1.本发明涉及煨弯加工领域,具体是涉及一种大型框体自动送料-弯曲-焊接流水生产线。
背景技术:
2.在许多铝制型材加工中,待加工型材从送料至煨弯成型,而后再到焊接处理的这一整套工艺流程中,各个子工序一般由相对独立的器械设备并由工人辅助完成,其上下料需要人工转运,耗时费力,且生产加工效率低下。
3.此外,就单一的煨弯工序而言,对于截面形状尺寸差异较大的型材,或要求煨弯不同弯曲曲率时,往往需要调节更换相应的煨弯模具或直接换用其他设备,因此,涉及型材煨弯加工时,传统技术对与有不同截面尺寸和煨弯曲率要求的型材煨弯加工缺乏一定的兼容性和普适性,且通过人工辅助上下料的方式使得加工效率较低,耗费人力成本的同时,也使得生产成本较高。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种大型框体自动送料-弯曲-焊接流水生产线。
5.本发明的目的是通过以下技术方案来实现的:一种大型框体自动送料-弯曲-焊接流水生产线,所述生产线包括送料单元、弯曲单元和焊接单元,所述弯曲单元两端分别连接所述送料单元和焊接单元,所述焊接单元包括焊接机器人及焊接工作台,所述送料单元包括传送带和用于规整型材传输方向的导向组件,所述弯曲单元包括弯曲工作台、煨弯组件、辅助工件加工传输的升降组件,所述煨弯组件连接于所述弯曲工作台上,所述煨弯组件包括两支相对于弯曲工作台固定的固定模具、相对于弯曲工作台移动的可调模具以及用于所述固定模具与可调模具固定支撑的连接组件,所述固定模具与可调模具截面尺寸一致,所述固定模具与可调模具分别包括多段长度与轴径不同的轴段,且所述固定模具与可调模具均垂直于所述弯曲工作台,且所述可调模具位于另外两支所述固定模具连线的垂直平分线上,所述弯曲工作台上设有与所述可调模具滑动配合的滑槽,所述滑槽沿两支所述固定模具连线的垂直平分线延伸。
6.进一步地,所述连接组件包括数量与所述固定模具和可调模具适配的平衡件与固定板,所述平衡件与固定板对应与所述固定模具和可调模具的两端转动连接,所述平衡件与所述固定板远离可调模具的一端通过连接件固定连接,与所述固定模具连接的固定板固定连接于所述弯曲工作台上,与所述可调模具连接的固定板固定连接于滑台上,所述滑台与所述滑槽滑动连接。
7.进一步地,所述滑台的底面设有连接座,所述连接座上连接有用于控制所述滑台滑动的第一执行件,所述第一执行件为气缸或液压缸,所述第一执行件与所述弯曲单元的机架固定连接,位于所述滑台的底面上与可调模具对应位置处连接有第一电机。
8.进一步地,与所述固定模具连接的固定板的底面连接有控制所述固定模具转动的第二电机。
9.进一步地,所述升降组件设置于所述煨弯工作台旁,所述升降组件包括支撑架、升降板,在所述升降板上同一面铰接有两组用以及控制升降板运动的第二执行件,两组所述第二执行件与所述支撑架之间固定连接。
10.进一步地,所述第二执行件为气缸或液压缸。
11.进一步地,所述传送带由分断的两部分组成,在这两部分传送带之间设置有用以配合升降组件抬升型材的辅助升降机构,所述辅助升降机构包括转轴、升降座以及第一气缸,所述转轴转动连接于所述升降座上,所述第一气缸的顶端固定且垂直连接于所述升降座的底面中心,所述第一气缸的底端相对于地面固定,且所述第一气缸处于行程始端时,转轴的水平高度不高于所述传送带平面高度。
12.进一步地,所述导向组件包括导向轮、导向架以及弹簧,所述导向架内转动连接有多个所述导向轮,所述导向轮连续排列于所述导向架内,所述导向架的一端转动铰接于靠近所述传送带的边缘机架上,且所述导向架的自由端朝型材运输方向斜向延伸至所述传送带的中央,所述弹簧固定连接于所述导向架与所述机架之间,且所述弹簧位于靠近导向架的铰接端。
