1.本技术涉及冷却设备自动化装配的领域,尤其是涉及一种冷却器翅片壳装配设备。
背景技术:
2.翅片式散热器是气体与液体热交换器中使用最为广泛的一种换热设备,它通过在翅片壳上加装翅片来达到强化传热的目的。由于翅片壳通常为方筒形,在翅片装配工序中,首先工人需要将翅片手动插入到翅片壳的方筒内,然后再用冲压机器将翅片壳的两端冲压收口,最后手动在翅片壳上进行点胶来完成翅片与翅片壳的固定。上述工序多需要人工操作,不仅费时费力而且翅片与翅片壳的装配效率不高。
技术实现要素:
3.为了提高翅片与翅片壳的装配效率,本技术提供一种冷却器翅片壳装配设备。
4.本技术提供的一种冷却器翅片壳装配设备采用如下的技术方案:
5.一种冷却器翅片壳装配设备,包括箱体,所述箱体顶部从一端到另一端依次安装有插接装置和收口装置,所述插接装置用于将翅片插入至翅片壳内,所述收口装置用于防止翅片从翅片壳内掉出;所述箱体顶部架设有用于将翅片抓取至所述插接装置上的第一抓取装置,所述箱体顶部还架设有用于将翅片壳抓取至所述插接装置上并且同时实现将所述插接装置上插入有翅片的翅片壳抓取至收口装置上的第二抓取装置。
6.通过采用上述技术方案,在将翅片和翅片壳放置在箱体顶部的指定位置后,驱动第一抓取装置能将翅片和翅片壳抓取至插接装置上,驱动插接装置能将翅片插入至翅片壳内,然后再驱动第二抓取装置将插入有翅片的翅片壳抓取至收口装置上进行收口能防止翅片从翅片壳内掉出。
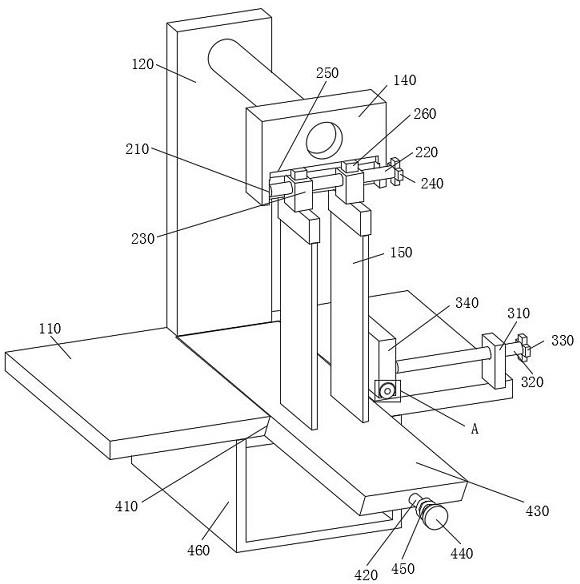
7.在一个具体的可实施方案中,所述插接装置包括底板,所述底板架设在所述箱体顶部,所述底板顶部从一端到另一端依次安装有第一u型板、第二u型板和第三u型板;所述第一u型板的u型槽内安装有推片,所述底板底部安装有第一气缸,所述第一气缸的活塞杆与所述推片相连且能带动所述推片在所述u型板的u型槽内横向移动。
8.通过采用上述技术方案,待翅片放入至第二u型板的u型槽内以及翅片壳放入至第三u型板的u型槽内,驱动第一气缸即可带动推片在第一u型板的u型槽内移动并且将翅片推入至翅片壳内。
9.在一个具体的可实施方案中,所述底板底部设有与u型板的u型槽同向设置的滑轨,所述滑轨上安装有滑块,所述第一u型板的u型槽底面开有滑动口,所述第一气缸的活塞杆与所述滑块相连,所述滑块穿过所述滑动口与所述推动片相连。
10.通过采用上述技术方案,滑块在滑轨上滑动能使得与滑块相连的推片在移动过程中被导向,保证了推片能准确的推动翅片进入到翅片壳内。
11.在一个具体的可实施方案中,所述第一u型板顶面和所述第二u型板顶面均安装有
压料板。
12.通过采用上述技术方案,保证了推片以及翅片在移动过程中不会从u型槽内卡出,对推片以及翅片进行了竖直方向上的限位。
13.在一个具体的可实施方案中,所述底板顶部位于所述第三u型板远离所述第一u型板的一侧依次安装有第四u型板和引导气缸,所述第四u型板的u型槽内安装有引导片且所述引导片能在所述第四u型板的u型槽内横向移动,所述引导气缸的活塞杆与所述引导片相连。
14.通过采用上述技术方案,当第三u型板上的翅片壳内还未插入翅片时,驱动引导气缸即可带动引导片在第四u型板的u型槽内横向移动直到插入至翅片壳内,对翅片壳起到预先插通的作用,避免翅片插入到翅片壳内受到阻碍。
