1.本发明主要涉及多功能加工平台领域,具体是一种铝合金型材孔位综合加工装置。
背景技术:
2.装配式建筑采用模块化的设计,有着拆卸方便,施工时间短的优势,目前被广泛应用于各类建筑主体上。装配式墙体的分隔龙骨架采用的是重量轻、强度高的铝合金型材。对于铝合金型材的加工,主要就是根据需要将铝合金型材锯切为规则的尺寸,并在铝合金型材上进行钻孔、扩孔、攻丝等操作,完善铝合金型材上的安装孔以及过线孔等。目前对于铝合金型材的加工,多采用直列式的加工线完成,即多规格的钻机、扩孔机、攻丝机、磨光机等在直线上排布,随着型材的竖直输送,型材经过各加工区域时被定位、加工。如专利号为( cn216138472u)的中国专利:一种型材连续钻孔攻丝设备,即采用的是钻机与攻丝机沿型材轴线布置的方式,随着型材的递进输送,对型材进行钻孔攻丝的加工。该种设备适用于长度尺寸较大的型材加工,且也在一定程度上实现了自动化的生产,减少了人力的参与。但是该类直列式的加工线存在着以下问题:钻机与攻丝设备每次只能完成一部分的加工,加工效率较低。而一旦增加钻机与攻丝机等设备来提高效率,则会拉长生产线的长度,使设备占地面积增大,提高生产成本。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种铝合金型材孔位综合加工装置,它适用于装配式建筑中应用的长度较短的型材加工,钻孔、攻丝、扩孔以及抛光等工序能够分别完成,提高了加工效率;同时本装置采用横向输送的加工定位方式,极大的缩短了生产线的长度,降低了生产成本。
4.本发明为实现上述目的,通过以下技术方案实现:一种铝合金型材孔位综合加工装置,包括前置输送机、送料机构、加工平台、后置输送机以及控制器,所述送料机构设置在前置输送机末端,所述送料机构包括送料架,所述送料架顶部为承载台,所述承载台顶面开设两条平行的第一长槽,所述送料架底部设置一对输送链,所述输送链两端具有主动链轮与从动链轮,两个所述主动链轮同轴设置主动轴,所述送料架上安装用于驱动主动轴的伺服驱动装置,所述输送链外侧均匀设置若干推板,所述推板穿过第一长槽暴露在承载台顶面上,两个所述输送链上的推板对称设置;所述加工平台包括基准台面以及顶吊安装的若干列悬架,所述悬架上水平设置悬架滑轨以及悬架丝杠,所述悬架一侧设置用于驱动悬架丝杠的悬架伺服电机,所述悬架滑轨上滑动设置若干钻机座,所述钻机座上连接与悬架丝杠配合的间歇丝杠螺母,所述钻机座上滑动设置钻机、攻丝机、扩孔机或者抛光机中的一种,所述钻机座顶部设置用于驱动钻机、攻丝机扩孔机或者抛光机垂直往复直线运动的推动油缸;所述加工平台顶面开设若干对第二长槽,所述加工平台底部设置若干组与第二长槽相对应的直线驱动组,所述直线驱动组包括一对由
直线座、直线丝杠以及直线导轨组成的丝杠传动装置,所述直线导轨上滑动设置驱动座,所述驱动座上设置升降夹具,所述升降夹具与第二长槽相适应,一对所述直线丝杠共用同一直线伺服电机;所述加工平台上远离送料机构一侧设置推料装置,所述后置输送机即设置在推料装置相对一侧;所述伺服驱动装置、悬架伺服电机、间歇丝杠螺母、钻机、攻丝机、扩孔机、抛光机、直线伺服电机、推料装置均与控制器信号连接。
5.所述间歇丝杠螺母包括限位壳、螺母内壳以及电磁锁紧器,所述螺母内壳在限位壳内转动连接,所述电磁锁紧器设置在限位壳一侧,所述电磁锁紧器上具有制动销,当所述电磁锁紧器通电后,所述制动销与螺母内壳相抵触。
