1.本实用新型涉及印刷包装设备技术领域,具体为圆压圆模切吸气排废磁性辊。
背景技术:
2.印刷是将文字、图画、照片、防伪等原稿经制版、施墨、加压等工序,使油墨转移到纸张、纺织品、塑料品、皮革、pvc、pc等材料表面上,在对印刷油墨制备时,其会产生大量的有害废气,使得在制备中需要利用废气收集处理装置对废气内有害物进行去除。
3.目前,印刷包装圆压圆模切行业和电子圆压圆模切行业,有些产品模切时会产生单独的废料,无法随收废卷排出,会落入设备缝隙或产品当中,造成设备异常或产品不良,影响产品的切割质量。
4.为此,提出圆压圆模切吸气排废磁性辊。
技术实现要素:
5.本实用新型的目的在于提供圆压圆模切吸气排废磁性辊,以解决上述背景技术中提出的模切时会产生单独的废料,无法随收废卷排出,会落入设备缝隙或产品当中,造成设备异常或产品不良,影响产品的切割质量的问题。
6.为实现上述目的,本实用新型提供如下技术方案:圆压圆模切吸气排废磁性辊,包括墙板,所述墙板上安装有传动辊、底辊和磁性辊,且传动辊、底辊和磁性辊的高度递增设置,所述磁性辊的两端均固定安装有空心轴头,且其中一个空心轴头的内部开设有镂空槽,所述磁性辊的内部开设有与镂空槽相通设置的空腔,所述磁性辊上开设有多个圆通槽,所述磁性辊的外侧固定套设有永磁筒,所述永磁筒上对应圆通槽的位置处开设有与圆通槽通设置的直通槽,所述永磁筒的外侧对应圆通槽的位置处固定安装有用于模切作业的柔性刀模。
7.优选的,所述柔性刀模上为圆通槽的两侧均固定安装有刀刃,所述柔性刀模上对应圆通槽的位置处开设有导料槽,所述导料槽、直通槽和圆通槽均与空腔相通设置。
8.优选的,所述空心轴头上设置有螺栓,所述空心轴头通过螺栓与磁性辊固定连接。
9.优选的,所述永磁筒上固定安装有多个用于与磁性辊固定安装的销钉。
10.优选的,所述底辊的两端均设置有滑块,且滑块与墙板活动连接,所述空心轴头的一端也设置有滑块,且空心轴头通过滑块与墙板活动连接。
11.优选的,所述墙板的一端固定连接有连接板,所述连接板的一侧设置有加压盖板,所述连接板上螺纹连接有两个加压螺杆,且两个加压螺杆的一端均贯穿连接板并与加压盖板转动连接。
12.优选的,所述加压盖板的一侧对应空心轴头的位置处均设置有限位组件,所述限位组件包括安装座,所述安装座上安装有加压轴承,所述加压轴承一侧与空心轴头相接触。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型通过在空心轴头的内部开设镂空槽,并且在使用过程中,将空心轴
头的一端与外界吸气设置相连接,进而模切过程中,由于吸气设备的工作,使得空腔的内部与外界大气,产生气压差,进而产生的废料会通过导料槽和直通槽,进入到磁性辊表面的圆通槽内部,直至废料进入空腔的内部,之后随着空心轴头内部的镂空槽排出,从而有效地在模切过程中及时排出废料,保证了模切作业的良好运行,避免模切过程中产生的废料,会落入设备缝隙或产品当中,造成设备异常或产品不良的情况;
15.2、本实用新型中螺栓的设置是,有利于磁性辊和空心轴头的拆解,若是磁性辊内部的空腔中存有较多的废料,而通过负压无法将该废料排出,即可松开螺栓,使得空心轴头和磁性辊分离,进而便于将空腔内部的废料取出,结构合理,操作简单,实用性高。
附图说明
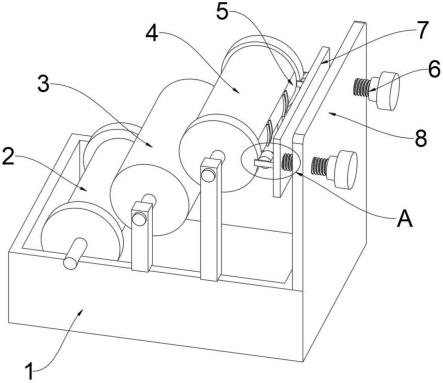
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型整体的俯视剖视图;
