1.本发明涉及印制线路板技术领域,特别涉及一种电路板电镀硬金方法。
背景技术:
2.手机以特有的轻巧、方便快捷、多功能性成为现代大众生活不可缺少的工具,为普及率最快的电子产品之一。5g技术的发展及推广加速了智能手机时代的来临步伐,促使智能化逐步走向人们日常生活的方方面面。震动模式为手机的基本功能,实现静音状况下来电、信息提示、闹铃、触屏等的震动提醒。手机的震动功能是通过微型震动马达来实现的。手机震动马达包括壳体及置于其中的转轴,转轴上设有轴承及轴承套,在壳体中还设有包括磁钢、线圈、整流子、换向片及碳刷台等马达组件。换向片为整流子的一部分即整流子片,由电路板上铜皮蚀刻后形成一个有6条间隙的圆圈,马达通电后启动电刷运转,电刷接触并在6个换向片间轮转来实现稳定频率、幅度的震动及声响。电刷为合金金属材质,维氏硬度在190
±
30hv。为实现手机的持久耐用,对震动马达的品质提出了更高的要求,其换向片金面的耐磨性最为重要,如果换向片金面硬度达不到电刷硬度,换向片金属层将在短时间内被磨穿,导致马达工作失效停震。
3.在目前电路板制造行业,电镀厚金及硬金通常只能满足磨刷一万次左右的耐磨性,与手机震动马达所需要的耐磨十万次以上要求相差甚远。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种电路板电镀硬金方法,使达到手机马达震动10万次以上的换向片耐磨要求。
5.根据本发明的实施例的一种电路板电镀硬金方法,包括以下步骤:
6.上板,将整流子上传至电镀装置;
7.除油,通过除油剂将所述整流子上的防锈油去除;
8.微蚀,通过过硫酸钠以及浓硫酸对所述整流子进行微蚀刻,使各金属层次得以清楚的界分开;
9.酸洗,通过氨基磺酸对所述整流子表面进行酸洗;
10.电镍,在所述整流子的表面电镀一层镍及镍合金,其电流密度控制范围为16-20安培/平方英尺;
11.金活化,通过浓硫酸对所述整流子的表面进行金活化处理;
12.镀厚金,在镀完镍层的所述整流子表面进行镀金处理,其电流密度控制范围为6-10安培/平方英尺,所述镀金量设置为1-2.5g/l;
13.下板。
14.根据本发明的实施例的一种电路板电镀硬金方法,至少具有如下有益效果:通过控制电镀镍层时的电流密度范围以及镀厚金时的电流密度范围,以及镀金量的控制,来提高换向片金面的耐磨性,使其可以达到手机马达震动10万次以上的换向片耐磨要求。
15.根据本发明的一些实施例,所述“上板”步骤中,所述整流子包括6个独立的换向片,6个所述换向片组装后中心形成有圆环,所述换向片位于圆环的一侧设置有金属片,相邻两个所述金属片之间的间隙为0.15mm。
16.根据本发明的一些实施例,6个所述金属片沿所述圆环呈圆周阵列排布。
17.根据本发明的一些实施例,每个所述换向片均设置有导线,所述换向片通过所述导线与电金引线电连接。
18.根据本发明的一些实施例,每两个相邻的步骤之间均设置有纯水洗步骤,以去除所述整流子上残余的化学药水。
19.根据本发明的一些实施例,所述“上板”步骤前还包括以下步骤:
20.清洗步骤,对镍缸进行大电流拖缸2小时。
21.根据本发明的一些实施例,所述“电镍”步骤中,镍层的厚度≥3μm。
22.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
23.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
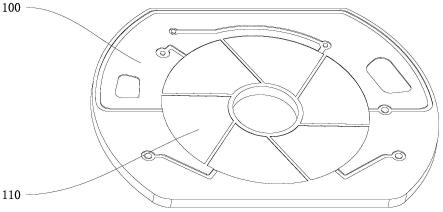
24.图1为本发明实施例的整流子的结构示意图;
25.图2为图1所示的整流子的俯视图。
26.整流子100、金属片110。
具体实施方式
27.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
28.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
30.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
31.参照图1和图2,根据本发明的实施例的一种电路板电镀硬金方法,包括以下步骤:
32.上板,将整流子上传至电镀装置;
33.除油,通过除油剂将整流子100上的防锈油去除,避免防锈油对后续工艺产生影
响;
34.微蚀,通过过硫酸钠以及浓硫酸对整流子100进行微蚀刻,使各金属层次得以清楚的界分开;
35.酸洗,通过氨基磺酸对整流子100表面进行酸洗;
36.电镍,在整流子100的表面电镀一层镍及镍合金,其电流密度控制范围为16-20安培/平方英尺,同时控制其沉积速率,在该段参数内进行生产制作,使得镀镍效果最佳;
37.金活化,通过浓硫酸对整流子100的表面进行金活化处理;
38.镀厚金,在镀完镍层的整流子100表面进行镀金处理,其电流密度控制范围为6-10安培/平方英尺,镀金量设置为1-2.5g/l,同时控制其沉积速率,在该段参数内进行生产制作,使得镀金效果最佳;
39.下板。
40.需要说明的是,在上述除油步骤中,还包括使用浓硫酸,除油剂和浓硫酸的用量控制在40-60ml/l,微蚀步骤中,其微蚀量控制在0.5-1.2μm,电镍步骤中,除控制镍金属和氯化镍的用量参数外,还需控制硼酸用量和ph值,镀厚金步骤中,还需要控制钴的用量、ph值、比重以及光剂用量,除油步骤和微蚀步骤均需控制在25℃-32℃之间,酸洗以及金活化步骤在室温下进行,电镍步骤控制在50-60℃,镀厚金步骤控制在33-37℃。
41.根据本发明的实施例的一种电路板电镀硬金方法,至少具有如下有益效果:通过控制电镀镍层时的电流密度范围以及镀厚金时的电流密度范围,以及镀金量的控制,来提高换向片金面的耐磨性,使其可以达到手机马达震动10万次以上的换向片耐磨要求。
42.根据本发明的一些实施例,参照图1和图2,“上板”步骤中,整流子包括6个独立的换向片,6个换向片组装后中心形成有圆环,换向片位于圆环的一侧设置有金属片110,相邻两个金属片110之间的间隙为0.15mm。
43.根据本发明的一些实施例,参照图1和图2,6个金属片110沿圆环呈圆周阵列排布。
44.根据本发明的一些实施例,每个换向片均设置有导线,换向片通过导线与电金引线电连接,使得在电镍和镀厚金时每个换向片得到相同的电流,从而保证各换向片金面硬度达成一致性。
45.根据本发明的一些实施例,每两个相邻的步骤之间均设置有纯水洗步骤,以去除所述整流子上残余的化学药水。
46.根据本发明的一些实施例,“上板”步骤前还包括以下步骤:
47.清洗步骤,对镍缸进行大电流拖缸2小时,从而可以保证电镍的镍缸活性。
48.根据本发明的一些实施例,“电镍”步骤中,镍层的厚度≥3μm,镍层为金层下的载体,镍的硬度远远大于金,通过将镍层的厚度控制在3μm以上,来保证换向片的耐磨性。
49.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。