6.所述基准台面前端底部设置定位气缸以及竖直的定位滑轨,所述定位气缸的气缸杆前端设置一组定位销,所述定位销与定位滑轨滑动连接,所述定位销可穿过基准台面暴露在基准台面上方。
7.所述基准台面一端设置端面气缸,所述端面气缸的气缸杆前端设置端面定位板,所述端面定位板与型材端面相适应。
8.所述升降夹具可穿过第二长槽后暴露在加工平台上方。
9.所述升降夹具包括气缸驱动的两爪夹具以及滑台气缸,所述滑台气缸设置在驱动座与两爪夹具之间。
10.所述加工平台上设置与悬架相对应的定位传感器,所述定位传感器与控制器电连接。
11.多组所述直线驱动组由所述加工平台中心向两侧扩散排列。
12.对比现有技术,本发明的有益效果是:本发明将装配式建筑龙骨型材的加工孔钻孔、攻丝、抛光以及过线孔的钻孔、扩孔加工集合为一体,将现行的竖向位移加工线转化为横向的加工线,使各工序可以进行同步的加工,各工序的衔接更为流畅,极大的提高了型材加工的效率。
13.本装置在型材横向输送加工完毕后,实现了型材的换向,优化了车间的布局,节省了车间设备占用的长度空间,节省了建设成本。
附图说明
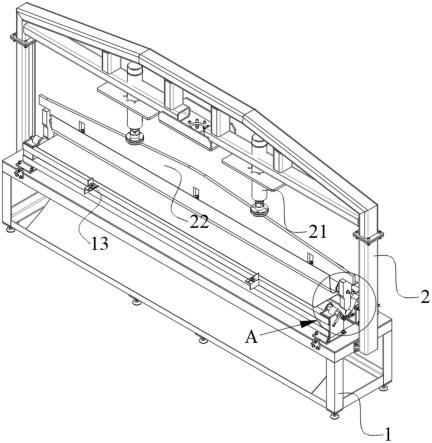
14.附图1是本发明结构示意图;附图2是本发明俯视结构示意图;附图3是本发明实施例1加工平台俯视结构示意图;附图4是本发明实施例1加工平台主视结构示意图;附图5是本发明实施例2加工平台俯视结构示意图;附图6是本发明直线驱动组布置结构示意图;附图7是本发明钻机结构示意图;附图8是本发明定位销结构示意图;附图9是本发明a部放大结构示意图;附图10是本发明b部放大结构示意图;附图11是本发明c部放大结构示意图;附图12是本发明型材结构示意图;
附图中所示标号:1、前置输送机;2、送料机构;3、加工平台;4、后置输送机;5、悬架;6、钻机座;7、基准台面;8、推料装置;21、送料架;22、承载台;23、第一长槽;24、输送链;25、伺服驱动装置;26、推板;31、直线驱动组;32、直线座;33、直线丝杠;34、直线导轨;35、驱动座;36、升降夹具;37、直线伺服电机;38、第二长槽;51、悬架滑轨;52、悬架丝杠;53、悬架伺服电机;61、间歇丝杠螺母;62、钻机;63、攻丝机;64、扩孔机;65、抛光机;66、推动油缸;71、定位气缸;72、定位滑轨;73、定位销;74、端面气缸;75、端面定位板;361、两爪夹具;362、滑台气缸;611、限位壳;612、螺母内壳;613、电磁锁紧器。
具体实施方式
15.结合附图1-12和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
16.实施例1:本发明所述一种铝合金型材孔位综合加工装置,包括前置输送机1、送料机构2、加工平台3、后置输送机4以及控制器。其中,所述前置输送机1为型材锯切后与加工平台3的连接输送装置,后置输送机4为通过本加工平台3加工完成后输送到后续堆垛工序的连接输送装置。送料机构2连接在前置输送机1末端,用于将型材由前置输送机1的沿轴线方向输送转换为横向输送,并作为缓冲为加工平台3供料。所述控制器作为本生产线各动作部件的控制机构,加工平台3为型材进行钻孔、扩孔、攻丝以及抛光的加工平台。所述前置输送机1与后置输送机4均可采用带式输送机或者辊式输送机,所述前置输送机1与后置输送机4均设置在加工平台3的同一侧,从而使型材加工前后换向输送,极大的缩短了型材加工线的长度,减少了对于生产空间的占用。