18.图3为本实用新型的磁性辊的剖视图;
19.图4为本实用新型的柔性刀模的剖视图;
20.图5为本实用新型的图1中a处的放大图;
21.图6为本实用新型的图2中b处的放大图。
22.图中:
23.1、墙板;2、传动辊;3、底辊;31、滑块;
24.4、磁性辊;41、空心轴头;411、镂空槽;412、螺栓;42、空腔;43、永磁筒;431、直通槽;44、圆通槽;45、销钉;
25.5、柔性刀模;51、刀刃;52、导料槽;
26.6、加压螺杆;61、安装座;62、加压轴承;
27.7、加压盖板;
28.8、连接板。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.请参阅图1至图6,本实用新型提供圆压圆模切吸气排废磁性辊的技术方案:
31.圆压圆模切吸气排废磁性辊,包括墙板1,所述墙板1上安装有传动辊2、底辊3和磁性辊4,且传动辊2、底辊3和磁性辊4的高度递增设置,所述磁性辊4的两端均固定安装有空心轴头41,且其中一个空心轴头41的内部开设有镂空槽411,所述磁性辊4的内部开设有与镂空槽411相通设置的空腔42,所述磁性辊4上开设有多个圆通槽44,所述磁性辊4的外侧固定套设有永磁筒43,所述永磁筒43上对应圆通槽44的位置处开设有与圆通槽44通设置的直通槽431,所述永磁筒43的外侧对应圆通槽44的位置处固定安装有用于模切作业的柔性刀模5。
32.本技术方案中传动辊2和底辊3的设置都是对待印刷的材料,如纸张或包装袋等,
进行引导作用的,在实际的使用过程中,可以设置传动辊2、底辊3和磁性辊4之间的距离,来调节印刷材料在引导过程中的松紧张弛度,一方面避免因张力较大,使得印刷材料断裂出血裂纹的情况,另一单有避免因为张力较松,影响切割效率,和切割的整齐度,有利于提高模切单元的质量;
33.所述永磁筒43上固定安装有多个用于与磁性辊4固定安装的销钉45,所述柔性刀模5上为圆通槽44的两侧均固定安装有刀刃51,所述柔性刀模5上对应圆通槽44的位置处开设有导料槽52,所述导料槽52、直通槽431和圆通槽44均与空腔42相通设置,由于在磁性辊4的外侧固定套设永磁筒43,具体的安装过程中,可通过在永磁筒43的内部涂抹粘接胶,通过胶水初步的将永磁筒43和磁性辊4进行固定,然后在通过永磁筒43底部设置的销钉45,进一步完善永磁筒43和磁性辊4之间的稳固程度,由于磁性辊4的内部开设有空腔42,同时空心轴头41的内部开始设与空腔42相通设置的镂空槽411,进而在使用过程中,会将外界的吸气设备的输入端与空心轴头41相连接,之后控制磁性辊4进行转动,磁性辊4旋转一圈,磁性辊4上的柔性刀模5会与印刷材料相接触,而切割印刷材料的长度,即为磁性辊4整体最外侧的周长;
34.通过柔性刀模5上设置的多个刀刃51与印刷材料接触,从而完成对印刷材料的模切工作;
35.实际的使用过程中,由于导料槽52设置在刀刃51的一侧,同时导料槽52与直通槽431、圆通槽44和空腔42相通设置,进而模切过程中,由于吸气设备的工作,使得空腔42的内部与外界大气,产生气压差,进而产生的废料会通过导料槽52和直通槽431,进入到磁性辊4表面的圆通槽44内部,直至废料进入空腔42的内部,之后随着空心轴头41内部的镂空槽411排出,从而有效地在模切过程中及时排出废料,保证了模切作业的良好运行,避免模切过程中产生的废料,会落入设备缝隙或产品当中,造成设备异常或产品不良的情况。