15.在一个具体的可实施方案中,所述引导气缸的活塞杆连接有浮动接头,所述浮动接头与所述引导片相连,所述引导片的厚度从所述底板靠近所述第一u型板的一端到所述底板远离所述第一u型板一端的方向逐渐变大。
16.通过采用上述技术方案,当方筒形的翅片壳靠近引导片的一端的筒口较小时,引导片厚度较小的一端能便于插入至翅片壳较小筒口内以对翅片壳的内部空间进行插通。
17.在一个具体的可实施方案中,所述收口装置包括第五u型板、收口气缸和支架体,所述支架体安装在所述箱体顶部,所述第五u型板安装在所述支架体顶部;所述支架体上安装有宽型夹紧气缸,所述宽型夹紧气缸的夹紧端安装有夹爪,所述收口气缸与所述夹爪相连且所述宽型夹紧气缸用于驱动所述收口气缸横向移动,所述收口气缸的输出端连接有上压板,所述收口气缸用于驱动所述上压板沿竖直方向运动。
18.通过采用上述技术方案,驱动宽型夹紧气缸即可让收口气缸横向移动从而让插有翅片的翅片壳便于放入至第五u型板的u型槽内,待放入完毕后即能驱动收口气缸工作,使得上压板向下移动后对插有翅片的翅片壳的端部进行压紧,继而完成收口工序。
19.在一个具体的可实施方案中,所述支架体包括下定位板,所述下定位板安装在所述箱体顶部,所述下定位板顶部安装有立柱,所述立柱的顶部安装有上定位板,所述第五u型板安装在所述上定位板顶部。
20.通过采用上述技术方案,立柱的设计在宽型夹紧气缸启动后能让收口气缸的横向移动距离更大,以便于对插有翅片的翅片壳的收口位置进行调节。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.1.在将翅片和翅片壳放置在箱体顶部的指定位置后,驱动第一抓取装置能将翅片和翅片壳抓取至插接装置上,驱动插接装置能将翅片插入至翅片壳内,然后再驱动第二抓取装置将插入有翅片的翅片壳抓取至收口装置上进行收口能防止翅片从翅片壳内掉出。
23.2.在将翅片壳和翅片都到达插接装置上的指定位置后,先驱动引导气缸能带动引导片对方筒形的翅片壳内空间进行预先插通,而驱动第一气缸即可带动推片在第一u型板的u型槽内移动并且将翅片推入至翅片壳内。
24.3.宽型夹爪气缸能带动收口气缸做横向移动,而收口气缸驱动后即能带动上压板做竖直方向的运动。
附图说明
25.图1是本技术实施例的冷却器翅片壳装配设备的结构示意图。
26.图2是用于体现台面板上各装置位置的结构示意图。
27.图3是第一支架体及其上各结构在其中一个视角下的结构示意图。
28.图4是用于体现翅片存取装置的结构示意图。
29.图5是第一支架体及其上各结构在另一个视角下的结构示意图。
30.图6是插接装置的爆炸图。
31.图7是本收口装置的结构示意图。
32.图8是用于体现储料装置的结构示意图。
33.图9是第三支架体及其上各结构与点胶装置在其中一个视角下的结构示意图。
34.图10是第三支架体及其上各结构与点胶装置在另一个视角下的结构示意图。
35.图11是用于体现输送装置的结构示意图。
36.图12是运料组件的结构示意图。
