1.本发明涉及电极棒制备技术领域,具体涉及一种台阶电极棒的制备方法。
背景技术:
2.随着现在我国经济的发展,材料与能源、信息并列为现代科技的三大支柱,随着市场某些材料的日趋短缺和价格急剧上涨,企业如何降低材料消耗,提高经济效益,已成为人们关注的焦点之一。材料利用率直接影响企业的投资回报率,材料利用率是企业重点关注的指标,在保证产品质量及工艺要求的前提下,应充分考虑最经济合理的利用材料,降低材料消耗,最大限度的提高材料利用率。目前主要通过工艺改进,不断挖掘内部潜力,保持产品竞争力,降低生产成本,提高材料利用率。
3.然而,真空自耗电弧熔炼铜铬合金过程中,根据电极长度,重量,直径,计算电极棒的热补缩位置,计算自耗电极棒的剩余长度,防止烧坏假电极,导致剩余电极头重量大,不利于原材料利用率的提升,冷等静压胶套模具需要在高压下工作,需要较好的回弹,抗撕裂特性,传统的等静压模具主要采用硅橡胶,由于材料本身的特性,具有不可避免的缺点,回弹慢,易发生变形,使用寿命短。
技术实现要素:
4.针对上述存在的技术问题,本发明提供了一种台阶电极棒的制备方法。
5.本发明的技术方案为:一种台阶电极棒的制备方法,包括以下步骤:
6.s1、预处理;
7.s1-1、按重量百分比称取原料:铜粉50~75%,余量为铬粉;其中,铜粉的粒径为150~300目,铬粉的粒径为220~450目;然后将铜粉和铬粉置入转速为20~80r/min的双棍螺旋混料机中混合3~9h,得到混合料;
8.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为100~200℃,保温时间50~90min,真空度为8~10pa,得到烘干料;
9.s2、二次处理;
10.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力120~180mpa,保压时间5~8min;得到压制生坯;
11.s2-2、首先将步骤s2-1所得压制生坯切割成长度为3~5cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.1~0.3mpa,送风量为0.5~0.9m3/min,送料速率为0.4~0.6g/min;得到粒径为400~750目的二次处理料;
12.s3、压制;
13.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为150~300mpa,保压时间为7~10min;得到压制坯料;
14.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.3~1.6mm,得
到修整坯料;
15.s4、烧结、熔炼;
16.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为700~1050℃,保温时间为2~3h,真空度1~3
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流2000~3000a,熔炼电压10~40v,熔炼完成后随炉冷却至室温,得到台阶电极棒。
17.进一步地,步骤s3-1中,台阶状胶套由以下重量份的原料制成:丁腈橡胶90~95份,聚氨酯5~10份,炭黑份50~80份,硅粉30~50份,酚醛树脂5~10份,硫磺0.1~0.5份,防老剂0.1~5份,促进剂0.1~5份;其中,防老剂为对苯二胺,促进剂为cbs;通过上述材料制备得到的台阶状胶套具有良好的力学性能,回弹快,不易发生变形,而且抗撕裂强度高,耐氧化能力强,寿命长,表面光滑,易脱模。
18.进一步地,步骤s4中,修整坯料烧结处理时,首先将烧结炉以15~30℃的升温速率加热至700~950℃,保温0.5~1h;然后以10~20℃的升温速率加热至950~1050℃,保温1.5~2h;通过以不同的烧结温度和保温时间对修整坯料进行烧结处理,有利于提高台阶电极棒的质量均匀性和尺寸规整性。
19.进一步地,步骤s4完成后,利用熔射技术向台阶电极棒表面喷涂绝缘涂层,绝缘涂层的厚度为150~300um,绝缘涂层由粒径为10~55um的yag粉末制成;通过向台阶电极棒表面喷涂绝缘涂层,不仅有利于提高台阶电极棒的使用效果,同时也提高了台阶电极棒的抗侵蚀性能。
