1.本实用新型涉及一种板材胀塞的自动装配装置。
背景技术:
2.板式家居产品在安装时,一般采用复合件连接,如三合一、二合一、拉手安装连接、铰链孔安装连接等,这些连接都包含胀塞,大部分的胀塞必须提前预埋在板件上。目前的工艺流程是:在板件分拣前经过人工放胀塞,再用锤子敲打胀塞,将胀塞敲进板件。由于胀塞数量众多,每个生产车间都安排大量人员负责敲胀塞,即使是这样,人工敲胀塞还存在效率低下、漏敲、将产品敲坏等缺陷,造成生产线拥堵和成本浪费。或者,由人工手持气动胀塞枪对板材进行胀塞压装,自动化程度也非常低。
3.随着社会的不断发展,人们对自动化行业的自动化程度追求不断提升,木工行业的竞争愈发激烈,对工艺及自动化的要求也越来越高。为了提高生产线的自动化水平,降低人工成本,在满足生产节拍及工艺要求的条件下,胀塞自动嵌入板材显得尤为重要。
技术实现要素:
4.本实用新型提供了一种板材胀塞的自动装配装置,其克服了背景技术所存在的不足。本实用新型解决其技术问题所采用的技术方案是:
5.一种板材胀塞的自动装配装置,它包括机台、用于输送板材的输送机构、用于识别板材孔位的视觉摄像头、用于将板材进行夹紧定位的夹紧机构、用于存储胀塞的振动盘、用于将胀塞压入板材孔位的增压气缸和用于带动增压气缸移动的位移机构,所述输送机构贯穿机台,所述视觉摄像头安装在机台上且位于输送机构的上游,所述夹紧机构安装在机台上且位于输送机构的侧边,所述振动盘安装在机台上,所述增压气缸安装在位移机构上且其设有胀塞增压通道,该胀塞增压通道与振动盘之间设置有输送管。
6.一较佳实施例之中:所述机台上设置有横跨在输送机构上方的固定架,所述位移机构包括活动架和横向移动气缸,所述横向移动气缸安装在机台或固定架上,所述活动架横向滑动装接在固定架上且其与横向移动气缸相传动连接,所述增压气缸可随着活动架横向移动。
7.一较佳实施例之中:所述位移机构还包括升降气缸和升降架,所述升降气缸安装在活动架上,所述升降架与升降气缸相传动连接且可相对固定架上下移动,所述增压气缸安装在升降架上且可随着升降架同步移动。
8.一较佳实施例之中:所述固定架侧面设有横向滑轨,所述活动架设有横向滑槽,所述横向滑轨与横向滑槽相滑动配合。
9.一较佳实施例之中:所述机台上还设置有安装支架,所述安装支架上滑动设置有角度调节机构,所述视觉摄像头安装在角度调节机构上。
10.一较佳实施例之中:所述角度调节机构包括角度调节电机、滑动板和转动板,所述滑动板与安装支架滑动连接,所述角度调节电机安装在安装支架上,所述转动板与滑动板
转动连接且与角度调节电机相传动连接,所述视觉摄像头安装在转动板上。
11.一较佳实施例之中:所述夹紧机构包括固定夹板、活动夹板和夹紧气缸,所述夹紧气缸安装在机台下方,所述固定夹板固接在输送机构的其中一侧,所述活动夹板横向活动安装在机台上且位于输送机构的另一侧,该活动夹板与夹紧气缸传动连接。
12.一较佳实施例之中:所述机台的端部设有横向延伸且上下贯穿的活动槽,所述活动夹板包括横向部和纵向部,所述纵向部伸入活动槽后与夹紧气缸相连接。
13.一较佳实施例之中:所述输送机构采用皮带或滚轮进行传动。
14.一较佳实施例之中:所述输送管采用透明材质。
15.本技术方案与背景技术相比,它具有如下优点:
16.1.输送机构将板材输送至机台上时,先通过视觉摄像头对板材进行扫描以识别孔位及孔径大小,接着,通过夹紧机构将板材进行夹紧定位,再通过位移机构将增压气缸移动至合适位置,接着增压气缸动作,以将输送管中的胀塞压入板材的孔位中,胀塞压入完毕后,夹紧机构松开板材,输送机构再将板材移送至下一个工位。整个装配过程全自动化,极大提高了装配效率,降低了人工成本。