36.进一步地,所述空心轴头41上设置有螺栓412,所述空心轴头41通过螺栓412与磁性辊4固定连接,螺栓412的设置是为了将空心轴头41与磁性辊4进行固定安装,同时也有利于磁性辊4和空心轴头41的拆解,若是磁性辊4内部的空腔42中存有较多的废料,而通过负压无法将该废料排出,即可松开螺栓412,使得空心轴头41和磁性辊4分离,进而便于将空腔42内部的废料取出。
37.进一步地,所述底辊3的两端均设置有滑块31,且滑块31与墙板1活动连接,所述空心轴头41的一端也设置有滑块31,且空心轴头41通过滑块31与墙板1活动连接;
38.底辊3和空心轴头41上均设置有滑块31,空心轴头41和底辊3均通过滑块31与墙板1连接,本技术方案中空心轴头41是通过滑块31与墙板1转动连接的,底辊3通过滑块31也是与墙板1转动连接的,进而传动辊2和底辊3的转动对印刷材料起引导作用,磁性辊4的转动,可以对印刷材料进行模切工作。
39.进一步地,所述墙板1的一端固定连接有连接板8,所述连接板8的一侧设置有加压盖板7,所述连接板8上螺纹连接有两个加压螺杆6,且两个加压螺杆6的一端均贯穿连接板8并与加压盖板7转动连接,所述加压盖板7的一侧对应空心轴头41的位置处均设置有限位组件,所述限位组件包括安装座61,所述安装座61上安装有加压轴承62,所述加压轴承62一侧与空心轴头41相接触;
40.在墙板1的上方靠近磁性辊4的一侧设置连接板8,连接板8的设置是为了安装加压
盖板7,在连接板8上设置的两个加压螺杆6,是为了调节加压盖板7与连接板8之间的距离的,即同时旋转两个加压螺杆6,对加压盖板7的位置进行调节,而在加压盖板7的一侧设置限位组件,限位组件中的安装座61与加压轴承62转动连接,同时加压轴承62与空心轴头41贴合设置,为了控制磁性辊4的整体转动,可通过加压螺杆6控制加压盖板7与连接板8之间的距离,随着加压盖板7和连接板8之间间距越来越远,即加压轴承62之间靠近空心轴头41,并逐渐与空心轴头41紧密贴合,从而若是加压轴承62与空心轴头41的贴合不紧密,即通过加压轴承62对空心轴头41起引导作用,当加压轴承62和空心轴头41之间贴合很紧密时,直至紧密力大于加压轴承62和安装座61之间的转动力,加压轴承62和空心轴头41之间的转动力,实现通过加压轴承62对空心轴头41进行限位,使得磁性辊4整体不发生转动。
41.工作原理:工作时,将外界的吸气设备的输入端与空心轴头41相连接,之后控制磁性辊4进行转动,磁性辊4旋转一圈,磁性辊4上的柔性刀模5会与印刷材料相接触,而切割印刷材料的长度,即为磁性辊4整体最外侧的周长,在实际的使用过程中,可以设置传动辊2、底辊3和磁性辊4之间的距离,来调节印刷材料在引导过程中的松紧张弛度,通过加压螺杆6来调节加压盖板7和连接板8之间的距离,来达到加压轴承62对空心轴头41起到的引导作用或者限位作用;
42.通过柔性刀模5上设置的多个刀刃51与印刷材料接触,从而完成对印刷材料的模切工作,由于导料槽52设置在刀刃51的一侧,同时导料槽52与直通槽431、圆通槽44和空腔42相通设置,进而模切过程中,由于吸气设备的工作,使得空腔42的内部与外界大气,产生气压差,进而产生的废料会通过导料槽52和直通槽431,进入到磁性辊4表面的圆通槽44内部,直至废料进入空腔42的内部,之后随着空心轴头41内部的镂空槽411排出,从而有效地在模切过程中及时排出废料,保证了模切作业的良好运行,避免模切过程中产生的废料,会落入设备缝隙或产品当中,造成设备异常或产品不良的情况。
43.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。