20.进一步地,步骤s4中,修整坯料熔炼过程中,向真空自耗电弧熔炼炉内加入caf2,并进行电磁搅拌20~50min,caf2的加入量为修整坯料总质量的2~5%;通过向向真空自耗电弧熔炼炉内加入caf2,有利于提高铸锭内部组织的致密性,避免铸锭内部集中缩孔的产生。
21.进一步地,步骤s2-2完成后,将二次处理料加热至500~800℃,然后在he气氛下保温处理3~6h;通过对二次处理料进行加热、保温处理,能够避免二次处理料压制时金属粉末的团聚,从而降低了台阶电极棒的电阻率。
22.进一步地,步骤s3-1中,台阶状胶套冷等静压完成后,首先将冷等静压机泄压至120~150mpa,保压40~70s;然后泄压至90~120mpa,保压30~50s;最后泄压至常压;以不同的压力进行二次处理料冷等静压处理,有利于提高压制坯料的致密度,提高了台阶电极棒的品质。
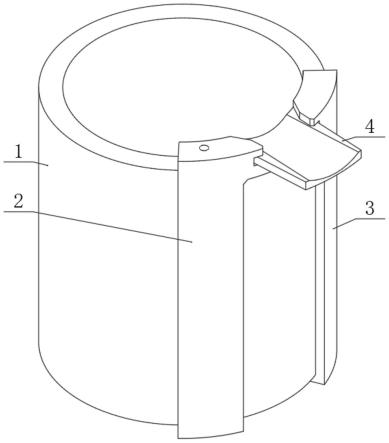
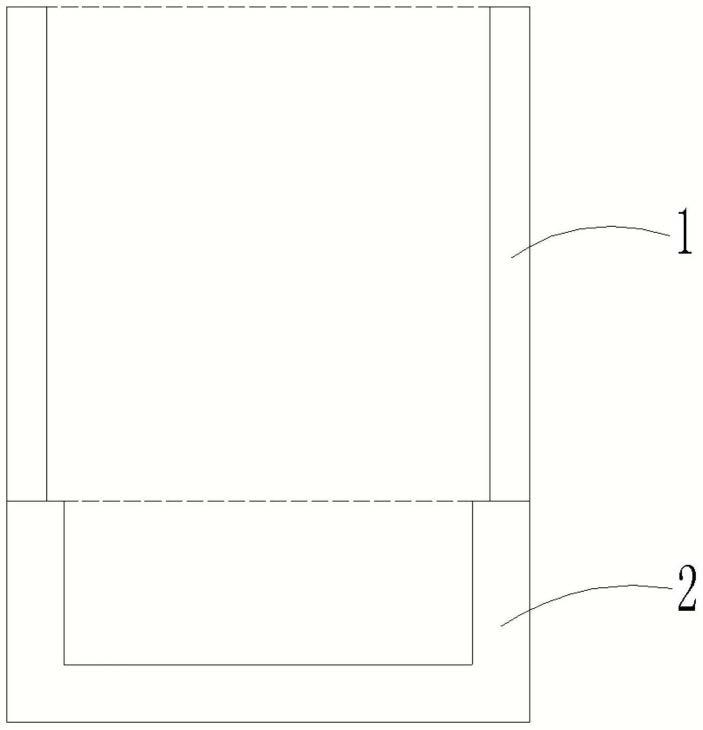
23.进一步地,步骤s3-1中,台阶状胶套包括竖直固定连接的第一胶套和第二胶套,第一胶套的直径为90~150mm、高度为1100~1200mm;第二胶套的直径为70~140mm,高度为40~90mm。
24.进一步地,步骤s3-1中,二次处理料装入台阶状胶套过程中,对台阶状胶套施加频率为20~40hz、幅度为0.8~1.2mm的高频振动,控制二次处理料的填充速度为20~60g/min;通过对台阶状胶套时间高频振动,使得压制坯料内部成分更加均匀。
25.进一步地,步骤s4中,台阶电极棒的粗糙度为2.9~6.3μm,直线度为0.3~0.5mm,外圆跳动为0.05~0.09mm。
26.与现有技术相比,本发明的有益效果体现在以下几点:
27.第一、本发明工艺设计合理,通过改进胶套设计的方法,改变了电极棒的尺寸,在保证产品质量及工艺要求的前提下,提高了原材料利用率,不仅可以节约电极棒的制作成本,而且对提高经济效益和节约能源都有积极的意义;
28.第二、本发明利用两个直径不同的胶套组合成台阶状胶套,代替了传统直筒胶套结构,在不影响棒料压制过程中的直线度和尺寸精度的前提下,保证了产品质量,有效减少电极棒在熔炼过程中剩余电极头的重量,减少原材料的浪费,减少了电极棒修整过程中的车削量,提高了材料利用率;
29.第三、本发明设计的台阶状胶套具有良好的力学性能,回弹快,不易发生变形,而且抗撕裂强度高,耐氧化能力强,寿命长,表面光滑,易脱模,有利于提高台阶电极棒的表面平整度,降低了台阶电极棒的后期加工难度。
附图说明
30.图1是本发明的台阶状胶套的结构示意图;
31.其中,1-第一胶套、2-第二胶套。
具体实施方式
32.实施例1
33.一种台阶电极棒的制备方法,包括以下步骤:
34.s1、预处理;
35.s1-1、按重量百分比称取原料:铜粉50%,余量为铬粉;其中,铜粉的粒径为150~210目,铬粉的粒径为220~320目;然后将铜粉和铬粉置入转速为20r/min的双棍螺旋混料机中混合3h,得到混合料;
36.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为100℃,保温时间50min,真空度为8pa,得到烘干料;
37.s2、二次处理;
38.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力120mpa,保压时间5min;得到压制生坯;
39.s2-2、首先将步骤s2-1所得压制生坯切割成长度为3cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.1mpa,送风量为0.5m3/min,送料速率为0.4g/min;得到粒径为400~550目的二次处理料;
40.s3、压制;
41.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为150mpa,保压时间为7min;得到压制坯料;
42.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.3mm,得到修整坯料;
43.s4、烧结、熔炼;
