1.本发明涉及铸造加工技术领域,具体为一种铸造铝合金及其在发动机汽缸盖的应用。
背景技术:
2.铸造铝合金是以熔融金属充填铸型,获得各种形状零件毛坯的铝合金。具有低密度, 比强度较高,抗蚀性和铸造工艺性好,受零件结构设计限制小等优点。
3.发动机气缸盖一般都采用铸造铝合金进行生产,由于机械性能不足,在发动机气缸的活塞进行往复运动时,会使得缸体产生疲劳断裂失效的问题。
4.基于此,我们提出了一种铸造铝合金,希冀解决现有技术中的不足之处。
技术实现要素:
5.(一)解决的技术问题针对现有技术的不足,本发明提供了一种铸造铝合金及其在发动机汽缸盖的应用。
6.(二)技术方案为实现上述的目的,本发明提供如下技术方案:一种铸造铝合金,基于所述铸造铝合金的总重量,包括:量为至少90wt.%的al,量为3.2wt.%至小于4.0wt.%的si,量为0.2wt.%至小于0.5wt.%的mg;基于所述硅的总重量,还包括量为10%至小于20.0%的re。
7.作为进一步的技术方案,基于所述re的总重量,包括量为70%至小于80%的碳。
8.作为进一步的技术方案,所述碳为石墨烯纳米片。
9.作为进一步的技术方案:还包括cu、ti、zn。
10.作为进一步的技术方案,基于所述铸造铝合金的总重量,cu的量为0.10wt.%至小于0.15wt.%;ti的量为0.01wt.%至小于0.03wt.%;zn的量为0.01wt.%至小于0.05wt.%。
11.作为进一步的技术方案,将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金。
12.作为进一步的技术方案:将所述铸造铝合金进行热处理。
13.作为进一步的技术方案:所述热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
14.将所述铸造铝合金应用于发动机汽缸盖。
15.(三)有益效果
与现有技术相比,本发明提供了一种铸造铝合金,具备以下有益效果:本发明制备的铸造铝合金具有优异的机械性能,本发明通过对各组分优化配比,得到性能更加优异的铸造铝合金,因此,本发明通过进行的热处理,能够使得石墨烯纳米片在铝合金内部从近似一维的状态,增加到二维尺度排列,从而大幅度的提高了石墨烯纳米片与铝合金基体之间的界面接触结合面积,进而,能够有效的提高了其分散性,从而相较于铝合金材料具有较显著的强化作用。采用本发明制备的铸造铝合金材料制备气缸缸盖,能够大幅度的降低缸体产生疲劳断裂失效的问题。
附图说明
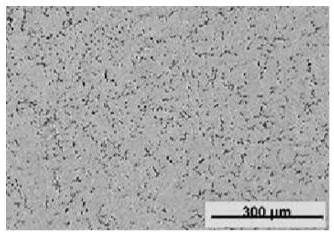
16.图1为实施例1试样金相组织图。
具体实施方式
17.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
19.一种铸造铝合金,基于所述铸造铝合金的总重量,包括:量为至少90wt.%的al,优选量为至少91wt.%的al,更优选量为至少92wt.%的al,量为3.2wt.%至小于4.0wt.%的si,优选量为3.5wt.%至小于3.8wt.%的si,更优选量为3.6wt.%的si,量为0.2wt.%至小于0.5wt.%的mg,优选量为0.3wt.%至小于0.5wt.%的mg,更优选量为0.4wt.%的mg;基于所述硅的总重量,还包括量为10%至小于20.0%的re,优选量为15.0%的re,具体为re与si质量比为0.1-0.2:1,优选0.15:1。
20.本发明中所采用的re为ce;通过ce的引入,铝合金中相呈细小点状,可有效起到微合金细化作用,并提高铝合金强度,可以细化共晶si的尺寸,减小了α-al二次枝晶臂的距离。
21.基于所述re的总重量,包括量为70%至小于80%的碳,优选量为75%的碳,具体为碳与re质量比为0.7-0.8:1,优选0.75:1。
22.所述碳为石墨烯纳米片。
23.还包括cu、ti、zn。
24.基于所述铸造铝合金的总重量,cu的量为0.10wt.%至小于0.15wt.%,cu的引入,能够显著的提高铝合金的切削性能,并且,能够提高铝合金的高温强度;ti的量为0.01wt.%至小于0.03wt.%,ti的引入铈为了促进结晶粒微细化,改善组织性能,提高伸缩特性,并且对于防止热断裂具有大幅度的改善效果;zn的量为0.01wt.%至小于0.05wt.%,zn的引入能够改良铸造性,降低废品率。
25.将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金,选用745℃浇注温度与38mm/min铸造速度时,随着凝固过程的持续进行,不易形成缩颈,能够避免产生缩孔、
偏析等铸造缺陷。
26.铸造铝合金进行热处理。
27.热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