17.2.增压气缸可随着活动架横向移动,增压气缸安装在升降架上且可随着升降架同步移动,也即,增压气缸可在x轴和y轴方向自由移动,确保能将胀塞准确对准孔位。
18.3.视觉摄像头安装在角度调节机构上,可随时调节视觉摄像头的拍摄角度,以适应不同尺寸的板材。
19.4.输送管采用透明材质,可以更加直观的看见胀塞的输送情况,工人可及时做出反应。
附图说明
20.下面结合附图和实施例对本实用新型作进一步说明。
21.图1绘示了一较佳实施例的一种板材胀塞的自动装配装置的整体示意图之一。
22.图2绘示了一较佳实施例的一种板材胀塞的自动装配装置的正视示意图。
23.图3绘示了一较佳实施例的一种板材胀塞的自动装配装置的侧视示意图。
24.图4绘示了一较佳实施例的一种板材胀塞的自动装配装置的整体示意图之二。
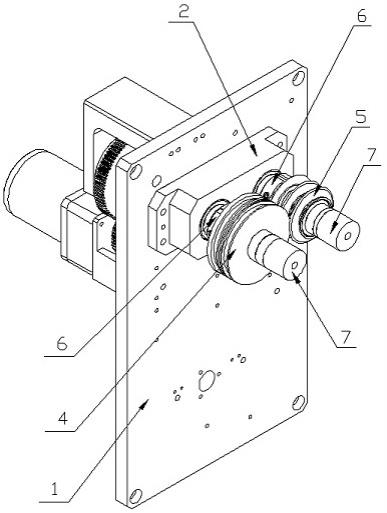
25.图5绘示了一较佳实施例的位移机构与增压气缸的装配示意图。
26.图6绘示了一较佳实施例的角度调节机构与视觉摄像头的装配示意图。
具体实施方式
27.本实用新型的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“第一”、“第二”或“第三”等,都是为了区别不同对象,而不是用于描述特定顺序。
28.本实用新型的权利要求书、说明书及上述附图中,除非另有明确限定,对于方位词,如使用术语“中心”、“横向”、“纵向”、“水平”、“垂直”、“顶”、“底”、“内”、“外”、“上”、“下”、“前”、“后”、“左”、“右”、“顺时针”、“逆时针”等指示方位或位置关系乃基于附图所示的方位和位置关系,且仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位或以特定的方位构造和操作,所以也不能理解为限制本实用新型的具体保护范围。
29.本实用新型的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“固接”、“固定连接”,应作广义理解,即两者之间没有位移关系和相对转动关系的任何连接方式,也就是说包括不可拆卸的固定连接、可拆卸的固定连接、连为一体以及通过其他装置或元件固定连接。
30.本实用新型的权利要求书、说明书及上述附图中,如使用术语“包括”、“具有”、以及它们的变形,意图在于“包含但不限于”。
31.请查阅图1至图6,一种板材胀塞的自动装配装置的一较佳实施例,所述的一种板材胀塞的自动装配装置,它包括机台100、用于输送板材10的输送机构、用于识别板材10孔位的视觉摄像头200、用于将板材10进行夹紧定位的夹紧机构、用于存储胀塞的振动盘300、用于将胀塞压入板材10孔位的增压气缸400和用于带动增压气缸400移动的位移机构。
32.所述输送机构贯穿机台100。
33.本实施例中,如图1所示,所述输送机构采用皮带110进行传动。根据需要,该输送机构也可采用滚轮进行板材的输送,不以此为限。
34.所述视觉摄像头200安装在机台100上且位于输送机构的上游。
35.本实施例中,所述机台100上还设置有安装支架120,所述安装支架120上滑动设置有角度调节机构,所述视觉摄像头200安装在角度调节机构上。
