技术特征:
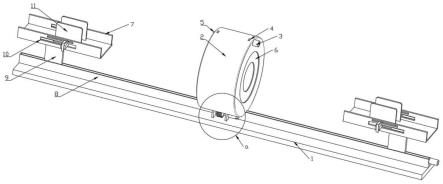
1.一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:包括底固定条(1),所述底固定条(1)的顶部沿所述底固定条(1)横向上设有水平调节滑轨组件,该水平调节滑轨组件的外侧套设啮合有y型滑动架组件,该y型滑动架组件的两侧开设有侧条型槽口(10),所述侧条型槽口(10)的内壁安装有压力检测缓冲筒组件,所述压力检测缓冲筒组件的输出端安装有可在所述侧条型槽口(10)的内侧滑动的夹持板组件,所述底固定条(1)的顶中部处安装有l型支撑架(20),所述l型支撑架(20)的内侧设有可在所述l型支撑架(20)上旋转的外齿轮环组件,所述l型支撑架(20)的侧中部处安装有可驱动所述外齿轮环组件旋转的齿轮驱动组件,所述外齿轮环组件的内侧安装有电动伸缩焊接头(23),所述l型支撑架(20)的外侧套设有防护罩(2),所述防护罩(2)的内壁两侧处设有旋转齿环组件,所述防护罩(2)的顶部设有可驱动该旋转齿环组件的齿轮调节组件,所述防护罩(2)的内壁设有可被所述旋转齿环组件调节的调节螺杆组件,该调节螺杆组件的外侧啮合有可收纳挡环组件。2.根据权利要求1所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:水平调节滑轨组件包括水平滑槽(8)、水平调节电机(12)和水平调节螺杆,所述底固定条(1)的顶部沿底固定条(1)横向上安装有水平滑槽(8),所述水平滑槽(8)的内侧沿所述水平滑槽(8)横向上设有水平调节螺杆,所述水平滑槽(8)的外端部处安装有水平调节电机(12),所述水平调节电机(12)的输出端贯穿水平滑槽(8)安装水平调节螺杆,所述水平调节螺杆的外侧啮合有y型滑动架组件。3.根据权利要求2所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:y型滑动架组件包括u型座(7)和支撑滑块(9),所述水平调节螺杆的外侧啮合有支撑滑块(9),所述支撑滑块(9)的顶部安装有u型座(7),所述u型座(7)的两侧开设有侧条型槽口(10)。4.根据权利要求3所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:压力检测缓冲筒组件包括第一外套筒(17)、第一内滑动杆(18)、(32)和压力传感器,所述侧条型槽口(10)的内壁端部处安装有第一外套筒(17),所述第一外套筒(17)的内壁安装有压力传感器,且压力传感器的外侧安装有(32),所述(32)的外端部处安装有第一内滑动杆(18),所述第一内滑动杆(18)的外端部处安装有夹持板组件。5.根据权利要求4所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:外齿轮环组件包括外齿牙环(22)和侧环形槽(24),所述外齿牙环(22)的两侧开设有侧环形槽(24),所述l型支撑架(20)插入至所述侧环形槽(24)的内侧,所述外齿牙环(22)的内壁安装有电动伸缩焊接头(23)。6.根据权利要求5所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:齿轮驱动组件包括旋转电机(21)和调节齿轮(19),所述l型支撑架(20)的一侧中部处安装有旋转电机(21),所述旋转电机(21)的输出端贯穿所述l型支撑架(20)安装有调节齿轮(19),且所述调节齿轮(19)的外侧与所述外齿牙环(22)相互啮合。7.根据权利要求6所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:旋转齿环组件包括旋转环(27)、外齿牙(25)和侧齿牙(26),所述防护罩(2)的内侧设有可在所述防护罩(2)内侧旋转的旋转环(27),所述旋转环(27)的外环部等间距设有外齿牙(25),所述旋转环(27)的一侧等角度设有侧齿牙(26),且所述外齿牙(25)与所
