技术特征:
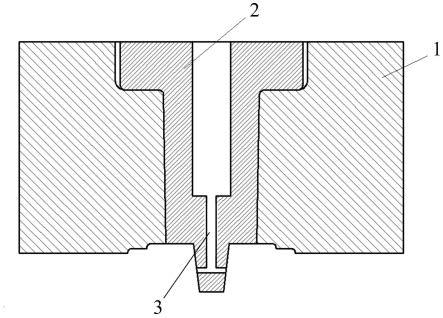
1.一种内腔突变截面锻件加工模具,其特征在于,包括:模具本体,所述模具本体内设有用于容置待加工件的型腔;镶块,所述镶块用于成型锻件内腔,所述镶块位于所述型腔,且与所述模具本体可拆卸连接。2.根据权利要求1所述的内腔突变截面锻件加工模具,其特征在于,所述镶块设有储藏室和导流孔,所述储藏室用于容置润滑剂,所述导流孔连通所述储藏室及所述镶块侧壁,形成用于所述润滑剂流出的流道,以使所述润滑剂流动至所述型腔。3.根据权利要求2所述的内腔突变截面锻件加工模具,其特征在于,所述导流孔为一个;或者所述导流孔为多个,所述导流孔沿所述镶块侧壁周向分布。4.根据权利要求2所述的内腔突变截面锻件加工模具,其特征在于,所述储藏室的开口位于所述镶块的上方,所述镶块的顶端与所述型腔顶端齐平。5.根据权利要求2所述的内腔突变截面锻件加工模具,其特征在于,所述润滑剂为含有石墨的润滑脂,所述润滑脂内石墨的浓度为300g/l~500g/l。6.根据权利要求1-5中任一项所述的内腔突变截面锻件加工模具,其特征在于,所述镶块侧面的拔模斜度为1
°
~2
°
和/或所述镶块与所述模具本体过盈配合。7.一种内腔突变截面锻件加工方法,其特征在于,包括步骤:对棒材加成为预制坯料;对预制坯料突变截面位置加工倒角;对预制坯料进行打磨;对打磨后的预制坯料吹砂后涂覆润滑剂;对加热后预制坯料放置于模具的型腔上,通过压力机对预制坯料模压成型,所述模具为权利要求1-6中任一项所述的模具。8.根据权利要求7所述的内腔突变截面锻件加工方法,其特征在于,所述对加热后预制坯料放置于模具的型腔上包括在加热后对所述预制坯料表面涂覆润滑剂。9.根据权利要求7所述的内腔突变截面锻件加工方法,其特征在于,所述模具本体与所述镶块过盈配合,所述模具加工时,首先加热模具本体,然后将温度低于加热后模具本体的镶块放置与所述加热后的模具本体中,静止完成模具组装。10.根据权利要求7-9中任一项所述的内腔突变截面锻件加工方法,其特征在于,所述压力机为曲柄压力机或电动螺旋压力机,压力机下压速度不小于500mm/s。
技术总结
本发明公开了一种内腔突变截面锻件加工模具及加工方法,内腔突变截面锻件加工模具包括模具本体和镶块,模具本体内设有用于容置待加工件的型腔;镶块用于成型锻件内腔,镶块位于型腔,且与模具本体可拆卸连接。在本申请提供的内腔突变截面锻件加工模具中,将模具有模具本体及镶块两部分可拆卸连接,由于镶块为易损件,当镶块损坏时,直接将镶块由模具本体上拆卸,更换新的镶块即可,避免需要更换模具的情况,进而内腔突变截面锻件加工模具的使用成本降低。本降低。本降低。
技术研发人员:李伟 施瀚超 闫文萱 李全栋 马星宇
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:2022.10.25
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。