44.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为700℃,保温时间为2h,真空度1
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔
炼炉内进行熔炼,控制熔炼电流2000a,熔炼电压10v,熔炼完成后随炉冷却至室温,得到台阶电极棒;
45.其中,台阶电极棒的粗糙度为2.9μm,直线度为0.3m,外圆跳动为0.05mm。
46.实施例2
47.一种台阶电极棒的制备方法,包括以下步骤:
48.s1、预处理;
49.s1-1、按重量百分比称取原料:铜粉65%,余量为铬粉;其中,铜粉的粒径为210~280目,铬粉的粒径为260~420目;然后将铜粉和铬粉置入转速为60r/min的双棍螺旋混料机中混合7h,得到混合料;
50.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为160℃,保温时间70min,真空度为9pa,得到烘干料;
51.s2、二次处理;
52.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力145mpa,保压时间7in;得到压制生坯;
53.s2-2、首先将步骤s2-1所得压制生坯切割成长度为4cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.2mpa,送风量为0.7m3/min,送料速率为0.5g/min;得到粒径为500~650目的二次处理料;
54.s3、压制;
55.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为210mpa,保压时间为9min;得到压制坯料;
56.其中,台阶状胶套由以下重量份的原料制成:丁腈橡胶90份,聚氨酯5份,炭黑份50份,硅粉30份,酚醛树脂5份,硫磺0.1份,防老剂0.1份,促进剂0.1份;其中,防老剂为对苯二胺,促进剂为cbs;
57.如图1所示,台阶状胶套包括竖直固定连接的第一胶套1和第二胶套2,第一胶套1的直径为90mm、高度为1100mm;第二胶套2的直径为70mm,高度为40mm;
58.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.4mm,得到修整坯料;
59.s4、烧结、熔炼;
60.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为880℃,保温时间为3h,真空度2
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流2550a,熔炼电压26v,熔炼完成后随炉冷却至室温,得到台阶电极棒;
61.其中,台阶电极棒的粗糙度为5.5μm,直线度为0.5mm,外圆跳动为0.06mm。
62.实施例3
63.一种台阶电极棒的制备方法,包括以下步骤:
64.s1、预处理;
65.s1-1、按重量百分比称取原料:铜粉75%,余量为铬粉;其中,铜粉的粒径为220~300目,铬粉的粒径为360~450目;然后将铜粉和铬粉置入转速为80r/min的双棍螺旋混料
机中混合9h,得到混合料;
66.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为200℃,保温时间90min,真空度为10pa,得到烘干料;
67.s2、二次处理;
68.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力180mpa,保压时间8min;得到压制生坯;
69.s2-2、首先将步骤s2-1所得压制生坯切割成长度为5cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.3mpa,送风量为0.9m3/min,送料速率为0.6g/min;得到粒径为650~750目的二次处理料;
70.s3、压制;
71.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为300mpa,保压时间为10min;得到压制坯料;