17.所述送料机构2设置在前置输送机1末端,送料机构2与前置输送机1进行对接,对前置输送机1输送的型材进行承接与转运。所述送料机构2包括送料架21,所述送料架21顶部为承载台22,所述承载台22顶面开设两条平行的第一长槽23,第一长槽23与前置输送机1的输送方向垂直。所述承载台22远端具有接触传感器,接触传感器用于检测型材是否到位。所述送料架21底部设置一对输送链24,所述输送链24两端具有主动链轮与从动链轮,主动链轮与从动链轮均与承载台22底部转动连接。两个所述主动链轮同轴安装主动轴,所述送料架21上安装用于驱动主动轴的伺服驱动装置25,所述伺服驱动装置25能够带动主动轴转动,从而驱动两个输送链24同步运行。所述输送链24外侧均匀设置若干推板26,所述推板26穿过第一长槽23暴露在承载台22顶面上,两个所述输送链24上的推板26对称设置。通过伺服驱动装置25的动作,可以使两个输送链24上的推板26同步运行,从而将型材横向驱动。所述输送链24的运行方向与前置输送机1的输送方向垂直,所述控制器可控制伺服驱动装置25的动作,从而使输送链24暂停时,前置输送机1将型材输送到两个相邻的推板26之间,当型材触发接触传感器后,接触传感器将信号传递到控制器,随后控制器控制输送链24动作,将型材进行横向的输送。前置输送机1将型材继续输送到承载台22上,被后续的推板26推动进行横向输送。所述送料机构2作为缓冲部件,可以对型材进行缓存,保障后续的加工平台3上型材多功能加工的连续性。
18.所述加工平台3安置在送料机构2的末端,用于对送料机构2横向输送的型材进行承接,并作为型材的加工位置。所述加工平台3包括基准台面7以及顶吊安装的若干列悬架5,基准台面7作为型材的定位加工面,悬架5为加工动作部件的安装位置。所述悬架5顶吊安装在龙门架或者车间吊顶架上。
19.所述基准台面7前端底部安装定位气缸71以及竖直的定位滑轨72,所述定位气缸71的气缸杆前端安装一组定位销73,所述定位销73与定位滑轨72滑动连接,所述定位销73可穿过基准台面7暴露在基准台面7上方。所述定位销73作为型材的初始定位装置,当型材被送料机构2输送到基准台面7上时,所述定位销73对型材进行限位,使型材摆正。所述基准台面7一端安装端面气缸74,所述端面气缸74的气缸杆前端安装端面定位板75,基准台面7上与端面定位板75相对一侧具有定位边,所述端面定位板75与型材端面相对应,利用端面定位板75可以推动型材使型材一端紧贴在基准台面7另一侧的定位边上。当完成了型材的定位后,所述升降夹具36对型材进行夹取,所述定位气缸71带动定位销73沿定位滑轨72向下滑动,不再暴露在基准台面7上方。随后升降夹具36在直线伺服电机37的驱动下将型材输送到加工位置。
20.所述悬架5上水平安装悬架滑轨51以及悬架丝杠52,所述悬架5一侧设置用于驱动悬架丝杠52的悬架伺服电机53,所述悬架伺服电机53通过联轴器与悬架丝杠52的一端连接。所述悬架滑轨51上滑动安装若干钻机座6,所述钻机座6上连接与悬架丝杠52配合的间歇丝杠螺母61,所述悬架伺服电机53通过驱动悬架丝杠52,可以利用间歇丝杠螺母61带动钻机座6沿悬架滑轨51往复直线运行。所述间歇丝杠螺母61可间歇咬合,从而实现与悬架丝杠52的间歇配合。
