1.本实用新型涉及压铸机技术领域,具体而言,涉及一种制备大型一体化压铸件的多压射系统立式压铸机。
背景技术:
2.压铸机就是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,最初用于压铸铅字。随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,诸方面出发,压铸技术已获得极其迅速的发展。
3.目前的大型一体化压铸件制造设备大多为卧式大型压铸机,该种制造设备是单压射系统,通过压射系统向模具中注液浇注液体时,由于模具的面积较大,浇筑液体在模具内的流动距离较长,耗费的时间较多,导致浇筑液体出现固液共存的现象,在模具浇筑的末端出现冷隔或气孔,导致成型后的模具各部位性能差别较大。
4.综上所述,我们提出了一种制备大型一体化压铸件的多压射系统立式压铸机解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提供一种制备大型一体化压铸件的多压射系统立式压铸机,通过多个方向同时注入浇注液体,使得浇注液体能短时间快速充满动模模具和定模模具之间,浇筑液体在模具内的流动距离较短,耗费的时间短,避免了浇筑液体出现固液共存的现象,在模具浇筑的末端出现冷隔或气孔的情况。
6.本实用新型的实施例是这样实现的:
7.本技术实施例提供一种制备大型一体化压铸件的多压射系统立式压铸机,包括压铸机架、浇筑模具和压射组件;
8.上述浇筑模具包括设置于上述压铸机架的定模模具,上述定模模具的上方设置有与其压铸配合的动模模具,上述压铸机架设置有带动上述动模模具纵向升降的升降组件;
9.上述压射组件包括压射系统一、压射系统二、压射系统三和压射系统四,上述压射系统一、压射系统二、压射系统三和压射系统四用于同时向上述定模模具注射浇筑液体,上述压射系统一、压射系统二、压射系统三和压射系统四均匀布置于上述定模模具。
10.在本实用新型的一些实施例中,上述压铸机架包括定模固定板,上述定模固定板的上侧设置有第一支撑柱,上述第一支撑柱的上侧设置有定模机板,上述定模模具设置于上述定模机板的上侧;
11.上述压射系统一、压射系统二、压射系统三和压射系统四均设置于上述定模固定板和上述定模机板之间,上述压射系统一、压射系统二、压射系统三和压射系统四均包括油管,上述油管设置有储能气缸,上述压射系统一、压射系统二、压射系统三和压射系统四共同连接有控制柜。
12.在本实用新型的一些实施例中,上述第一支撑柱的数量为多个。
13.在本实用新型的一些实施例中,上述升降组件包括设置于上述定模机板上侧的第二支撑柱,上述第二支撑柱的上侧设置有动模固定板;
14.上述动模模具设置于上述动模固定板和上述定模机板之间,上述动模固定板的上侧设置有带动上述动模模具升降的伸缩杆。
15.在本实用新型的一些实施例中,上述第二支撑柱的数量为多个,多个上述第二支撑柱呈环形分布,上述定模模具位于多个上述第二支撑柱围成的环形结构内。
16.在本实用新型的一些实施例中,多个上述第二支撑柱共同穿设有动模机板,上述动模机板与第二支撑柱滑动配合,上述动模模具设置于上述动模机板的下侧,上述伸缩杆连接于上述动模机板的上侧。
17.在本实用新型的一些实施例中,上述定模固定板、上述第一支撑柱、上述定模机板、上述第二支撑柱和上述动模固定板为一体成型结构。
18.相对于现有技术,本实用新型的实施例至少具有如下优点或有益效果:
19.(1)本实用在进行工件的压铸成型时,升降组件使动模模具和定模模具分离,采用喷涂器对定模模具和动模模具的内侧进行喷涂,在喷涂完成后,向压射系统一、压射系统二、压射系统三和压射系统四灌入浇注液体;升降组件使动模模具和定模模具对接,压射系统一、压射系统二、压射系统三和压射系统四的浇注液体从定模模具的多个方位同时压射到模具中成型;通过多个方向同时注入浇注液体,使得浇注液体能短时间快速充满动模模具和定模模具之间,浇筑液体在模具内的流动距离较短,耗费的时间短,避免了浇筑液体出现固液共存的现象,在模具浇筑的末端出现冷隔或气孔的情况,使成型后的模具各部位性能更接近。
20.(2)动模机板和第二支撑柱的滑动配合,使动模模具定向滑动,提高了动模模具和定模模具对接的稳定。
附图说明
21.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
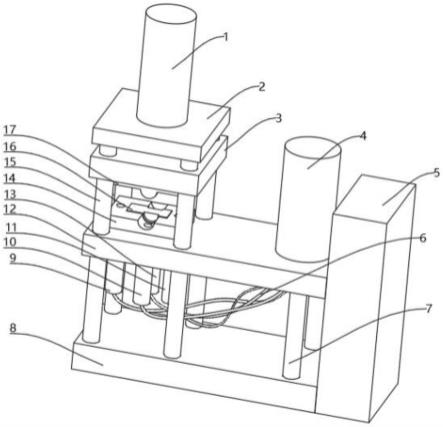
22.图1为本实用新型实施例一种制备大型一体化压铸件的多压射系统立式压铸机的结构示意图。
23.图标:1-伸缩杆,2-动模固定板,3-动模机板,4-储能气缸,5-控制柜,6-油管,7-第一支撑柱,8-定模固定板,9-压射系统一,10-压射系统二,11-压射系统三,12-定模机板,13-压射系统四,14-定模模具,15-第二支撑柱,16-铸件,17-动模模具。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和