13.进一步地,位于所述弯曲工作台上且在所述固定模具的侧翼设置有辅助型材传输运动的牵引组件,所述牵引组件包括牵引杆和底座,所述牵引杆转动连接于所述底座上,所述底座与所述弯曲工作台之间活动连接。
14.进一步地,在所述焊接单元设有用于隔离焊接伤害的彩钢房,所述焊接工作台包括用于辅助工件传送的滚筒,所述滚筒均转动连接于所述焊接工作台的台面,且所述滚筒的布置方向垂直于工件传输方向。
15.本发明的有益效果是:1、本技术方案实现了型材从上线到工件下线自动化流水生产,相比传统技术中单一且独立的加工单元,无需增加额外的劳动力成本转运型材或工件,降低劳动强度的同时也提高了生产加工效率。
16.2、本技术方案提供的这种生产线能够通过升降组件将型材抬升相应高度以满足多种不同截面尺寸的型材的加工,并且通过可调模具的滑动可以煨弯出不同曲率的成型工件,具备一定的加工兼容性和普适性。
17.3、送料单元中设置的导向组件可有效规整传送带上型材的输送角度,使型材沿着传送带中央向弯曲单元运送,避免了人工整理摆放型材。
18.4、位于弯曲单元中的辅助工件加工和运输的升降组件除了辅助完成不同截面尺寸型材煨弯加工之外,还能在煨弯成型之后将工件抬升并向焊接单元倾斜,使成型的工件从升降组件上自动滑落至焊接单元,避免了人工取件。
附图说明
19.图1为实施例一示意图;图2为弯曲单元示意图;图3为弯曲单元内部结构示意图;
图4为升降组件示意图;图5为送料单元示意图;图6为牵引组件示意图;图7为实施例二示意图;图8为导向组件示意图;图9为辅助升降机构示意图。
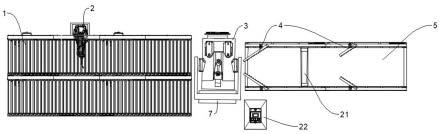
20.图中,1-焊接工作台,2-焊接机器人,3-弯曲工作台,4-导向组件,401-导向架,402-弹簧,403-导向轮,5-传送带,6-彩钢房,7-升降组件,701-升降板,702-支撑架,8-可调模具,9-固定模具,10-平衡件,11-固定板,12-连接件,13-滑台,14-滑槽,15-第一执行件,16-连接座,17-第一电机,18-第二电机,19-第二执行件,20-牵引组件,2001-牵引杆,2002-底座,21-辅助升降机构,2101-转轴,2102-升降座,2103-第一气缸,22-操作台。
具体实施方式
21.下面将结合实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例一一种大型框体自动送料-弯曲-焊接流水生产线,主要应用于线型铝制型材的煨弯加工,以及型材煨弯成型后进一步焊接处理,并能实现自动上下料,同时具备一定的普适性和兼容性,能对多种不同截面尺寸和不同煨弯曲率要求的型材加工处理。
23.请参阅图1,本实施例中,该条生产线在总装结构上包括三个组成单元,图示由右及左,分别为负责完成待加工型材的上料运输工作的送料单元、对型材进行煨弯变形的弯曲单元以及从所述弯曲单元上将煨弯成型后的半成工件(如框架)进行焊接处理的焊接单元。并且在该生产线的一侧还设有控制生产线的启停运行的操作台22。如图所示,送料单元包括传送带5以及位于传送带5两侧的用于规整型材运输方向的导向组件4(详见图5和图8),传送带5被分成传输长度一长一短的两部分,在这两部分传送带5之间设置有用于辅助型材升降操作的辅助升降机构21;弯曲单元包括弯曲工作台3以及连接于弯曲工作台3上的煨弯组件、设置于弯曲工作台3旁的用于辅助工件加工的升降组件7;焊接单元包括焊接工作台1和能够按照既定程序自主完成工件焊接的智能焊接机器人2,其中焊接工作台1上包括用于辅助工件传送的滚筒,滚筒均转动连接于所述焊接工作台1的台面,且滚筒的布置方向垂直于工件传输方向。