37.附图标记说明:1、箱体;11、第一支架体;12、第一抓取装置;121、第一安装板;122、第一磁偶式无杆气缸;123、第一固定板;124、第一行程可调导杆气缸;125、第一宽型夹爪气缸;13、第二抓取装置;131、第二安装板;132、第二磁偶式无杆气缸;133、第二固定板;134、第二行程可调导杆气缸;135、连接板;136、第二宽型夹爪气缸;14、第二支架体;15、第三支架体;16、第三抓取装置;17、第四抓取装置;171、第三磁偶式无杆气缸;172、滑台气缸;173、第三宽型夹爪气缸;18、台面板;181、顶升缺口;19、顶升缺口;2、翅片壳存取装置;21、凸轮分割机;22、第一直线顶升机构;221、横板;23、圆板;24、存放区域;25、顶料缺口;26、u型限位板;27、存放垫片;3、翅片存取装置;4、插接装置;41、底板;411、引导气缸;412、浮动接头;413、压料板;42、支撑件;43、第一u型板;431、推片;432、滑动口;44、第二u型板;45、第三u型板;46、第四u型板;461、引导片;47、第一气缸;48、滑轨;481、滑块;5、收口装置;51、下定位板;52、立柱;53、上定位板;54、第五u型板;55、宽型夹紧气缸;56、收口气缸;57、上压板;58、下压板;6、储料装置;61、储料方筒;62、支撑柱;63、滑道板;631、第一凸棱;632、第二凸棱;64、带座气缸;65、推块;7、点胶装置;71、固定柱;72、第三安装板;721、悬挂板;73、点胶器本体;74、旋转夹紧气缸;8、链轮输送装置;81、第二直线顶升机构;82、同步板;83、放料板;84、限料板;9、送料装置;91、链条;92、送料板;93、脚轮;94、脚杯;95、上罩。
具体实施方式
38.以下结合附图对本技术作进一步详细说明。
39.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.本技术实施例公开一种冷却器翅片壳装配设备。参照图1和图2,冷却器翅片壳装配设备包括侧壁上设有双开门的箱体1,箱体1的底部设有用于移动箱体1的脚轮93和用于固定箱体1的脚杯94,箱体1的顶部安装有一端设有开口的上罩95,箱体1包括位于箱体1顶部的台面板18,台面板18顶部沿顺时针方向依次安装有翅片壳存取装置2、翅片存取装置3、
插接装置4、收口装置5、储料装置6、和点胶装置7。
41.参照图2和图3,台面板18顶部安装有第一支架体11,第一支架体11的一端靠近收口装置5,第一支架体11的另一端靠近翅片壳存取装置2和翅片存取装置3的相邻处,第一支架体11靠近翅片存取装置3的一端安装有第一抓取装置12,第一支架体11靠近翅片壳存取装置2的一端安装有第二抓取装置13。台面板18顶部还安装有倒u型的第二支架体14和同样为倒u型的第三支架体15,第二支架体14的一端靠近收口装置5,第二支架体14的另一端靠近储料装置6;第三支架体15的一端靠近储料装置6,第三支架体15的另一端靠近点胶装置7;第二支架体14上安装有第三抓取装置16,第三支架体15上安转有第四抓取装置17。台面板18顶部安装有链轮输送装置8,链轮输送装置8的一端位于点胶装置7的正下方,链轮输送装置8的另一端靠近台面板18顶部的边缘处,台面板18上位于链轮输送装置8靠近点胶装置7的一端的一侧安装有送料装置9。
42.首先将翅片壳堆叠在翅片壳存取装置2上以及将翅片堆叠在翅片存取装置3上,驱动第一抓取装置12和第二抓取装置13同时工作来将翅片和翅片壳同步抓取至插接装置4上来进行翅片与翅片壳的插接,待插接完成后,驱动第二抓取装置13能同时将翅片壳存取装置2内的翅片壳抓取至插接装置4上以及将插接装置4上插入有翅片的翅片壳抓取至收口装置5上进行收口,完成收口后即实现了翅片在翅片壳内初步固定,待插入有翅片的翅片壳收口完成后,驱动第三抓取装置16将完成收口的翅片壳抓取至储料装置6进行存储,之后再次驱动第四抓取装置17将储料装置6上完成收口的翅片壳抓取至点胶装置7上进行点胶,点胶完成了翅片在翅片壳内的进一步固定,然后待点胶结束后驱动送料装置9将翅片壳成品运送至链轮输送装置8上,最终由链轮输送装置8输送到台面板18顶部的边缘处被收取。
