1.本发明属于低膨胀合金技术领域,特别是涉及一种低膨胀合金的制备方法。
背景技术:
2.低膨胀合金由于含镍较高,提高了钢的淬透性和可淬性,以及钢的耐气性、耐蚀性和耐磨性,不断应用于人造卫星、激光、环形激光陀螺仪和其他先进的高科技产品当中。随着航空航天、电力行业、汽车领域对高强度低膨胀合金的使用要求不断提高,传统的低膨胀合金经冶炼、锻造、热轧出的盘条,其强度难以满足要求。对此,我们设计一种低膨胀合金的制备方法来解决上述问题。
技术实现要素:
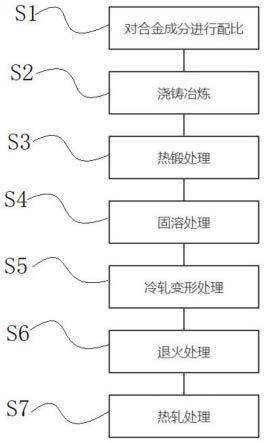
3.为解决上述技术问题,本发明是通过以下技术方案实现的:本发明为一种低膨胀合金的制备方法,包括以下步骤:s1、对合金成分进行配比;s2、浇铸冶炼;s3、热锻处理;s4、固溶处理;s5、冷轧变形处理;s6、退火处理;s7、热轧处理。
4.优选地,所述步骤s1中按重量百分比计,所述原料成分包括:ni:36%、c:0.1%、ti:40~50%、mo:0.1~0.3%、si:0.2、mn:0.4%、nb:4~5%、c:0.05~0.01%、p≤0.0015%、o≤0.002%、n≤0.002%、s≤0.0015%、余量为fe及不可避免杂质。
5.优选地,所述步骤s2中所采取的措施包括:s21、利用真空感应炉浇铸冶炼合金,真空度≤1
×
pa;s22、fe、ni、co作为一次加料直接放入坩锅,ti、nb、si、mn作为二次加料放入真空感应炉料斗;s23、待所有原材料化清后,在1150~1230℃条件下精炼10min,浇铸为合金铸锭。
6.优选地,所述步骤s3中所采取的措施包括:s31、合金锭扒皮后,冷却至600℃装炉;s32、经1100
±
10℃保温50~90min后,开坯时锻造成70~90
×
70~90mm方坯,终锻温度大于950℃。
7.优选地,所述步骤s4中的固溶处理的温度为1150-1200℃、固溶处理的时间为1-2h。
8.优选地,所述步骤s4中还包括:
s41、经650-750℃保温4~6小时进行真空时效处理;s42、酸洗和烘干处理。
9.优选地,所述步骤s5中冷轧变形处理中合金的总变形量为70~99%。
10.优选地,所述步骤s6中的退火温度为800~900℃、退火时间为10
±
5min。
11.优选地,所述步骤s7所采取的措施包括:s71、均匀化处理;s72、在热轧机上对均匀化处理后的合金铸锭进行开坯,其中开轧温度为1150~1200℃,总的下压率为60~95%,终轧温度大于900℃,轧至3~5mm厚,冷却后得到低膨胀合金本体。
12.本发明具有以下有益效果:1.本发明通过改变低膨胀合金的配合比例,最大程度的保护了合金的低膨胀性能,充分发挥各合金元素的作用,有效使合金满足构件的设计和使用要求。
13.2.本发明通过对合金铸锭依次进行热锻、固溶、冷轧变形、退火以及热轧处理,有效的优化了低膨胀合金的强度,同时采用传统加工手段的组合,无需加入额外的化学元素,加工工艺简单、制造成本低,有效保证了合金的低热膨胀系数以及强度。
14.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
15.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为本发明一种低膨胀合金的制备方法的框图。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
18.请参阅图1所示,本发明为一种低膨胀合金的制备方法,包括以下步骤:s1、对合金成分进行配比;s2、浇铸冶炼;s3、热锻处理;s4、固溶处理;s5、冷轧变形处理;s6、退火处理;s7、热轧处理。
19.所述步骤s1中按重量百分比计,所述原料成分包括:ni:36%、c:0.1%、ti:40~50%、mo:0.1~0.3%、si:0.2、mn:0.4%、nb:4~5%、
c:0.05~0.01%、p≤0.0015%、o≤0.002%、n≤0.002%、s≤0.0015%、余量为fe及不可避免杂质,通过上述低膨胀合金的成分配合比例,最大程度的保护了合金的低膨胀性能,充分发挥各合金元素的作用,有效使合金满足构件的设计和使用要求。