24.请参阅图5、图8,导向组件4在结构上主要包括导向架401、弹簧402和导向轮403。其中,导向轮403转动连接于所述导向架401之中,且导向轮403均匀整齐排列,可在导向架401内自由转动。导向架401的一端铰接在位于传送带5两侧的机架上,在靠近导向架401铰接端附近固定连接弹簧402,弹簧402的另一端固定连接于机架上。而导向架401的自由端悬空伸出至传送带5的中央处,最终,位于传送带5两侧的导向组件4呈“八”字形分布,在本实施例中,所述导向组件4采用了两组,如图5所示,这两组导向组件4分别布置在输送长度不同的两部分传送带5上。
25.当传送带5上型材倾斜角度过大时,型材的前段与导向组件4接触,并在导向轮403的作用下,阻碍型材的运输速度,使其滞后,同时,导向架401受力并压弹簧,在阻碍倾斜的型材向前传输的同时规整其方向,最后,在传输带5及导向轮403联合作用中,方向倾斜的型材被尽可能地规整至传送带5中央,向弯曲单元运输。
26.请参阅图5及图9,辅助升降机构21位于两部分输送长度不同的传送带5之间,该机构包括转轴2101、升降座2102以及第一气缸2103,转轴2101与升降座2102形成转动副,转轴2101平行于水平面且与传送带5的运动方向垂直,升降座2102的底面的中间部位与第一气缸2103的顶端(活塞杆端)固定连接,而第一气缸2103的底端相对于地面固定,升降座2102连带着转轴2101由第一气缸2103控制升或降。一般状态下(无需辅助升降机构21工作时),当第一气缸2103处于行程始端时,转轴2101的水平高度不超出传送带5所在的平面高度。
27.请参阅图2及图3,煨弯组件连接于弯曲工作台3上,煨弯组件包括可调模具8、两支固定模具9以及用于固定支撑所述可调模具8和固定模具9的连接组件。其中可调模具8与两支固定模具9的截面尺寸一致,并且,两支固定模具9与可调模具8均垂直于煨弯工作台,且可调模具8位于另外两支固定模具9连线的垂直平分线上。为使模具能对多种不同截面尺寸的型材都能加工,固定模具9与可调模具8上均包括多段长度与轴径皆不同的轴段。
28.所述连接组件包括数目与固定模具9和可调模具8相对应的平衡件10与固定板11,平衡件10的一端与模具(固定模具9和可调模具8)的一端转动连接,而模具远离平衡件10的一端与固定板11转动连接。在与可调模具8连接的平衡件10与固定板11之间,固定连接有用于平衡受力的连接件12,使得此处平衡件10与固定板11平行。与固定模具9连接的平衡件10的另一端固定于固定板11上。在与可调模具8连接的固定板11的底面连接有一滑台13,与之相应地,在弯曲工作台3上设有与该滑台13配合的滑槽14,并且,该滑槽14的开设方向与固定模具9连线的垂直平分线方向一致,滑台13滑动连接在该滑槽14内。
29.在滑台13的底部中央位置设有一连接座16,该连接座16上沿滑槽14方向连接有第一执行件15,所述第一执行件15精确控制滑台13在滑槽14内的滑动,可选择行程精确、力量大的气缸或液压缸等元件。
30.同时,请参阅图3,在与可调模具8、固定模具9连接的固定板11的底面,且位于各自模具中心轴线的位置分别连接有第一电机17、第二电机18以提供模具转动所述动力。