72.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.6mm,得到修整坯料;
73.s4、烧结、熔炼;
74.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为1050℃,保温时间为3h,真空度3
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流3000a,熔炼电压40v,熔炼完成后随炉冷却至室温,得到台阶电极棒;
75.其中,修整坯料烧结处理时,首先将烧结炉以15℃的升温速率加热至700℃,保温1h;然后以10℃的升温速率加热至1050℃,保温2h;修整坯料熔炼过程中,向真空自耗电弧熔炼炉内加入caf2,并进行电磁搅拌20min,caf2的加入量为修整坯料总质量的2%;台阶电极棒的粗糙度为6.3μm,直线度为0.5mm,外圆跳动为0.09mm。
76.实施例4
77.一种台阶电极棒的制备方法,包括以下步骤:
78.s1、预处理;
79.s1-1、按重量百分比称取原料:铜粉50%,余量为铬粉;其中,铜粉的粒径为150~210目,铬粉的粒径为220~320目;然后将铜粉和铬粉置入转速为20r/min的双棍螺旋混料机中混合3h,得到混合料;
80.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为100℃,保温时间50min,真空度为8pa,得到烘干料;
81.s2、二次处理;
82.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力120mpa,保压时间5min;得到压制生坯;
83.s2-2、首先将步骤s2-1所得压制生坯切割成长度为3cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.1mpa,送风量为0.5m3/min,送料速率为0.4g/min;得到粒径为400~550目的二次处理料;
84.s3、压制;
85.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为150mpa,保压时间为7min;得到压制坯料;
86.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.3mm,得到修整坯料;
87.s4、烧结、熔炼;
88.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为700℃,保温时间为2h,真空度1
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流2000a,熔炼电压10v,熔炼完成后随炉冷却至室温,得到台阶电极棒;最后利用熔射技术向台阶电极棒表面喷涂绝缘涂层,绝缘涂层的厚度为150um,绝缘涂层由粒径为10~25um的yag粉末制成;
89.其中,台阶电极棒的粗糙度为6.3μm,直线度为0.5mm,外圆跳动为0.09mm。
90.实施例5
91.一种台阶电极棒的制备方法,包括以下步骤:
92.s1、预处理;
93.s1-1、按重量百分比称取原料:铜粉65%,余量为铬粉;其中,铜粉的粒径为210~280目,铬粉的粒径为260~420目;然后将铜粉和铬粉置入转速为60r/min的双棍螺旋混料机中混合7h,得到混合料;
94.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为160℃,保温时间70min,真空度为9pa,得到烘干料;
95.s2、二次处理;
96.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力145mpa,保压时间7in;得到压制生坯;
97.s2-2、首先将步骤s2-1所得压制生坯切割成长度为4cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.2mpa,送风量为0.7m3/min,送料速率为0.5g/min;得到粒径为500~650目的二次处理料;将二次处理料加热至500℃,然后在he气氛下保温处理3h;
98.s3、压制;
