1.本实用新型属于汽车生产线用工装工具技术领域,具体地是涉及一种汽车部件生产线工装夹具。
背景技术:
2.在汽车车灯部件的生产组装过程中,需要对灯壳进行定位,然后向灯壳内安装相应的反光镜、配光镜、灯泡、散热器等部件,以完成车灯部件的生产组装。现有技术中,车灯部件的生产组装基本是由人工手动固定灯壳以完成灯壳内部件的安装,没有专门的车灯部件生产组装用辅助定位操作台,工作人员纯手工固定灯壳操作可能存在着如下问题:操作不方便、部件安放位置错误、部件安放方向不正确;而且主要会导致车灯部件的生产组装效率低下,影响生产进度。因此,目前亟需研制出一种能够解决上述问题的且能够很好地辅助工作人员生产组装车灯部件的工装夹具。
技术实现要素:
3.本实用新型就是针对上述问题,弥补现有技术的不足,提供一种汽车部件生产线工装夹具。
4.为实现上述目的,本实用新型采用如下技术方案。
5.本实用新型为一种汽车部件生产线工装夹具,包括第一定位装置、第二定位装置、第一定位柱、第二定位柱以及操作台,所述第一定位装置、第二定位装置、第一定位柱、第二定位柱均固定设置于操作台上;所述第一定位装置、第二定位装置平行相对放置,所述第一定位柱、第二定位柱设置于第一定位装置、第二定位装置之间,所述第一定位柱固定设置于靠近第一定位装置处,所述第二定位柱设置于靠近第二定位装置处;由所述第一定位装置、第二定位装置、第一定位柱、第二定位柱组成用于固定灯壳的定位夹具。
6.作为本实用新型的一种优选方案,所述第一定位装置包括第一主定位块、第一配合定位块、第二配合定位块,第一主定位块固定于操作台上,第一配合定位块、第二配合定位块固定于第一主定位块上,第一配合定位块、第二配合定位块平行设置于第一主定位块两端,第一配合定位块、第二配合定位块上表面均设置有斜面,第一配合定位块上表面的斜面与第二配合定位块上表面的斜面相对。
7.作为本实用新型的另一种优选方案,所述第二定位装置包括第二主定位块、第三配合定位块、第四配合定位块,第二主定位块固定于操作台上,第三配合定位块、第四配合定位块固定于第二主定位块上,第三配合定位块、第四配合定位块平行设置于第二主定位块两端,第三配合定位块、第四配合定位块上表面设置有相同的斜面,第三配合定位块、第四配合定位块上的两个斜面均朝向于第一定位装置。
8.作为本实用新型的另一种优选方案,所述第一定位柱包括第一配合定位柱体、第一柱座,第一配合定位柱体连接于第一柱座上方;所述第二定位柱包括第二配合定位柱体、第二柱座,第二配合定位柱体连接于第二柱座上方;第一柱座的直径大于第二柱座的直径。
9.作为本实用新型的另一种优选方案,所述操作台包括支撑台架、遮挡架,遮挡架连接支撑台架上方,第一定位装置、第二定位装置、第一定位柱、第二定位柱均固定设置于支撑台架上。
10.进一步地,所述支撑台架底部四角处均设置有万向轮。
11.本实用新型有益效果:
12.通过所述第一定位装置、第二定位装置、第一定位柱、第二定位柱以及操作台构成了本实用新型的汽车部件生产线工装夹具,解决了现有技术中车灯部件生产组装的操作不方便、部件安反的问题;而且能够很好地辅助工作人员生产组装车灯部件,提高了车灯部件的生产组装效率。
附图说明
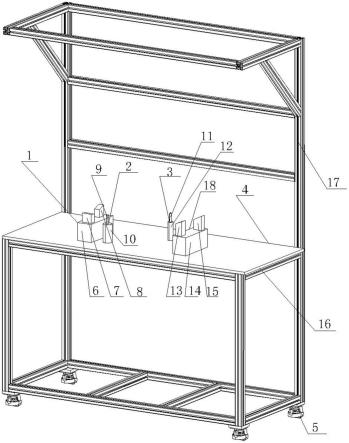
13.图1是本实用新型一种汽车部件生产线工装夹具的立体结构示意图。
14.图中标记:1为第一定位装置、2为第一定位柱、3为第二定位柱、4为操作台、5为万向轮、6为第一主定位块、7为第一配合定位块、8为第二配合定位块、9为第一配合定位柱体、10为第一柱座、11为第二配合定位柱体、12为第二柱座、13为第三配合定位块、14为第二主定位块、15为第四配合定位块、16为支撑台架、17为遮挡架、18为第二定位装置。
具体实施方式