31.请参阅图2、图6,在弯曲工作台3上,位于固定模具9的侧翼设置有用于牵引辅助型材进出料的牵引组件20,该牵引组件20包括牵引杆2001以及底座2002,牵引杆2001转动连接于底座2002上,所述底座2002与弯曲工作台3之间转动连接。牵引组件20设置作用在于衔接送料单元,牵引经传送带5上运输过来的型材进入煨弯模具组件的工作行程之中,其本身无动力源,型材经过牵引杆2001时,牵引杆2001受摩擦力相对于底座2002转动。当型材煨弯时且需与牵引杆2001接触时,型材方向变化带动牵引杆2001和底座2002,使得底座2002相对于工作台3偏向可调模具8转动一定角度,以适应型材(工件)行进方向的变化。
32.请参阅图2和图4,升降组件7设置与弯曲工作台3的一侧,且靠近可调模具8,主要包括支撑架702、升降板701以及连接在升降板701与支撑架702之间的第二执行件19。其中升降板701投影形状为“凵”形,半包围于弯曲工作台3。第二执行件19可选择为气缸(或液压缸或其他元件),如图4所示,在升降板701的两转角处均连接有第二执行件19,本实施例中,
升降板701与第二执行件19之间铰接,第二执行件19与支撑架702之间固定连接。在本实施例中,两个第二执行件19可控制升降板701垂直抬升,或控制升降板701朝焊接单元倾斜。
33.在该生产线运作过程中,型材首先经送料单元中传送带5运送至弯曲单元(当型材在传送带5上倾斜角度过大时,由导向组件4规整其方向,使型材方向尽量沿由传送带5中央),第一执行件15提前控制滑台13位于行程起始端,且可调模具8与固定模具9均开始逆时针同步转动,由牵引组件20将型材牵引至煨弯组件的工作范围,第一执行件15控制可调模具8向压紧型材的方向移动,此时型材开始弯曲加工,并根据煨弯曲率要求,相应地控制滑台13的行程量。当型材煨弯结束后,第一执行件15控制可调模具8远离固定模具9,松开工件,此时,升降组件7中的升降板701在第二执行件19的控制下将工件抬升至一定高度,并向焊接单元倾斜,工件从升降板701上滑落至焊接工作台1上,随后被传递至焊接机器人2处进行焊接加工。
34.由于固定模具9和可调模具8上均设置有不同轴径和长度的轴段,以适应不同截面尺寸的型材煨弯加工。当该生产线需要针对不同截面尺寸的型材加工时,在牵引组件20将型材导入煨弯组件的工作范围内后,由升降组件7将型材抬升至与模具上所需用到的轴段相应的高度。与此同时,为防止型材抬升高度时因受力变化而上翘,位于送料单元的辅助升降机构21开始工作,具体地,由第一气缸2103控制升降座2102上的转轴2101沿垂直方向上升至与升降组件7上升降板701同一水平高度,将型材抬升止至水平状态,然后可调模具8向压紧型材的方向靠近并最终压紧,此时型材也就脱离了牵引杆2001所在平面,由于模具之间对型材的力的作用,型材不会掉落下来。此时,升降组件7可恢复至初始位置,后续加工流程如前所述。
35.与传统的煨弯及焊接加工技术相比,本实施例中,这种集自动送料、煨弯和焊接于一体的流水生产线,实现了型材从上线到工件下线自动化流水生产,无需增加额外的劳动力成本转运型材或工件,降低劳动强度的同时也提高了生产加工效率。此外,本技术方案提供的这种生产线能够满足多种不同截面尺寸和不同煨弯曲率要求的型材的加工,具备一定的加工兼容性和普适性。
36.实施例二请参阅图7,区别于前实施例,本实施例中,在焊接工作台1的外围设置有彩钢房6,避免工件焊接处理时焊渣四射、隔绝焊接产生的强光。
37.以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。