99.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为210mpa,保压时间为9min;得到压制坯料;
100.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.4mm,得到修整坯料;
101.s4、烧结、熔炼;
102.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为880℃,保温时间为3h,真空度2
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流2550a,熔炼电压26v,熔炼完成后随炉冷却至室温,得到台阶电极棒;
103.其中,台阶电极棒的粗糙度为2.9μm,直线度为0.5mm,外圆跳动为0.05mm。
104.实施例6
105.一种台阶电极棒的制备方法,包括以下步骤:
106.s1、预处理;
107.s1-1、按重量百分比称取原料:铜粉75%,余量为铬粉;其中,铜粉的粒径为220~300目,铬粉的粒径为360~450目;然后将铜粉和铬粉置入转速为80r/min的双棍螺旋混料机中混合9h,得到混合料;
108.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为200℃,保温时间90min,真空度为10pa,得到烘干料;
109.s2、二次处理;
110.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力180mpa,保压时间8min;得到压制生坯;
111.s2-2、首先将步骤s2-1所得压制生坯切割成长度为5cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.3mpa,送风量为0.9m3/min,送料速率为0.6g/min;得到粒径为650~750目的二次处理料;
112.s3、压制;
113.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为300mpa,保压时间为10min;得到压制坯料;二次处理料装入台阶状胶套过程中,对台阶状胶套施加频率为20hz、幅度为0.8~mm的高频振动,控制二次处理料的填充速度为20g/min;台阶状胶套冷等静压完成后,首先将冷等静压机泄压至120mpa,保压40s;然后泄压至90mpa,保压30s;最后泄压至常压;
114.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.6mm,得到修整坯料;
115.s4、烧结、熔炼;
116.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为1050℃,保温时间为3h,真空度3
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流3000a,熔炼电压40v,熔炼完成后随炉冷却至室温,得到台阶电极棒;
117.其中,台阶电极棒的粗糙度为5.5μm,直线度为0.5mm,外圆跳动为0.07mm。
118.实施例7
119.一种台阶电极棒的制备方法,包括以下步骤:
120.s1、预处理;
121.s1-1、按重量百分比称取原料:铜粉50%~,余量为铬粉;其中,铜粉的粒径为220~300目,铬粉的粒径为360~450目;然后将铜粉和铬粉置入转速为80r/min的双棍螺旋混料机中混合9h,得到混合料;
122.s1-2、将步骤s1-1所得混合料进行真空烘干处理,控制烘干温度为200℃,保温时间90min,真空度为10pa,得到烘干料;
123.s2、二次处理;
124.s2-1、将步骤s1-2所得烘干料置入冷等静压设备中进行预压处理,控制冷等静压设备的压力1180mpa,保压时间8min;得到压制生坯;
125.s2-2、首先将步骤s2-1所得压制生坯切割成长度为3cm的生坯段,然后将生坯段置入立式流化床粉碎设备中,控制立式流化床粉碎设备压力为0.3mpa,送风量为0.9m3/min,送料速率为0.4g/min;得到粒径为550~750目的二次处理料;将二次处理料加热至800℃,然后在he气氛下保温处理6h;