43.参照图2,翅片壳存取装置2与翅片存取装置3的结构完全相同,以下以翅片存取装置3为例。结合图4,翅片存取装置3包括凸轮分割机21、第一直线顶升机构22和圆板23,凸轮分割机21设在台面板18顶部,圆板23安装在凸轮分割机21的输出端上;圆板23顶部沿圆周方向均匀设有4个存放区域24,4个存放区域24结构相同,以其中一个为例,圆板23顶部开有顶料缺口25,圆板23顶部位于顶料缺口25的两侧均竖直安装有u型限位板26,两块u型限位板26的u型槽为相向设置,圆板23顶部位于两块u型限位板26之间安装有存放垫片27。第一直线顶升机构22安装在台面板18上位于最靠近第一支架体11的存放区域24的下方,台面板18上位于顶料缺口25的下方开有顶升缺口19,第一直线顶升机构22的输出端穿过顶升缺口19并安装有横板221。
44.参照图3,第一抓取装置12包括第一安装板121,第一安装板121安装在第一支架体11靠近翅片存取装置3的一端,第一安装板121上横向安装有第一磁偶式无杆气缸122,第一磁偶式无杆气缸122上的可移动部件能实现横向移动,第一磁偶式无杆气缸122的可移动部件上安装有第一固定板123,第一固定板123上竖直安装有第一行程可调导杆气缸124,第一行程可调导杆气缸124的输出端能实现竖直方向的移动,第一行程可调导杆气缸124的输出端上安装有第一宽型夹爪气缸125,第一宽型夹爪气缸125的输出端设有夹爪。第一磁偶式无杆气缸122的可移动部件连接有拖链,拖链设在第一支架体11顶部。
45.参照图5,第二抓取装置13包括第二安装板131,第二安装板131上安装有第二磁偶式无杆气缸132,第二磁偶式无杆气缸132的可移动部件能实现横向移动,第二磁偶式无杆气缸132的移动部件上安装有第二固定板133,第二固定板133上安装有第二行程可调导杆
气缸134,第二行程可调导杆气缸134的输出端能竖向移动,第二行程可调导杆气缸134的输出端安装有水平放置的连接板135,连接板135底部的两端均安装有第二宽型夹爪气缸136,2个第二宽型夹爪气缸136的输出端均安装有夹爪。第二磁偶式无杆气缸132的移动部件也连接有拖链,拖链安装在第二支架体14顶部。
46.参照2和图6,插接装置4包括底板41,底板41通过支撑件42架设在台面板18顶部,底板41顶部从一端到另一端依次安装有第一u型板43、用于放翅片的第二u型板44、用于放翅片壳的第三u型板45和第四u型板46,第一u型板43、第二u型板44、第三u型板45和第四u型板46的u型槽口均为向上设置。第一u型板43的u型槽内安装有推片431,底板41底部安装有第一气缸47,底板41底部还设有与第一u型板43的u型槽同向设置的滑轨48,滑轨48上安装有滑块481且滑块481能在滑轨48上移动,第一u型板43的u型槽底面开有滑动口432,第一气缸47的活塞杆与滑块481相连,滑块481穿过滑动口432与推片431相连。
