:
1.本实用新型涉及轨道交通内装领域,特别是涉及一种铝壳体切口弯制焊接工装。
背景技术:
2.地铁车体的门罩板中部由拼焊弯弧铝壳体补板的弯制焊接成型(图2),对产品整体造型很关键,在进行制作过程中,需要对铝壳体进行弯制,把切口焊接在一起,由于铝壳体为6063-t5材质,6063-t5材质硬度高,在进行焊接时,切口弯制困难;人工弯制会造成切口晃动,影响焊接质量,同时人工弯制费力,增加人员的劳动强度。
技术实现要素:
3.本实用新型所要解决的技术问题是:现有技术中人工对铝壳体进行弯制造成增加人员劳动强度、弯制不稳定影响焊接质量的问题。
4.为解决上述技术问题,本实用新型提供的一种技术方案是:一种铝壳体切口弯制焊接工装,包括定位装置和夹紧装置,其特征是:所述定位装置包括靠座和底座,所述靠座和底座并排连接在一起,所述靠座的上平面在所述底座的上平面之上,且所述靠座上靠近底座的侧面为弧形面,弧形面的弧度与铝壳体切口后弯制的弧度相同,所述夹紧装置包括挡块和压紧器,所述挡块设置在所述底座的一侧,所述压紧器固定在所述底座的另一侧的靠座侧面,且所述压紧器中的螺柱与所述挡块相对。
5.进一步的,所述靠座上设置有竖直朝上的固定孔,固定孔为至少两个,且固定孔内设置有立柱。
6.进一步的,所述底座的上平面上设置有焊缝槽,焊缝槽与铝壳体上的切口对应。
7.本实用新型的有益效果为:
8.通过靠座、底座、挡块和压紧器相互配合,实现靠座、挡块和压紧器对放置在底座上的铝壳体进行固定限位,从而实现对铝壳体的固定,代替现有技术中的人工弯制固定,从而解决了人工弯制会造成切口晃动,影响焊接质量,同时人工弯制费力,增加人员的劳动强度的问题。
9.为了让本实用新型的上述和其他目的、特征和优点更能明显易懂,下文特举较佳实施例,并配合所附图示,做详细说明如下。
附图说明:
10.为了更清楚地说明本实用新型或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的其中一幅,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
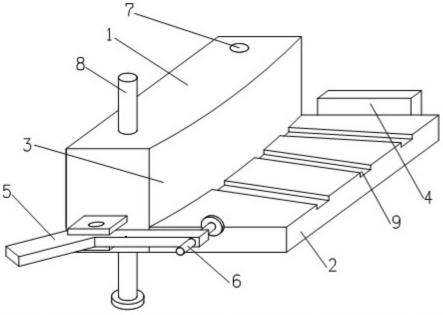
11.图1为本申请的结构示意图。
12.图2为本申请使用时的结构示意图。
13.图3为铝壳体焊接前的结构示意图。
14.图4为铝壳体焊接后的结构示意图。
15.图中,1-靠座、2-底座、3-弧形面、4-挡块、5-压紧器、6-螺柱、7-固定孔、8-立柱、9-焊缝槽、10-;a-铝壳体、b-切口、c-弯弧面、d-焊接平台、e-t型槽。
具体实施方式:
16.下面将参照附图更详细地描述本实用新型的实施例。虽然附图中显示了本实用新型的某些实施例,然而应当理解的是,本实用新型可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例,相反提供这些实施例是为了更加透彻和完整地理解本实用新型。应当理解的是,本实用新型的附图及实施例仅用于示例性作用,并非用于限制本实用新型的保护范围。
17.应当理解,本实用新型的方法实施方式中记载的各个步骤可以按照不同的顺序执行,和/或并行执行。此外,方法实施方式可以包括附加的步骤和/或省略执行示出的步骤。本实用新型的范围在此方面不受限制。
18.本实用新型实施方式中的多个装置之间所交互的消息或者信息的名称仅用于说明性的目的,而并不是用于对这些消息或信息的范围进行限制。
19.实施例一