36.具体的,如图3和图6所示,所述角度调节机构包括角度调节电机、滑动板510和转动板520,所述滑动板510与安装支架120滑动连接,所述角度调节电机(图中未示出)安装在安装支架120上,所述转动板520与滑动板510转动连接且与角度调节电机相传动连接,所述视觉摄像头200安装在转动板520上。当需要调节视觉摄像头200的拍摄角度时,可通过角度调节电机动作,带动转动板520转动,进而带动视觉摄像头200转动以进行拍摄角度的调节。
37.所述夹紧机构安装在机台100上且位于输送机构的侧边。
38.本实施例中,如图1所示,所述夹紧机构包括固定夹板610、活动夹板620和夹紧气缸,所述夹紧气缸(图中未示出)安装在机台100下方,所述固定夹板610固接在输送机构的其中一侧,所述活动夹板620横向活动安装在机台100上且位于输送机构的另一侧,该活动夹板620与夹紧气缸传动连接。
39.具体的,所述机台100的端部设有横向延伸且上下贯穿的活动槽130,所述活动夹板620包括横向部621和纵向部622,所述纵向部622伸入活动槽130后与夹紧气缸相连接。由此,该活动夹板620可沿着活动槽130横向移动,同时活动槽130还可对活动夹板620的移动行程进行限位。
40.所述振动盘300安装在机台100上,所述增压气缸400安装在位移机构上且其设有胀塞增压通道410,该胀塞增压通道410与振动盘300之间设置有输送管310。
41.本实施例中,所述输送管310采用透明材质。输送管310采用透明材质,可以更加直观的看见胀塞的输送情况,工人可及时做出反应。
42.本实施例中,所述机台100上设置有横跨在输送机构上方的固定架140,所述位移机构包括活动架710和横向移动气缸(图中未示出),所述横向移动气缸安装在机台100或固定架140上,所述活动架710横向滑动装接在固定架140上且其与横向移动气缸相传动连接,所述增压气缸400可随着活动架710横向移动。根据需要,位移机构和增压气缸400可以设置多个且沿着板材10移动方向间隔布置,装配效率更高。
43.本实施例中,如图5所示,所述固定架140侧面设有横向滑轨141,所述活动架710设有横向滑槽711,所述横向滑轨141与横向滑槽711相滑动配合,以使活动架710能横向滑动。
44.本实施例中,所述位移机构还包括升降气缸720和升降架730,所述升降气缸720安装在活动架710上,所述升降架730与升降气缸720相传动连接且可相对固定架140上下移动,所述增压气缸400安装在升降架730上且可随着升降架730同步移动。
45.该自动装配装置的胀塞装配过程如下:
46.先将胀塞放入振动盘300内,根据板材10尺寸调整好视觉摄像头200的拍摄角度;
47.接着,将板材10放置在输送机构上,板材10在输送机构的带动下向下游移动;
48.当板材10移动至合适位置时,输送机构停止移动,夹紧气缸带动活动夹板620横向移动,以使板材10被夹紧在活动夹板620和固定夹板610之间;
49.接着,通过横向移动气缸和升降气缸720带动增压气缸400移动至合适位置,启动增压气缸400,以使胀塞从输送管310处压入板材10的孔位内;
50.胀塞压入完成后,夹紧气缸反向移动,以使活动夹板620反向移动,板材10被松开,输送机构将板材10继续向后移动至下一个工位。
51.整个装配过程全自动化,极大提高了装配效率,降低了人工成本。
52.以上所述,仅为本实用新型较佳实施例而已,故不能依此限定本实用新型实施的范围,即依本实用新型专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型涵盖的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。