126.s3、压制;
127.s3-1、将步骤s2-2所得二次处理料装入台阶状胶套内墩粉,然后将墩好粉的台阶状胶套放入冷等静压机进行压制,控制冷等静压机压力为300mpa,保压时间为10min;得到压制坯料;二次处理料装入台阶状胶套过程中,对台阶状胶套施加频率为40hz、幅度为1.2mm的高频振动,控制二次处理料的填充速度为20g/min;台阶状胶套冷等静压完成后,首先将冷等静压机泄压至150mpa,保压70s;然后泄压至120mpa,保压50s;最后泄压至常压;
128.其中,台阶状胶套由以下重量份的原料制成:丁腈橡胶95份,聚氨酯10份,炭黑份80份,硅粉50份,酚醛树脂10份,硫磺0.5份,防老剂5份,促进剂5份;其中,防老剂为对苯二胺,促进剂为cbs;
129.如图1所示,台阶状胶套包括竖直固定连接的第一胶套1和第二胶套2,第一胶套1的直径为150mm、高度为1200mm;第二胶套2的直径为140mm,高度为90mm;
130.s3-2、将步骤s3-1所得压制坯料进行车外圆处理,控制车削余量为1.6mm,得到修整坯料;
131.s4、烧结、熔炼;
132.将步骤s3-2所得修整坯料装入真空烧结炉进行烧结,控制烧结温度为1050℃,保温时间为3h,真空度3
×
10-1
pa;然后将烧结后的修整坯料作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,控制熔炼电流3000a,熔炼电压40v,熔炼完成后随炉冷却至室温,得到台阶电极棒;最后利用熔射技术向台阶电极棒表面喷涂绝缘涂层,绝缘涂层的厚度为300um,绝缘涂层由粒径为25~55um的yag粉末制成;
133.其中,修整坯料烧结处理时,首先将烧结炉以30℃的升温速率加热至950℃,保温1h;然后以20℃的升温速率加热至1050℃,保温2h;修整坯料熔炼过程中,向真空自耗电弧熔炼炉内加入caf2,并进行电磁搅拌50min,caf2的加入量为修整坯料总质量的5%;台阶电极棒的粗糙度为2.9μm,直线度为0.5mm,外圆跳动为0.05mm。
134.试验例
135.分别对本发明实施例1-7所制备的台阶电极棒进行检测,检测结果如表1所示:
136.表1不同制备条件对台阶电极棒性能的影响;
137.实施例剩余电极头质量/kg晶粒度/级直径偏差/mm端面收缩率/%10.8550.83020.795.50.45530.715.50.24840.626.50.096350.536.50.097960.487.50.078870.457.50.0590
138.通过表1数据可知,实施例2与实施例1相比,本发明以丁腈橡胶、聚氨酯、炭黑份、
硅粉、酚醛树脂、硫磺、对苯二胺和cbs,作为制造台阶状胶套的原材料,各材料之间合理配比合理,所得台阶状胶套具有良好的力学性能,回弹快,不易发生变形,而且抗撕裂强度高,耐氧化能力强,寿命长,表面光滑,易脱模,有效提高了台阶电极棒的品质;
139.实施例3与实施例2相比,通过以不同的烧结温度和保温时间对修整坯料进行烧结处理,有利于提高台阶电极棒的质量均匀性和尺寸规整性;修整坯料熔炼过程中,通过向向真空自耗电弧熔炼炉内加入caf2,有利于提高铸锭内部组织的致密性,避免铸锭内部集中缩孔的产生;
140.实施例4与实施例1相比,通过向台阶电极棒表面喷涂由yag粉末制成的绝缘涂层,不仅有利于提高台阶电极棒的使用效果,同时也提高抗侵蚀性能;
141.实施例5与实施例1相比,通过对二次处理料进行加热、保温处理,能够避免二次处理料压制时金属粉末的团聚,从而降低了台阶电极棒的电阻率;
142.实施例6与实施例1相比,以不同的压力进行二次处理料冷等静压处理,有利于提高压制坯料的致密度,提高了台阶电极棒的品质,次处理料装入台阶状胶套过程中,通过对台阶状胶套施加高频振动,使得压制坯料内部成分更加均匀。
143.实施例7与实施例1-6相比,台阶电极棒制备过程中,通过将各有利条件进行了综合与优化,使得台阶电极棒的剩余电极头质量得到了有效降低,提高了原材料利用率,不仅可以节约成本,而且对于节约能源具有积极意义;台阶电极棒的晶粒度、直径偏差和端面收缩率都得到了有效改善,提高了台阶电极棒的使用效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。