47.参照图6,第四u型板46的u型槽内安装有引导片461,底板41顶部位于第四u型板46远离第三u型板45一端的一侧安装有引导气缸411,引导气缸411的活塞杆连接有浮动接头412,浮动接头412与引导片461相连,引导片461的厚度从底板41靠近第一u型板43的一端到底板41远离第一u型板43一端的方向逐渐变大,此设计能便于将引导片461插入到翅片壳内对翅片壳进行预先通口。第二u型板44的u型槽靠近第一u型板43一端的槽宽大于第二u型板44的u型槽靠近第三u型板45的槽宽,第二u型板44的u型槽长度大于翅片的长度,此设计便于将翅片放入至第二u型板44靠近第一u型板43一端的u型槽内。第一u型板43、第二u型板44和第四u型板46的顶部均安装有压料板413。
48.待第二u型板44内放入有翅片以及第三u型板45放入有翅片壳内后,在进行翅片与翅片壳的插接之前,先驱动引导气缸411使得引导片461在第四u型板46内横向移动至翅片壳内对翅片壳待插入的部分进行预先通口,待通口结束后,驱动第一气缸47使得滑块481在滑轨48上移动继而同时带动推片431在第一u型板43的u型槽内移动从而带动翅片进入翅片壳内。
49.参照图2和图7,收口装置5包括下定位板51,下定位板51安装在台面板18顶部,下定位板51顶部的四角上安装有4个立柱52,4个立柱52的顶部安装有上定位板53,上定位板53的顶部安装有用于放置插入有翅片的翅片壳的第五u型板54。下定位板51的顶部还安装有宽型夹紧气缸55,宽型夹紧气缸55的输出端为2个并且分别安装有夹爪,2个夹爪能做相向或者相背运动,2个夹爪上均安装有收口气缸56,以其中一个收口气缸56为例,收口气缸56的输出端连接有上压板57,收口气缸56的顶部安装有下压板58,下压板58位于上压板57的正下方。
50.首先驱动宽型夹紧气缸55使得2个上压板57相背运动,然后待插入有翅片的翅片壳放置到第五u型板54内后,再次驱动宽型夹紧气缸55使得2个上压板57相向运动到合适位置,此时驱动收口气缸56即可对插入有翅片的翅片壳进行收口。
51.参照图3和图8,第三抓取装置16的结构与第一抓取装置12的结构相同。储料装置6包括储料方筒61,支撑柱62和滑道板63,支撑柱62设在台面板18顶部,滑道板63安装在支撑柱62的顶部,滑道板63顶部的两端均设有第一凸棱631,滑道板63顶部的中部设有2条相互平行的第二凸棱632,第二凸棱632的高度低于第一凸棱631的高度,储料方筒61竖直设在2条第一凸棱631的顶部。滑道板63上还设有带座气缸64,带座气缸64的输出端连接有推块
65,推块65设在滑道板63顶部且位于2条第一凸棱631之间。
52.首先驱动第三抓取装置16将插入有翅片的翅片壳从收口装置5上抓取到储料方筒61内,在一段时间的抓取后,多个插入有翅片的翅片壳会堆叠在储料方筒61内且堆叠的插入有翅片的翅片壳会位于第二凸棱632的顶部,然后驱动带座气缸64即可带动推块65在滑道板63顶部的2条第一凸棱631之间横向移动,从而将插入有翅片的翅片壳推出。
