1.本实用新型属于盒袋产品收料集料领域,更具体的说涉及一种盒袋产品高速分流收料装置。
背景技术:
2.盒袋产品在加工后需要进行分选,分选完成后需要按照一定的数量进行打包或捆扎,便于后续生产使用中进行计数。现有技术中,盒袋产品收料装置多是半自动的,比如在收集到指定数量后需要停机,将收集的盒袋产品拿取下,使得收集平台空置,然后再进行下一轮的收集,这样在停机和启动的往复操作中,就大大降低了盒袋产品的收集收料效率。
技术实现要素:
3.本实用新型的目的在于提供一种盒袋产品高速分流收料装置,解决现有技术中盒袋产品计数捆扎打包效率低的问题。
4.本实用新型技术方案一种盒袋产品高速分流收料装置,包括进料机构和设置在所述进料机构末端且呈并接状设置的第一收料装置和第二收料装置,所述第一收料装置光滑连接在所述进料机构末端,所述第二收料装置设置在所述第一收料装置上方;所述进料机构上设置有计数器,所述计数器连接有控制器;
5.所述第二收料装置靠近所述进料机构端设置有收料切换机构;所述收料切换机构包括由所述控制器控制的伺服气缸、由所述伺服气缸带动的曲柄连杆组件和与所述曲柄连杆组件固定的导向板;所述伺服气缸带动所述导向板向下翻转,所述导向板的前后端分别光滑连接进料机构末端和第二收料装置前端。
6.优选地,所述进料机构包括进料输送带和设置在所述进料输送带后部的分页输送带,所述分页输送带的输送速度大于进料输送带的输送速度;所述计数器设置在所述分页输送带的上方。
7.优选地,所述导向板设置在所述计数器后部,所述第二收料装置包括设置在所述导向板后部的第二收料输送带和设置在所述第二收料输送带末端的第二集料槽,所述第二收料输送带包括倾斜部,且输送速度与分页输送带输送速度相适应;
8.所述导向板向下翻转后,导向板与所述倾斜部对接且平行,盒袋产品依次通过导向板和倾斜部进入第二集料槽;所述倾斜部上设置有压料组件。
9.优选地,所述压料组件包括至于倾斜部上且对倾斜部上输送的盒袋产品进行压料的弧形弹性压条和压轮以及横跨设置在所述倾斜部上方且用于安装所述弧形弹性压条和压轮的安装杆;所述弧形弹性压条一端套设固接在所述安装杆上,另一端呈凹弧形压设于所述倾斜部上,所述压轮上固接有连接杆,所述连接杆远离所述压轮端活动套接在所述安装杆上。
10.优选地,所述第二收料输送带还包括设置在所述倾斜部后部的水平部,所述第二集料槽设置在所述水平部后部,所述水平部靠近所述倾斜部端设置有所述压料组件。
11.优选地,所述曲柄连杆组件包括横跨设置在所述第二收料装置前端的第一连杆,所述第一连杆两端均套接有轴承,所述轴承与机架安装;所述第一连杆一端穿过机架并固接有与所述第一连杆垂直的第二连杆,所述第二连杆远离所述第一连杆的端部通过与第一连杆平行的铰接轴与伺服气缸的气缸推杆端部转动连接;所述导向板置于所述第一连杆上方且与所述第一连杆固定安装。
12.优选地,所述第一收料装置包括设置在所述分页输送带后部且与分页输送带输送速度相适应的第一收料输送带和设置在所述第一收料输送带后部的第一集料槽。
13.优选地,所述第一集料槽和第二集料槽内均设置有导页棘轮和集料挡板。
14.优选地,所述分页输送带主要由若干呈分离状设置的输送窄带组成,所述计数器为红外线计数器,包括发射端和接收端,所述发射端和接收端分别安装在分页输送带上方和下方,所述发射端和接收端均安装于相邻两输送窄带之间。
15.优选地,所述控制器为plc控制器。
16.本实用新型技术方案的一种盒袋产品高速分流收料装置的有益效果是:通过设置第一收料装置和第二收料装置以及收料切换机构,在其中一收料装置完成指定数量的盒袋产品收料后,通过收料切换结构进行切换至另一收料装置进行收料,后一收料装置继续进行收料,同时操作人员在不停机状态下,将前一收料装置收紧的盒袋产品取出,提高了盒袋产品计数收料效率。
附图说明
17.图1为本实用新型技术方案的一种盒袋产品高速分流收料装置的主视图。
