1.本发明属于等离子切割技术领域,具体涉及一种割缝检测方法、调高器及其调高方法。
背景技术:
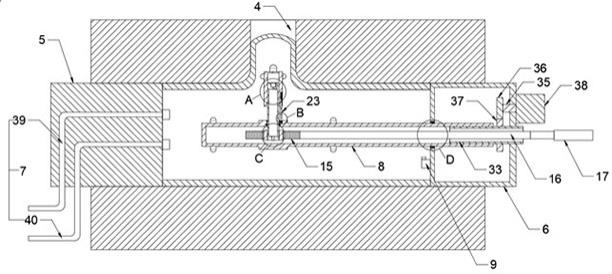
2.等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子切割时,为了保证切割的质量及割嘴的寿命,引弧穿孔时割嘴和钢板之间需要保持合适的高度,弧压调高器的功能就是在引弧切割时,测量割炬和钢板之间的电压值,并且根据测量到的电压值实时调节等离子割炬的切割高度。
3.目前现有的等离子弧压调高器大多是通过直接测量割炬与钢板之间的弧压来判断割炬高度,从而进行调高工作的。因此测量到的弧压值,成为了弧压调高的基础和重点。
4.然而,在使用过程中,实际弧压存在各种各样情况的干扰,尤其是在切割时遇到割缝的情况,比如在切割路径上,经过了一段之前切割过的线路,或者切割的线路与之前切割的线路存在平行或重叠。这种情况对于实际弧压值会造成直接的干扰,产生急剧增大或者不稳定的抖动等情况。这种情况是实际产生的一种物理现象,不能直接通过滤波等测量手段有效去除,且会导致切割时割炬高度控制不稳定,从而降低切割质量,严重时,还会使割炬撞击钢板,导致割炬或者工件损坏的情况。
5.因此,亟需提出一种等离子弧压调高器的割缝检测方法和割缝位置的调高方法,有效保证切割质量,避免过割缝时割炬抖动等异常情况,能够增大加工效率,完善加工效果。
技术实现要素:
6.鉴于现有技术中存在上述问题,本发明的一个目的是提供一种等离子弧压调高器的割缝检测方法,用于通过检测弧压值、弧压变化率以判断割炬是否处于割缝位置。
7.一种等离子弧压调高器的割缝检测方法,通过检测弧压值的变化进行割缝判断,所述割缝判断的过程包括:第一阶段,所述调高器的弧压值增大后,调高器由正常调高跟随状态进入第一阶段,所述第一阶段用于判断当前弧压值是否超过割缝弧压阈值,若超过,则进入第二阶段并暂时关闭调高,若未超过则判定当前不处于割缝位置;第二阶段,用于根据第二阶段时间内的弧压平均值判断弧压值增大是否因调高器当前处于割缝位置。
8.第二阶段的判断过程为:所述调高器进入第二阶段并暂时关闭调高后,监测第二阶段时间内的弧压值,然后判断第二阶段的弧压值是否稳定,若不稳定,则判定当前不处于割缝位置,若稳定,则判断第二阶段稳定时间内的弧压平均值是否超过割缝弧压阈值,若超过,则判定当前处于割缝位置,若未超过则判定当前不处于割缝位置。
9.本发明的第二方面,还提出一种等离子弧压调高器的割缝检测方法,通过检测弧压值的变化进行割缝判断,所述割缝判断的过程包括:第一阶段,所述调高器的弧压值增大后,调高器由正常调高跟随状态进入第一阶段,所述第一阶段用于判断当前弧压值是否超过割缝弧压阈值,若未超过则判定当前不处于割缝位置,若超过,则判断弧压变化率是否超过过割缝弧压变化率,若超过,则进入第二阶段并暂时关闭调高,若未超过则判定当前不处于割缝位置;第二阶段,用于根据第二阶段时间内的弧压平均值判断弧压值增大是否因调高器当前处于割缝位置。
10.第二阶段的判断过程为:所述调高器进入第二阶段并暂时关闭调高后,监测第二阶段时间内的弧压值,然后判断第二阶段的弧压值是否稳定,若不稳定,则判定当前不处于割缝位置,若稳定,则判断第二阶段稳定时间内的弧压平均值是否超过割缝弧压阈值,若超过,则判定当前处于割缝位置,若未超过则判定当前不处于割缝位置。
11.本发明的另一个目的是提出一种等离子弧压调高器,用于判断割炬当前是否处于割缝位置,从而自动调整跟随状态,保障稳定性和安全性,避免割炬突然下降撞击工件。
