箱从货架的货位或者出入库台,取到堆垛机载货台上;
送货:是指堆垛机将料箱从载货台上送到货架的货位或者是出入库台上;定位:是指堆垛机运行到目标地址,且对准;空闲:是指表内容空,可以接收新内容;高位:是指堆垛机载货台在目标层送货的位置;低位:是指堆垛机载货台在目标层取货的位置;上位:是指在控制室人机交互系统,由库房管理人员操作;wcs:库房设备监控系统。
24.本发明的多工位料箱堆垛机特点如下:在堆垛机载货台上布置了多个料箱工位;每个工位配置一套货叉;每套货叉,是独立电机驱动控制的;在入库时,在入库台取货时,可以一套货叉运行、两套货叉同时运行或者多套货叉同时运行,同时取一个料箱、两个料箱或者多个料箱。
25.在入库送货时,根据多个工位上料箱要送达的货架地址,可以多个工位料箱分别送;也可以多个工位上料箱同时送;在出库时,在巷道内可以分别取一个料箱,取多次,取满所有工位;也可以,一次性取所有料箱,取满所有工位。
26.在出库送货时,载货台上所有工位的料箱,是一次性全部送到出库台上。
27.通过以上的描述,可以看出,本发明的多工位料箱堆垛机比常用的普通单工位料箱堆垛机的存取效率,最大可以提升设置的工位数倍。
实施例
28.下面具体根据设置三工位料箱堆垛机的入库出库及设置的指令集表、动作集表及当前动作表对本发明进行进一步说明。
29.当设置有三工位料箱堆垛机时,在入库时,在入库台取货时,可以一套货叉运行、两套货叉同时运行或者三套货叉同时运行,同时取一个料箱、两个料箱或者三个料箱。
30.在入库送货时,根据三个工位上料箱要送达的货架地址,可以三个工位料箱分别送;也可以三个工位上料箱同时送;在出库时,在巷道内可以分别取一个料箱,取三次,取满三个工位;也可以,一次性取三个料箱,取满三个工位。在出库送货时,载货台上三个工位的料箱,是一次性全部送到出库台上。
31.对于三工位料箱堆垛机,要实现如上所述的功能,本发明建立了如下所述的控制模型。
32.表1:指令集表数据结构(“指令集表”以下简称:表1)堆垛机是依据wms系统、wcs系统发送的指令来运行的。这个指令分为入库或者出库,每条指令对应一个工位,因此三工位的指令组成了一个指令集表,其结构如下:
表1 三工位料箱堆垛机指令集表。
33.表2:动作集表数据结构(“动作集表”以下简称:表2)根据指令集表,建立动作集表,动作集表的含义就是指,要完成指令集中的指令功能,需要完成的动作合集;根据上述对入库和出库指令动作的描述,要完成一个指令集表的功能,最多的动作是四步;
对于三个工位的入库:第一步:在入库台三个工位同时取货;第二步:工位1送货;第三步:工位2送货;第四步:工位3送货。
34.为了描述方便,在第二步~第四步,分别写工位1~工位3送货,在实际编程实现时,是根据送货地址距离入库台远近,依次执行。
35.对于三个工位的出库:第一步:工位1取货;第二步:工位2取货;第三步:工位3取货;第四步:在出库口三个工位同时送货。
36.为了描述方便,在第一步~第三步,分别写工位1~工位3取货,在实际编程实现时,是从最大取货地址,依次取货。
37.动作集表结构如下表2所示:表2 三工位料箱堆垛机动作集表。
38.表3:当前动作表数据结构(“当前动作表”以下简称:表3)根据动作集表建立的当前执行的动作表,结构如下表3所示:
表3三工位料箱堆垛机当前动作表。
39.表1、表2、表3组成了三工位堆垛机的控制模型,下面根据图2以2.三个工位的入库实例进行说明。
40.堆垛机接收到上位wcs发送的入库指令内容如下表4所示:表4堆垛机接收上位入库指令。
41.根据wcs发送的指令内容,建立如下表5中的指令集表:
表5 根据表4生成的指令集表。
42.根据表5,生成表6中的动作集表:表6 根据表5生成的动作集表。
43.根据表6,生成表7中的当前动作表:
表7 根据表6生成的当前动作表。
44.以上指令集表、动作集表、当前动作表的内容,只是在建立之初的,随着程序的运行,表的状态是动态变化的。
45.通过上述实施例的说明,以指令集表、动作集表、当前动作表构成了三工位料箱堆垛机控制模型的核心。通过该模型,即可充分、准确地发挥出三工位料箱堆垛机的优势,能极大地提高堆垛机的运行效率。依次可以类推五工位、七工位等。
46.本发明采用的方法是用数据表来对应各个工位的指令及执行状态,哪条指令执行中出错或哪一步出错,都可以在这一步排除故障。排除后,只要本步骤强制完成,恢复自动运行后下面的动作(指令)可以接着执行,大大方便了使用中的处理过程。
47.关于本发明具体结构需要说明的是,本发明采用的各部件模块相互之间的连接关系是确定的、可实现的,除实施例中特殊说明的以外,其特定的连接关系可以带来相应的技术效果,并基于不依赖相应软件程序执行的前提下,解决本发明提出的技术问题,本发明中出现的部件、模块、具体元器件的型号、相互间连接方式以及,由上述技术特征带来的常规使用方法、可预期技术效果,除具体说明的以外,均属于本领域技术人员在申请日前可以获取到的专利、期刊论文、技术手册、技术词典、教科书中已公开内容,或属于本领域常规技术、公知常识等现有技术,无需赘述,使得本案提供的技术方案是清楚、完整、可实现的,并能根据该技术手段重现或获得相应的实体产品。
48.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽
管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。