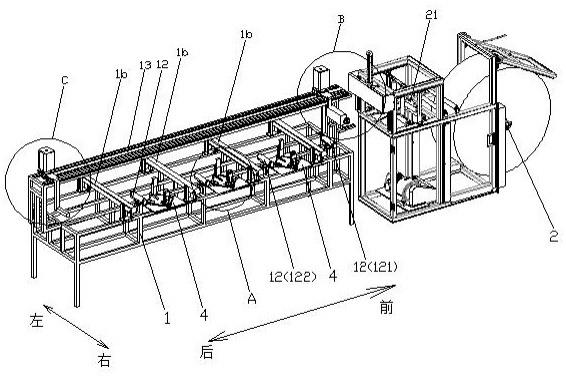
18.图2为本实用新型技术方案的一种盒袋产品高速分流收料装置的轴测图。
19.图3为本实用新型技术方案的一种盒袋产品高速分流收料装置的结构示意图。
20.图4为第一收料装置和第二收料装置的局部示意图。
具体实施方式
21.为便于本领域技术人员理解本实用新型技术方案,现结合说明书附图对本实用新型技术方案做进一步的说明。
22.如图1所示,本实用新型技术方案一种盒袋产品高速分流收料装置,包括进料机构1和设置在所述进料机构1末端且呈并接状设置的第一收料装置2和第二收料装置3。所述第一收料装置2光滑连接在所述进料机构1末端,所述第二收料装置3设置在所述第一收料装置2上方。所述进料机构1上设置有计数器5,所述计数器5连接有控制器。
23.所述第二收料装置3靠近所述进料机构1端设置有收料切换机构4。如图2所述,所述收料切换机构4包括由所述控制器控制的伺服气缸44、由所述伺服气缸44带动的曲柄连杆组件和与所述曲柄连杆组件固定的导向板41。所述伺服气缸44带动所述导向板41向下翻转,所述导向板41的前后端分别光滑连接进料机构1末端和第二收料装置3前端。
24.基于上述技术方案,进料机构1将待分页收料的盒袋产品向前输送,此时,导向板41向上翻转,收料切换机构4与进料机构1不对接,第一收料装置2进行收料。经过进料机构1上的计数器5对经过其位置并进入第一收料装置2的盒袋产品进行计数,在计数器计数量达到收料捆扎的数量后,控制器依据计数器提供的数量信号,控制伺服气缸44工作,伺服气缸
44带动导向板41向下翻转,使得收料切换机构4与进料机构1对接,第二收料装置3进行收料。此时,操作者可以手动将第一收料装置2收料的盒袋产品取出并进行包装或捆扎。
25.基于上述计数方案,本盒袋产品高速分流收料装置,通过设置第一收料装置2、第二收料装置3和收料切换机构4,实现第一收料装置2、第二收料装置3自动轮流实现收料,能够实现收料装置不停机工作,提高盒袋产品高效分页收料。
26.基于上述计数方案,收料切换机构4通过计数器和控制器的精准控制,计数精准且实现全自动化控制。
27.本技术方案中,所述进料机构1包括进料输送带和设置在所述进料输送带后部的分页输送带11。所述分页输送带11的输送速度大于进料输送带的输送速度;所述计数器5设置在所述分页输送带11的上方。如图1中,进料输送带设置在分页输送带11的前部并连接前部的盒袋产品的分选剔除装置等,本图1中进料输送带未画出。
28.基于上述技术方案,分页输送带11的输送速度大于进料输送带的输送速度,使得分页输送带11能够将进料输送带上输送的盒袋产品记性分页分离,避免盒袋产品出现堆叠或紧密连接输送而导致计数器5计数不准确的问题。同时,分页输送带11输送速度大于进料输送带,能够拉开相邻两盒袋产品之间的距离,为收料切换机构4的切换动作提供时间,避免在收料切换机构4切换时,盒袋产品正进入第一收料装置2或第二收料装置3,避免出现计数不准或卡页的问题。
29.本技术方案中,如图4所示,所述导向板41设置在所述计数器5后部,所述第二收料装置3包括设置在所述导向板41后部的第二收料输送带30和设置在所述第二收料输送30带末端的第二集料槽34,所述第二收料输送带30包括倾斜部31,且输送速度与分页输送带11输送速度相适应。所述导向板41向下翻转后,导向板41与所述倾斜部31对接且平行,盒袋产品依次通过导向板41和倾斜部31进入第二集料槽34。所述倾斜部31上设置有压料组件33。