示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
25.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
27.在本实用新型实施例的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
28.此外,若出现术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
29.在本实用新型实施例的描述中,“多个”代表至少2个。
30.在本实用新型实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.实施例
32.请参照图1,本实施例提供一种制备大型一体化压铸件16的多压射系统立式压铸机,包括压铸机架、浇筑模具和压射组件;
33.上述浇筑模具包括设置于上述压铸机架的定模模具14,上述定模模具14的上方设置有与其压铸配合的动模模具17,上述压铸机架设置有带动上述动模模具17纵向升降的升降组件;
34.上述压射组件包括压射系统一9、压射系统二10、压射系统三11和压射系统四13,上述压射系统一9、压射系统二10、压射系统三11和压射系统四13用于同时向上述定模模具14注射浇筑液体,上述压射系统一9、压射系统二10、压射系统三11和压射系统四13均匀布置于上述定模模具14。
35.本实用在进行工件的压铸成型时,升降组件使动模模具17和定模模具14分离,采用喷涂器对定模模具14和动模模具17的内侧进行喷涂,在喷涂完成后,向压射系统一9、压射系统二10、压射系统三11和压射系统四13灌入浇注液体;升降组件使动模模具17和定模模具14对接,压射系统一9、压射系统二10、压射系统三11和压射系统四13的浇注液体从定模模具14的多个方位同时压射到模具中成型得到铸件16;通过多个方向同时注入浇注液体,使得浇注液体能短时间快速充满动模模具17和定模模具14之间,浇筑液体在模具内的流动距离较短,耗费的时间短,避免了浇筑液体出现固液共存的现象,在模具浇筑的末端出
现冷隔或气孔的情况,使成型后的模具各部位性能更接近。
36.在本实用新型的一些实施例中,上述压铸机架包括定模固定板8,上述定模固定板8的上侧设置有第一支撑柱7,上述第一支撑柱7的上侧设置有定模机板12,上述定模模具14设置于上述定模机板12的上侧;
37.上述压射系统一9、压射系统二10、压射系统三11和压射系统四13均设置于上述定模固定板8和上述定模机板12之间,上述压射系统一9、压射系统二10、压射系统三11和压射系统四13均包括油管6,上述油管6设置有储能气缸4,上述压射系统一9、压射系统二10、压射系统三11和压射系统四13共同连接有控制柜5。
38.在上述实施例中,储能气缸4和控制柜5设置于定模模具14的右侧,且储能气缸4靠近定模模具14设置,通过控制柜5能调节压射系统一9、压射系统二10、压射系统三11和压射系统四13的工作状态。
39.在本实用新型的一些实施例中,上述第一支撑柱7的数量为多个。
40.在上述实施例中,多个第一支撑柱7的设置能提高定模固定板8和定模机板12连接的稳定性。多个第一支撑柱7均匀分布在定模固定板8的上侧,保证了本实用新型的平衡性。
41.在本实用新型的一些实施例中,上述升降组件包括设置于上述定模机板12上侧的第二支撑柱15,上述第二支撑柱15的上侧设置有动模固定板2;
42.上述动模模具17设置于上述动模固定板2和上述定模机板12之间,上述动模固定板2的上侧设置有带动上述动模模具17升降的伸缩杆1。
43.在上述实施例中,伸缩杆1选用液压伸缩杆1,液压伸缩杆1带动动模模具17的升降具有升降稳定性高的优点。在这里需要说明的是,液压伸缩杆1仅仅是本发明的其中一个实施方式,并不是对伸缩杆1的结构进行限定,在其它实施例中也可以选用其它,只要能实现动模模具17的升降即可。
44.在本实用新型的一些实施例中,上述第二支撑柱15的数量为多个,多个上述第二支撑柱15呈环形分布,上述定模模具14位于多个上述第二支撑柱15围成的环形结构内。
45.在上述实施例中,多个第二伸缩杆1的设计,进一步提高动模模具17滑动的稳定性。
46.在本实用新型的一些实施例中,多个上述第二支撑柱15共同穿设有动模机板3,上述动模机板3与第二支撑柱15滑动配合,上述动模模具17设置于上述动模机板3的下侧,上述伸缩杆1连接于上述动模机板3的上侧。
47.在上述实施例中,动模机板3在第二支撑柱15上定向滑动,使动模模具17稳定滑动。
48.在本实用新型的一些实施例中,上述定模固定板8、上述第一支撑柱7、上述定模机板12、上述第二支撑柱15和上述动模固定板2为一体成型结构。
49.在上述实施例中,一体成型的定模固定板8、上述第一支撑柱7、上述定模机板12、上述第二支撑柱15和上述动模固定板2,使得压铸机架的整体稳定性更好。
50.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。