21.具体的,所述间歇丝杠螺母61包括限位壳611、螺母内壳612以及电磁锁紧器613,所述限位壳611内具有限位腔,限位腔两端具有限位边,限位边对安置在其内的螺母内壳612进行限位,使得所述螺母内壳612在限位壳611内转动安装。所述电磁锁紧器613安装在限位壳611一侧,所述电磁锁紧器613上具有制动销,当所述电磁锁紧器613通电后,所述制动销弹出,制动销端部与螺母内壳612相抵触,利用摩擦力将螺母内壳612与限位壳611进行锁紧。当螺母内壳612与限位壳611相对固定后,所述悬架丝杠52的转动即可驱动间歇丝杠螺母61带动钻机座6沿悬架滑轨51往复直线运动。而当所述电磁锁紧器613断电后,所述制动销收缩松脱与螺母内壳612的抵触,此时悬架丝杠52仅能带动螺母内壳612在限位壳611的限位腔内转动。
22.所述钻机座6上滑动设置钻机62、攻丝机63、扩孔机64或者抛光机65中的一种。本实施例中,所述悬架5具有四列,第一列的悬架5上安装3-4个钻机62,通过钻机62可以对型材上的安装孔、过线孔进行钻孔操作,通常而言,过线孔的钻机62钻头直径大于安装孔的钻机62钻头直径。第二列的悬架5上安装与安装孔相对应的攻丝机63,攻丝机63的丝锥对安装孔进行对应的攻丝操作。第三列的悬架5上安装与过线孔相对应的扩孔机64,所述扩孔机64的旋转轴上安装铣刀,通过铣加工将前序钻机62钻出的过线孔进行加工,使型材上的过线孔被扩张为长孔。第四列的悬架5上安装与螺孔相对应的抛光机65,所述抛光机65的旋转轴上安装锥形的软质抛光头,软质抛光头对螺孔进行抛光,将其内毛刺刷出,避免后续安装时螺栓无法旋入。所述钻机62、攻丝机63、扩孔机64以及抛光机65对应的加工位置下方的基准台面7上具有长孔,作为钻头、丝锥、铣刀以及抛光头的加工空间。本实施例中,所述第一列
悬架5下方呈前后顺序安装三个定位传感器,前后两个定位传感器的距离等于一对安装孔之间的横向距离,中间的定位传感器安装在前后两个定位传感器的正中间。其中前后两个定位传感器作为型材宽度方向上一对安装孔的加工定位,中间的定位传感器作为过线孔的加工定位。第二列以及第四列悬架5下方均呈前后顺数安装一对定位传感器,两个定位传感器之间的距离与第一列悬架中前后两个定位传感器的距离一致。第三列悬架5的下方安装一个定位传感器,该定位传感器作为过线孔的扩孔加工定位之用。本实施例中,所述定位传感器与控制器电连接,控制器用于接收定位传感器的信号,随后控制各动作元件的动作。
23.所述钻机座6顶部安装用于驱动钻机62、攻丝机63扩孔机64或者抛光机65垂直往复直线运动的推动油缸66,推动油缸66将上述的加工单元向下推动,从而完成对型材进行相应的钻孔、攻丝、扩孔或者抛光等加工。
24.所述加工平台3顶面开设若干对第二长槽38,所述加工平台3底部安装若干组与第二长槽38相对应的直线驱动组31。所述直线驱动组31的组数与悬架5的列数一致。本实施例中多组所述直线驱动组31由所述加工平台3中心向两侧扩散排列,即多组直线驱动组31呈嵌套状安置。