28.直接将石墨烯纳米片添加到铸造铝合金基体中,由于石墨烯纳米片尺寸较小,其与铝合金基体结合时产生的润湿角较小,从而导致二者之间的润湿性较差,并且,石墨烯纳米片在铝合金基体内的流动性较差,从而导致 石墨烯纳米片的分散性较差,使得石墨烯纳米片在铝合金基体材料内部组织偏析或者出现较大的团聚问题,因此,使得石墨烯纳米片对铝合金基体的增强作用受到了极大的限制。
29.因此,本发明通过进行的热处理,能够使得石墨烯纳米片在铝合金内部从近似一维的状态,增加到二维尺度排列,从而大幅度的提高了石墨烯纳米片与铝合金基体之间的界面接触结合面积,进而,能够有效的提高了其分散性,从而相较于铝合金材料具有较显著的强化作用,其金相组织中的晶粒沿中心聚集点散射展开,各个晶粒紧密连接在一起,并且,随着晶粒的生长,离中心点较远处的晶界明显,界面能增加,从而使得各晶粒之间的连接保持紧密,铝合金材料的机械性能得到明显的提高,然而,如果过量的加入石墨烯纳米片,会导致强化相沿着晶界大量析出聚集,进而导致界面接触不均匀,不紧密,反而会降低铝合金材料的机械性能。
30.同时,通过本发明采用的温度均匀递增,保温时间不断固定延迟的热处理措施,能够使得铝合金铸造过程中产生的晶内偏析及不平衡结晶相基本得到消除,可溶解的相组成元素溶解到铝合金基体中,大幅度的改善了铝合金件的机械性能,从而能够显著的降低缸体产生疲劳断裂失效的问题。
31.将所述铸造铝合金应用于发动机汽缸盖。
32.以下为具体实施例:实施例1一种铸造铝合金,包括:3.6wt.%的si,0.4wt.%的mg,0.12wt.%的cu,0.02wt.%的ti,0.03wt.%的zn,ce,c,其余为铝;ce与si质量比为0.15:1;c与ce质量比为0.75:1。
33.所述c为石墨烯纳米片。
34.将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金,选用745℃浇注温度与38mm/min铸造速度时。
35.铸造铝合金进行热处理。
36.热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
37.硬度测试:以实施例1为试样,采用hxd-1000tm/lcd维氏硬度计测量硬度,载荷为
0.9807n,加压时间为18s,每个试样随机取7个点进行检测,剔除最大值和最小值,剩下5个值取平均值;表1re与si质量比对硬度影响由表1可以看出,不同 re与si质量比对铝合金硬度影响不同,在0.1-0.2:1范围内,铝合金硬度相对较高,选择0.15:1时,能够达到最大值。
38.实施例2一种铸造铝合金,包括:3.2wt.%的si,0.2wt.%的mg,0.10wt.%的cu,0.01wt.%的ti,0.01wt.%的zn,ce,c,其余为al;ce与si质量比为0.1:1;碳与ce质量比为0.7:1。
39.所述碳为石墨烯纳米片。
40.将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金,选用745℃浇注温度与38mm/min铸造速度时。
41.铸造铝合金进行热处理。
42.热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
43.实施例3一种铸造铝合金,包括:3.8wt.%的si,0.3wt.%的mg,0.13wt.%的cu,0.02wt.%的ti,0.04wt.%的zn,ce,c,其余为al;ce与si质量比为0.16:1;碳与ce质量比为0.73:1。
44.所述碳为石墨烯纳米片。
45.将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金,选用745℃浇注温度与38mm/min铸造速度时。
46.铸造铝合金进行热处理。
47.热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
48.实施例4一种铸造铝合金,包括:4.0wt.%的si,0.5wt.%的mg,0.15wt.%的cu,0.03wt.%的ti,0.05wt.%的zn,ce,c,其余为al;
ce与si质量比为0.2:1;碳与ce质量比为0.8:1。
49.所述碳为石墨烯纳米片。
50.将合金原料熔炼后进行浇注,经过冷却定型,得到铸造铝合金,选用745℃浇注温度与38mm/min铸造速度时。
51.铸造铝合金进行热处理。
52.热处理包括:将电阻炉中温度加热至450℃,保温,将铸造铝合金置于电阻炉内,保温处理1小时,然后调节温度至480℃,保温处理1.2小时,然后再调节温度至510℃,保温处理1.4小时,最后调节温度至540℃,保温处理1.6小时,结束后,水冷至室温,即可。
53.实验拉伸试验:参照gb/t16865-2013标准进行,拉伸速率为1mm/min,每组测量5个试样,取平均值;表2由表2可以看出,本发明制备的铸造铝合金具有优异的机械性能。
54.图1为实施例1试样金相组织图。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。