15.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
16.结合图1所示,本实用新型为一种汽车部件生产线工装夹具,包括第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3以及操作台4,所述第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3均固定设置于操作台4上;所述第一定位装置1、第二定位装置18平行相对放置,所述第一定位柱2、第二定位柱3设置于第一定位装置1、第二定位装置18之间,所述第一定位柱2固定设置于靠近第一定位装置1处,所述第二定位柱3设置于靠近第二定位装置18处;由所述第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3组成用于固定灯壳的定位夹具。
17.所述第一定位装置1包括第一主定位块6、第一配合定位块7、第二配合定位块8,第一主定位块6固定于操作台4上,第一配合定位块7、第二配合定位块8固定于第一主定位块6上,第一配合定位块7、第二配合定位块8平行设置于第一主定位块6两端,第一配合定位块7、第二配合定位块8上表面均设置有斜面,第一配合定位块7上表面的斜面与第二配合定位块8上表面的斜面相对。
18.所述第二定位装置18包括第二主定位块14、第三配合定位块13、第四配合定位块15,第二主定位块14固定于操作台4上,第三配合定位块13、第四配合定位块15固定于第二主定位块14上,第三配合定位块13、第四配合定位块15平行设置于第二主定位块14两端,第三配合定位块13、第四配合定位块15上表面设置有相同的斜面,第三配合定位块13、第四配合定位块15上的两个斜面均朝向于第一定位装置1。
19.所述第一配合定位块7上表面与第二配合定位块8上表面所设置的斜面以及所述
第三配合定位块13上表面与第四配合定位块15上表面所设置的斜面,均与灯壳相配合。
20.所述第一定位柱2包括第一配合定位柱体9、第一柱座10,第一配合定位柱体9连接于第一柱座10中心处上方,第一配合定位柱体9直径小于第一柱座10直径;所述第二定位柱3包括第二配合定位柱体11、第二柱座12,第二配合定位柱体11连接于第二柱座12中心处上方,第二配合定位柱体11直径小于第二柱座12直径;所述第一柱座10的直径大于第二柱座12的直径。
21.所述操作台4包括支撑台架16、遮挡架17,遮挡架17连接支撑台架16上方,第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3均固定设置于支撑台架16上;所述第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3整体位于支撑台架16的中间位置处。
22.所述支撑台架16底部四角处均设置有万向轮5,万向轮5的设置,方便推移整个汽车部件生产线工装夹具。
23.在使用本实用新型的汽车部件生产线工装夹具时,工作人员直接将灯壳放置于操作台4上的第一定位装置1、第二定位装置18、第一定位柱2、第二定位柱3上,通过第一定位装置1上的第一配合定位块7、第二配合定位块8来配合固定住灯壳一端,通过第二定位装置18上的第三配合定位块13、第四配合定位块15来配合固定住灯壳另一端,通过第一定位柱2、第二定位柱3来配合固定住灯壳主体部分,这样能够使灯壳的位置及方向均得到准确固定,在安装灯壳内的部件时,就可以避免灯壳内部件安反的问题。
24.本实用新型解决了现有技术中车灯部件生产组装的操作不方便、部件安反的问题;而且能够很好地辅助工作人员生产组装车灯部件,提高了车灯部件的生产组装效率。
25.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。