53.参照图9,第四抓取装置17包括第三磁偶式无杆气缸171,第三磁偶式无杆气缸171安装在第三支架体15上,第三磁偶式无杆气缸171的可移动部件能实现横向移动,第三磁偶式无杆气缸171的移动部件上安装有滑台气缸172,滑台气缸172能实现与第三磁偶式无杆气缸171的可移动部件移动轨迹垂直的横向移动,滑台气缸172上安装有第三宽型夹爪气缸173。结合图10,点胶装置7包括固定柱71、第三安装板72、点胶器本体73和旋转夹紧气缸74,结合图2,固定柱71设在台面板18顶部,固定柱71顶部安装有第三安装板72,固定柱71为4个且分别设在第三安装板72底部的四角处;点胶器本体73安装在第三安装板72上且点胶器本体73的点胶口竖直向下位于第三安装板72的下方,第三安装板72底部还竖直设有悬挂板721,旋转夹紧气缸74安装在悬挂板721上,旋转夹紧气缸74的输出端连接有夹爪且夹爪位于点胶口的正下方。
54.首先驱动第四抓取装置17将插入有翅片的翅片壳从储料装置6上抓取至旋转夹紧气缸74的夹爪待夹紧位置,然后驱动旋转夹紧气缸74使得夹爪工作将插入有翅片的翅片壳夹住,此时驱动点胶器本体73工作以完成插入有翅片的翅片壳的一面点胶,然后再次驱动驱动旋转夹紧气缸74使得夹爪转动,继而带动插入有翅片的翅片壳翻面,让点胶器本体73工作以完成插入有翅片的翅片壳的另一面点胶,点胶完成后即为翅片壳成品。
55.参照图11,链轮输送装置8上安装有若干与链条91同步移动的运料组件,结合图12,运料组件包括同步板82,同步板82安装在链条91上,同步板82顶部的两端均安装有放料板83,放料板83的顶面高于同步板82的顶面,放料板83上竖直安装有用于对物料限位的限料板84。送料装置9包括第二直线顶升机构81和送料板92,送料板92安装在第二直线顶升机构81的输出端上,第二直线顶升机构81安装在台面板18上。
56.当插入有翅片的翅片壳点胶结束后,首先驱动直线顶升机构使得送料板92上移直至到达合适位置后准备对点胶好的插入有翅片的翅片壳进行接取,驱动旋转夹紧气缸74松开夹爪使得翅片壳成品掉落到送料板92顶部,然后再次驱动直线顶升机构使得送料板92到达同步板82顶部,此时翅片壳成品会被转移到放料板83上,待翅片壳成品堆叠到一定高度后,驱动输送装置来将成品移动到台面板18边缘处以供工人收取。
57.本技术实施例一种冷却器翅片壳装配设备的实施原理为:在将翅片堆叠在翅片存取装置3内以及将翅片壳堆叠在翅片壳存取装置2内后,驱动第一抓取装置12来将翅片抓取至第二u型板44的u型槽内以及驱动第二抓取装置13的其中一对夹爪将翅片壳抓取至第三u型板45的u型槽内,此时驱动第一气缸47来带动推片431移动,使得推片431移动将翅片推入至翅片壳内以完成翅片与翅片壳的插接,之后在插接装置4上插入有翅片的翅片壳会被第二抓取装置13的另一对夹爪抓取至收口装置5上进行收口,收口完成后再驱动第三抓取装置16将收好口的翅片壳抓取至储料装置6上进行堆叠,堆叠的收好口的翅片壳在带座气缸64间隔性的带动推块65的移动下会被从储料方筒61内间隔性的顶出,驱动第四抓取装置17来将被顶出的收好口的翅片壳抓取至旋转夹紧气缸74夹爪的待夹紧处,此时驱动旋转夹紧
气缸74的夹爪将收好口的翅片壳夹紧,而第四抓取装置17的夹爪则松开以完成第四抓取装置17与旋转夹紧气缸74的夹紧交接,之后驱动点胶器本体73来对收好口的翅片壳两面进行点胶以获得成品,最终驱动第二直线顶升机构81使得送料板92上移接到成品再其驱动送料板92下移将成品移交到放料板83上,从而成品被放料板83由输送装置靠近点胶装置7一端带动至台面板18边缘处以供收取。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。