述齿轮调节组件相互啮合。8.根据权利要求7所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:齿轮调节组件包括调节齿轮(4)、驱动电机(3)和转杆(5),所述防护罩(2)的一侧顶部处安装有驱动电机(3),且所述驱动电机(3)的输出端贯穿防护罩(2)安装有转杆(5),所述转杆(5)的外侧两端安装有调节齿轮(4),所述调节齿轮(4)与所述外齿牙(25)相互啮合;调节螺杆组件包括联动齿轮(29)、螺杆支撑架(31)和调节螺杆(30),所述防护罩(2)的内壁安装有螺杆支撑架(31),且所述螺杆支撑架(31)贯穿设有调节螺杆(30),所述调节螺杆(30)与螺杆支撑架(31)之间通过轴承连接,所述调节螺杆(30)的一端安装有联动齿轮(29),所述联动齿轮(29)与旋转环(27)相互啮合,所述调节螺杆(30)的外侧啮合有可收纳挡环组件;可收纳挡环组件包括橡胶连接层(28)和调节板(6),所述调节螺杆(30)的外侧啮合有调节板(6),所述调节板(6)的外侧之间相互连接有橡胶连接层(28)。9.根据权利要求8所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:夹持板组件包括内调节滑块(14)、l型限位杆(13)、侧上限位槽口(16)、电动伸缩夹持杆(15)和夹持板(11),所述第一内滑动杆(18)的端部处安装有内调节滑块(14),所述内调节滑块(14)的内侧安装有电动伸缩夹持杆(15),所述电动伸缩夹持杆(15)的输出端安装有夹持板(11),所述内调节滑块(14)的背部安装有l型限位杆(13),所述u型座(7)的两侧且位于所述侧条型槽口(10)上方处开设有侧上限位槽口(16),所述l型限位杆(13)的另一端插入至所述侧上限位槽口(16)的内侧。10.根据权利要求9所述的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,其特征在于:该高频直缝焊管机还包括如下使用方法:步骤一:将需要进行焊接的管件放置在两组夹持板(11)之间,然后启动电动伸缩夹持杆(15)调节夹持板(11)移动进行夹持;步骤二:启动水平调节电机(12)调节水平调节螺杆带动支撑滑块(9)相向移动使其管体贯穿防护罩(2)进行对接;步骤三:通过不断运动的支撑滑块(9)进而使其内调节滑块(14)滑动压缩第一内滑动杆(18),通过第一内滑动杆(18)压缩(32)压动第一外套筒(17)内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机(21);步骤四:通过旋转电机(21)调节调节齿轮(19)旋转,通过调节齿轮(19)调节外齿牙环(22)运动并启动电动伸缩焊接头(23)靠近焊接部分进行旋转焊接;步骤五:在进行焊接的时候同步启动驱动电机(3)调节转杆(5)带动调节齿轮(4)旋转;步骤六:通过调节齿轮(4)与外齿牙(25)相互啮合带动旋转环(27)旋转,通过旋转环(27)调节联动齿轮(29)旋转;步骤七:通过联动齿轮(29)调节调节螺杆(30)旋转,通过调节螺杆(30)调节调节板(6)向内移动与管体外壁接触将防护罩(2)内密封;步骤八:将防护罩(2)的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
技术总结
本发明公开了一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,属于自动化高频直缝焊管机技术领域,将需要进行焊接的管件放置在两组夹持板之间,然后启动电动伸缩夹持杆调节夹持板移动进行夹持,启动水平调节电机调节水平调节螺杆带动支撑滑块相向移动使其管体贯穿防护罩进行对接,通过不断运动的支撑滑块进而使其内调节滑块滑动压缩第一内滑动杆,通过第一内滑动杆压缩压动第一外套筒内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机,通过旋转电机调节调节齿轮旋转,通过调节齿轮调节外齿牙环运动并启动电动伸缩焊接头靠近焊接部分进行旋转焊接,在进行焊接的时候同步启动驱动电机调节转杆带动调节齿轮旋转。调节齿轮旋转。调节齿轮旋转。
技术研发人员:成国祥 方正林 郭永刚
受保护的技术使用者:扬州市三祥机械制造有限公司
技术研发日:2022.10.17
技术公布日:2022/12/12
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。