30.基于上述技术方案,第二收料输送带30输送速度与分页输送带11输送速度相适应,确保分页输送带11输送过来的盒袋产品能够及时的被收集,避免出现重叠等问题。设置倾斜部31,便于与导向板41进行对接。倾斜部31的前端置于分页输送带11上方一定距离,导向板41向下翻转后,导向板41的下端置于分页输送带上并压紧分页输送带,使得分页输送带上的盒袋产品能够顺利的进入导向板41上,避免盒袋产品由沿分页输送带11继续向前输送至第一收料装置位置。第二收料输送带30上压料组件的设置,实现对第二收料输送带30上输送的盒袋产品的压料,确保盒袋产品随第二收料输送带30进行输送,避免盒袋产品沿第二收料输送带30向下滑动,确保第二收料输送带30上相邻两盒袋产品之间的距离,确保盒袋产品按序收集。
31.本技术方案中,如图3所示,所述压料组件33包括至于倾斜部31上且对倾斜部31上输送的盒袋产品进行压料的弧形弹性压条333和压轮332以及横跨设置在所述倾斜部31上方且用于安装所述弧形弹性压条333和压轮332的安装杆331。所述弧形弹性压条333一端套设固接在所述安装杆331上,另一端呈凹弧形压设于所述倾斜部31上。所述压轮332上固接有连接杆334,所述连接杆334远离所述压轮332端活动套接在所述安装杆331上。
32.基于上述技术方案,通过设置压轮332和弧形弹性压条333,实现倾斜部31上输送的盒袋产品进行柔性压料,避免盒袋产品向下滑动,同时也避免压力过大,导致盒袋产品与倾斜部出现相对滑动的问题。压轮332和弧形弹性压条333的设置,能够自适应的调节盒袋
产品受到的压力。
33.本技术方案中,所述第二收料输送带30还包括设置在所述倾斜部31后部的水平部32,所述第二集料槽34设置在所述水平部32后部,所述水平部32靠近所述倾斜部31端设置有所述压料组件33。水平部32的设置,便于盒袋产品进入第二集料槽34。水平部32前端设置压力组件,确保盒袋产品顺利进入水平部32上。
34.本技术方案中,所述曲柄连杆组件包括横跨设置在所述第二收料装置3前端的第一连杆42,所述第一连杆42两端均套接有轴承,所述轴承与机架安装。所述第一连杆42一端穿过机架并固接有与所述第一连杆42垂直的第二连杆43,所述第二连杆43远离所述第一连杆42的端部通过与第一连杆42平行的铰接轴45与伺服气缸55的气缸推杆端部转动连接。所述导向板41置于所述第一连杆42上方且与所述第一连杆42固定安装。伺服气缸55的气缸推杆推出或回缩,带动第二连杆43摆动,第二连杆43摆动带动第一连杆42摆动,使得第一连杆42上的导向板41向下翻转,实现对导向板41自动翻转的自动控制。
35.本技术方案中,所述第一收料装置2包括设置在所述分页输送带11后部且与分页输送带11输送速度相适应的第一收料输送带和设置在所述第一收料输送带后部的第一集料槽21。第一收料输送带输送速度与分页输送带11输送速度相适应,避免盒袋产品在第一收料输送带上堆积的问题。本技术方案中,为了简化结构,延长分页输送带11长度,将计数器5后部的分页输送带11作为第一收料输送带,第一集料槽21设置在作为第一收料输送带的分页输送带11末端。这样计数器5设置在分页输送带11上方,导向板42设置在分页输送带11上方且位于计数器5后部。
36.本技术方案中,所述第一集料槽21和第二集料槽34内均设置有导页棘轮和集料挡板,便于盒袋产品进行按序收集。
37.本技术方案中,所述分页输送带11主要由若干呈分离状设置的输送窄带组成,所述计数器5为红外线计数器,包括发射端51和接收端52。所述发射端51和接收端52分别安装在分页输送带11上方和下方,所述发射端和接收端均安装于相邻两输送窄带之间。发射端51发生红外线,被接收端52接收,在盒袋产品通过发射端51和接收端52之间时,红外线被截断,实现一次计数,技术精准。
38.本技术方案中,所述控制器为plc控制器,plc控制器和控制过程均为现有技术。
39.本实用新型技术方案在上面结合附图对实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性改进,或未经改进将实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。