20.如图1-图4所示,一种铝壳体a切口b弯制焊接工装,包括定位装置和夹紧装置,定位装置包括靠座1和底座2,靠座1和底座2并排连接在一起,靠座1的上平面在底座2的上平面之上,且靠座1上靠近底座2的侧面为弧形面3,弧形面3的弧度与铝壳体a切口b后弯制的弧度相同,夹紧装置包括挡块4和压紧器5,挡块4设置在底座2的一侧,压紧器5固定在底座2的另一侧的靠座1侧面,且压紧器5中的螺柱6与挡块4相对;实现靠座1、挡块4和压紧器5对底座2形成三面包围,实现对放置在底座2上的铝壳体a从三个方面进行固定限位,从而实现对铝壳体a的固定;弧形面3的弧度与铝壳体a切口b后弯制的弧度相同,铝壳体a防止在底座2上后通过压紧器5进行压紧弯弧操作,保证铝壳体a与靠座1稳定配合,保证对铝壳体a固定的稳定性。
21.在本实施例中,靠座1上设置有竖直朝上的固定孔7,固定孔7为至少两个,且固定孔7内设置有立柱8;立柱8的一端为t型结构,立柱8的t型结构端嵌入焊接平台d的t型槽e内,靠座1通过固定孔7套在立柱8上,然后通过螺接在立柱8上的螺母把靠座1和拆卸固定在焊接平台d上;便于用完后可以去掉把工装移走,不占用平台。
22.使用时,立柱8的t型结构端嵌入焊接平台d的t型槽e内,靠座1通过固定孔7套在立柱8上,然后通过螺接在立柱8上的螺母把靠座1和拆卸固定在焊接平台d上,切口b后的铝壳体a放在底座2上,铝壳体a的底面平放在底座2上,铝壳体a的切口b弯弧面c靠在靠座1上,铝壳体a的一侧由挡块4固定,扳动压紧器5扳手压紧锁死(压紧器5螺柱6长度可调整),固定铝壳体a补板,此时铝壳体a底面边缘与底座2边缘平齐(螺柱6同时顶在底座2和铝壳体a上),弯弧面c与靠座1弧形面3贴合(弧面的形成是切口b对接后形成),完成对铝壳体a的弯弧固定,然后对切口b进行焊接。
23.实施例二
24.如图1所示,本实施例是在实施例一的基础上增加焊缝槽9等技术特征进行详细描
述获得的,其余技术特征与实施例一相同,相同之处在此不做赘述,其中,本实施例与实施例一的不同之处在于:底座2的上平面上设置有焊缝槽9,焊缝槽9与铝壳体a上的切口b对应。
25.在本实施例中,焊缝槽9与铝壳体a上的切口b对应,在对切口b进行焊接时,通过焊缝槽9进行散热,保证对切口b的焊接质量。
26.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
技术特征:
1.一种铝壳体切口弯制焊接工装,包括定位装置和夹紧装置,其特征是:所述定位装置包括靠座和底座,所述靠座和底座并排连接在一起,所述靠座的上平面在所述底座的上平面之上,且所述靠座上靠近底座的侧面为弧形面,弧形面的弧度与铝壳体切口后弯制的弧度相同,所述夹紧装置包括挡块和压紧器,所述挡块设置在所述底座的一侧,所述压紧器固定在所述底座的另一侧的靠座侧面,且所述压紧器中的螺柱与所述挡块相对。2.根据权利要求1所述的铝壳体切口弯制焊接工装,其特征是:所述靠座上设置有竖直朝上的固定孔,固定孔为至少两个,且固定孔内设置有立柱。3.根据权利要求2所述的铝壳体切口弯制焊接工装,其特征是:所述底座的上平面上设置有焊缝槽,焊缝槽与铝壳体上的切口对应。
技术总结
本实用新型公开了一种铝壳体切口弯制焊接工装,包括定位板,定位板包括第一定位板和第二定位板,第一定位板形状与安装座开孔相匹配,均为凸字状结构,使第一定位板能嵌入安装座开孔内,第二定位板叠摞设置在第一定位板上,第二定位板盖在第一定位板的长边,并向外延伸;本实用新型通过相互叠摞的第一定位板和第二定位板形成定位工装,第一定位板嵌在安装座上的安装座开孔内,实现第二定位板在安装座上位置的固定,然后通过第二定位板的位置实现螺栓安装座在安装座的准确安装,安装简单,解决因安装过程繁琐易造成螺栓安装座位置偏移的的问题。的的问题。的的问题。
技术研发人员:荆宝锋 宋泓莹 李可岩 乔旭阳 张辉
受保护的技术使用者:郑州明泰交通新材料有限公司
技术研发日:2022.08.05
技术公布日:2023/1/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。