20.所述步骤s2中所采取的措施包括:s21、利用真空感应炉浇铸冶炼合金,真空度≤1
×
pa;s22、fe、ni、co作为一次加料直接放入坩锅,ti、nb、si、mn作为二次加料放入真空感应炉料斗;s23、待所有原材料化清后,在1150~1230℃条件下精炼10min,浇铸为合金铸锭。
21.所述步骤s3中所采取的措施包括:s31、合金锭扒皮后,冷却至600℃装炉;s32、经1100
±
10℃保温50~90min后,开坯时锻造成70~90
×
70~90mm方坯,终锻温度大于950℃。
22.所述步骤s4中的固溶处理的温度为1150-1200℃、固溶处理的时间为1-2h。
23.所述步骤s4中还包括:s41、经650-750℃保温4~6小时进行真空时效处理;s42、酸洗和烘干处理。
24.所述步骤s5中冷轧变形处理中合金的总变形量为70~99%。
25.所述步骤s6中的退火温度为800~900℃、退火时间为10
±
5min。
26.所述步骤s7所采取的措施包括:s71、均匀化处理;s72、在热轧机上对均匀化处理后的合金铸锭进行开坯,其中开轧温度为1150~1200℃,总的下压率为60~95%,终轧温度大于900℃,轧至3~5mm厚,冷却后得到低膨胀合金本体。
27.工作原理:本发明在对低膨胀合金进行制备时,首先按照顺序将原料放入高频真空感应熔炼炉中,加热温度至1450℃,且使熔炼炉的真空度为≤1
×
pa,待原料全部熔化后,在1200℃的温度下精炼10min,随后通入惰性气体,并浇铸坩埚成锭(合金铸锭);待合金铸锭冷却至600℃后,将合金铸锭装炉加热至1100℃,并在该温度下保温50~90min,开坯时锻造成70~90
×
70~90mm方坯,得到合金铸锭;然后依次进行固液处理、冷轧变形处理、退火处理、均匀化处理以及热轧处理;其中固溶处理:温度为1150-1200℃,处理1-2h,然后经650-750℃保温4~6小时,进行真空时效处理,继续进行酸洗和烘干;冷轧变形处理:冷轧变形处理中合金的总变形量为70~99%;退火处理:退火温度为800~900℃,退火时间为10
±
5min,然后将合金铸锭加热至1150~1200℃的温度下,并保温2~4h,以进行均匀化处理;热轧处理:在热轧机上进行开坯,其中,开轧温度为1150℃、总的下压率为90%、终轧温度为950℃,轧至3mm厚时空冷至室温,得到低膨胀合金。
28.本发明中各个化学元素的设计原理说明如下:本发明通过添加co可以适当提高合金的居里温度,其中ti、ni与co形成弥散强化
的γ
′
相,能够调节合金的膨胀性能及力学性能,结合nb、ni与co形成弥散强化的γ
″
相,进一步调节合金的膨胀性能及力学性能,同时添加一定量的si以及mn,能够有效提高合金持久塑性,改善合金缺口敏感性以及合金的加工性能,其中c添加能够一定程度提高合金的强度,但若碳含量过多,容易形成碳化物,会提高合金盘条的热膨胀系数,在保证避免形成过量碳化物,又能使c达到一定固溶强化效果,研究发现,碳含量的范围为0.1%时效果较佳;s、p是合金中的有害元素,两种元素均易在晶界处偏析从而影响合金性能,经研究发现,将s、p二者各自质量百分比降低至0.002%及以下时,将提升合金材料性能,与c类似,s、p的含量越低越好;si是有效的脱氧剂,但过高si对合金的低膨胀性能不利,经研究si含量的范围为0.1-0.3%;mn是合金的脱氧剂,还可与s结合以mns的形态将s固定下来,对热加工性能的提高有利,但过高mn同样会增大合金的热膨胀系数,经研究mn含量范围为0.2~0.6%;ni是保证合金具有单一奥氏体基体和低膨胀性能的必须元素,ni含量控制在:35.0~38.0%,能够保证在添加一定量固溶元素后,依然保持较低的热膨胀系数,通过将ni与fe元素形成固溶体,温度变化引起的磁致伸缩效应抵消自身的热胀冷缩,是合金获得较低的膨胀系数的基础;在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
29.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。