12.一种等离子弧压调高器,包括割缝检测模块,所述割缝检测模块执行上述的割缝检测方法。
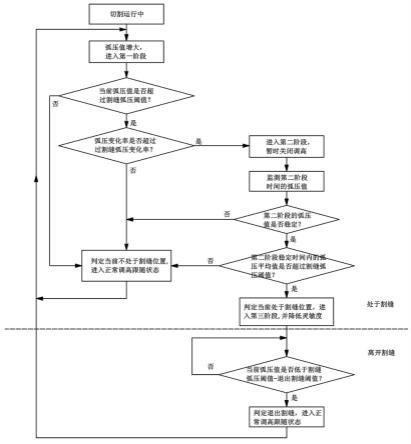
13.基于上述等离子弧压调高器,本发明还提出一种等离子弧压调高器的调高方法,具体包括如下步骤:所述调高器切割运行时检测到弧压值增大后,由正常调高跟随状态进入第一阶段,判断是否满足进入第二阶段的条件,若满足条件则进入第二阶段并暂时关闭调高,若不满足条件则进入正常调高跟随状态,继续监测弧压值;所述调高器进入第二阶段后,判断是否满足进入第三阶段的条件,若满足条件则进入第三阶段并降低调高灵敏度,若不满足条件则进入正常调高跟随状态,继续监测弧压值;所述调高器进入第三阶段后,判断是否满足结束第三阶段的条件,若满足条件则进入正常调高跟随状态,继续监测弧压值,若不满足条件则降低调高灵敏度,直至满足条件后进入正常调高跟随状态,继续监测弧压值。
14.所述判断是否满足结束第三阶段的条件为:当前弧压值是否低于割缝弧压阈值和退出割缝阈值的差值。
15.若当前弧压值不低于割缝弧压阈值和退出割缝阈值的差值,则判定当前仍处于割缝位置,继续监测弧压值并判断当前弧压值是否低于割缝弧压阈值和退出割缝阈值的差值;若当前弧压值低于割缝弧压阈值和退出割缝阈值的差值,则判定当前退出割缝位置,进入正常调高跟随状态,继续监测弧压值。
16.本发明的有益效果是:该等离子弧压调高器的割缝检测方法、调高器及其调高方法,能够根据测量的弧压值计算弧压变化率,并通过弧压值、弧压变化率判断当前割炬是否处于割缝位置,并控制调高器执行暂时关闭调高或降低调高灵敏度等响应操作,从而能够提高稳定性,使割炬经过割缝时,能够自动调整跟随状态,保障切割过程稳定,切割效果好;同时,能够提高安全性,能够在检测到割缝后,保护割炬不会突然下降撞击工件,有利于保障切割的安全性。
附图说明
17.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的实施例一中割缝检测方法的流程图;图2是本发明的实施例二中割缝检测方法的流程图;图3是本发明的调高方法的流程图;图4是本发明的第一种调高方法的具体流程图;图5是本发明的第二种调高方法的具体流程图;图6是本发明的调高方法的各阶段分布示意图。
具体实施方式
18.实施例一如图1所示,一种等离子弧压调高器的割缝检测方法,通过检测弧压值的变化进行割缝判断,割缝判断的过程包括第一阶段p1和第二阶段p2,调高器的弧压值增大后,调高器由正常调高跟随状态进入第一阶段p1。
19.第一阶段p1的判断过程具体包括:判断当前弧压值是否超过割缝弧压阈值,若超过,则进入第二阶段p2并暂时关闭调高,若未超过则判定当前不处于割缝位置。
20.其中,割缝弧压阈值=设置弧压值 设置弧压值*系数,系数范围为30%至50%,检测当前弧压值的工作原理与现有调高器检测弧压值的工作原理相同。例如,设置弧压值为120v,系数为30%,则割缝弧压阈值为156v,即当实际测量的弧压值超过156v时,调高器会暂时关闭调高,使割炬不再升降移动,从而避免割炬与切割料台或机床发生碰撞。
21.第二阶段p2用于根据第二阶段p2时间内的弧压平均值判断弧压值突然增大是否因调高器当前处于割缝位置。
22.第二阶段p2的判断过程具体包括:调高器进入第二阶段p2并暂时关闭调高后,监测第二阶段p2时间内的弧压值,然后判断第二阶段p2的弧压值是否稳定,若不稳定,则判定当前不处于割缝位置,若稳定,则判断第二阶段p2稳定时间内的弧压平均值是否超过割缝弧压阈值,若超过,则判定当前处于割缝位置,若未超过则判定当前不处于割缝位置。
23.其中,由于调高器进入割缝后,第二阶段p2测量的弧压值必然会存在不稳定的情况,因此,需要检测第二阶段p2稳定时间内的弧压值以提高判断的准确性。当前检测时间内测量的弧压值是否稳定的判断由软件程序执行,通过周期性的快速数据采集并对比进行判断。
24.实施例二如图2所示,本实施例的结构与实施例一中基本相同,其不同之处在于:本实施例在第一阶段p1检测的当前弧压值超过割缝弧压阈值时,再判断弧压变化率是否超过过割缝弧压变化率,若超过则进入第二阶段p2并暂时关闭调高,若未超过则判定当前不处于割缝位置。
25.其中,弧压变化率=弧压变化值/调高器水平移动距离,即(v
c-v0)/
∆
s,其中,vc为当前采集到的弧压值,v0为
∆
s前采集到的弧压值。
26.实施例三
本发明还提出一种等离子弧压调高器,包括割缝检测模块,所述割缝检测模块执行实施例一或实施例二的割缝检测方法。可通过割缝检测模块的系统参数选择是否进行弧压值变化率的检测,若不选择,则当前检测的弧压值超过割缝弧压阈值则调高器立即关闭调高;若选择,则当前检测的弧压值超过割缝弧压阈值后,再判断弧压变化率是否超过过割缝弧压变化率,当弧压值变化较快时,调高器才会关闭调高,如果弧压值变化较慢,则调高器不认为当前处于割缝位置,不会关闭调高。
27.分别进行弧压值和弧压变化率的判断,能够避免在正常工作时,需要将调高器调至弧压值超过设定值位置时,调高器误判当前处于割缝位置而关闭调高,从而影响调高器的正常调高工作。
28.实施例四如图3至图6所示,本发明还提出一种等离子弧压调高器的调高方法,包括检测割缝和割缝调高两部分,具体包括如下步骤:调高器切割运行时检测到弧压值增大后,由正常调高跟随状态进入第一阶段p1,判断是否满足进入第二阶段p2的条件,若满足条件则进入第二阶段p2并暂时关闭调高,若不满足条件则进入正常调高跟随状态,继续监测弧压值;所述调高器进入第二阶段p2后,判断是否满足进入第三阶段p3的条件,若满足条件则进入第三阶段p3并降低调高灵敏度,若不满足条件则进入正常调高跟随状态,继续监测弧压值;所述调高器进入第三阶段p3后,判断当前弧压值是否低于割缝弧压阈值和退出割缝阈值的差值,若当前弧压值不低于割缝弧压阈值和退出割缝阈值的差值,则判定当前仍处于割缝位置,继续监测弧压值并判断当前弧压值是否低于割缝弧压阈值和退出割缝阈值的差值;若当前弧压值低于割缝弧压阈值和退出割缝阈值的差值,则判定当前退出割缝位置,进入正常调高跟随状态,继续监测弧压值。
29.其中,割缝弧压阈值=设置弧压值 设置弧压值*系数,系数范围为30%至50%,退出割缝弧压阈值一般为设置弧压值的10%至20%。例如,设置弧压值为120v,系数为30%,则割缝弧压阈值为156v,退出割缝阈值为设置弧压值的10%,即退出割缝阈值为12v,则当前弧压值低于144v时,调高器退出割缝,进入正常调高跟随状态。
30.如图6所示,p
0 、p4为调高器处于正常调高跟随状态的阶段,t1、t2、t3分别对应第一阶段p1、第二阶段p2、第三阶段p3中调高器的运行时间。其中,t1=
∆
s/v
spd
,其中v
spd
为切割速度,
∆
s为割缝宽度的50%;t2为第二阶段p2判断调高器是否进入割缝的时间,t2为1/3到1/2倍割缝宽度的运行时间,t
2 = x*(割缝宽度/v
spd
),其中x的范围为1/3至1/2;t=t1 t2 t3=割缝宽度/v
spd
,t为调高器在整个割缝位置运行的时间。
31.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。