25.每组所述直线驱动组31用于驱动一个型材,从而使型材在多个工序之间连续加工,从而提高型材的加工效率。所述直线驱动组31包括一对由直线座32、直线丝杠33以及直线导轨34组成的丝杠传动装置,所述直线导轨34上滑动安装驱动座35,所述驱动座35上安装升降夹具36,所述升降夹具36可穿过第二长槽38后暴露在加工平台3上方。一对所述直线丝杠33共用同一直线伺服电机37,所述直线伺服电机37用于同步驱动两个直线丝杠33同步转动,从而可以驱动两个驱动座35沿直线导轨34同步运行。所述直线伺服电机37连接双输出轴的减速机,双输出轴的减速机两个输出轴各通过一传动机构驱动直线丝杠33转动。由于两个直线丝杠33分列两侧,双输出轴的减速机输出轴无法同轴驱动直线丝杠33,因而本实施例中,可使用万向联轴节连接驱动杆对直线丝杠进行驱动,也可选择传动软轴连接在输出轴以及直线丝杠33端部进行驱动,还可通过传动链轮驱动直线丝杠33转动。综合经济性以及传动稳定性,本实施例最终选择驱动杆驱动,驱动杆两端分别通过万向联轴节连接在输出轴端部以及直线丝杠33端部。
26.所述升降夹具36包括气缸驱动的两爪夹具361以及滑台气缸362,所述滑台气缸362设置在驱动座35与两爪夹具361之间。所述两爪夹具361用于对型材进行夹取,从而使型材能够随着驱动座35的动作而被驱动沿直线导轨34进行直线运动。所述滑台气缸362能够驱动两爪夹具361伸出第二长槽38,从而实现对型材的夹取。当型材被加工完毕后,所述两爪夹具361松开对型材的夹紧,随后所述滑台气缸362收缩,使两爪夹具361下滑到第二长槽38之下,随后直线伺服电机37反向转动,从而使两爪夹具361移动到初始位置待命。
27.所述加工平台3上远离送料机构2一侧安装推料装置8,所述后置输送机4即设置在推料装置8相对一侧。所述推料装置8可选用侧边气缸,当型材加工完成后,刚好停留在推料装置8的推杆与送料机构2之间,通过推料装置8的推动,可以将型材推动到送料机构2上输送到下一工序。
28.本实施例中,上述的所述伺服驱动装置25、悬架伺服电机53、间歇丝杠螺母61、钻机62、攻丝机63、扩孔机64、抛光机65、直线伺服电机37、推料装置8均与控制器信号连接。
29.以本实施例的布局为例,本发明在对型材的安装孔以及过线孔进行自动化加工
时,以时间顺序其控制流程为:所述前置输送机1将竖向输送的型材依次输送到送料机构2的承载台22上,控制器控制伺服驱动装置25带动输送链24间歇运行,将型材依次输送到基准台面7前端,此时所述定位销73刚好对型材进行限位;此时控制器控制其中一组直线驱动组31上的驱动座35复位,并控制升降夹具36对初始位置的型材进行夹取,同时控制定位气缸71带动定位销73下沉到基准台面7下方,随后控制器控制直线伺服电机37带动该直线驱动组31上的驱动座35向下游移动,随后控制器控制定位气缸71将定位销73顶升到基准台面7上方,对后续的型材进行承接限位。
30.升降夹具36带动型材到第一列悬架5下方时,通过三个定位传感器的定位,利用第一列悬架5上的钻机62完成型材两端的两列安装孔的钻孔以及型材中间至少一个过线孔的钻孔操作;当进行两列安装孔的钻孔时,进行安装孔钻孔的钻机62上的间歇丝杠螺母61通电,进行过线孔钻孔的钻机62上的间歇丝杠螺母61断电,通过控制器控制悬架伺服电机53驱动悬架丝杠52,带动进行安装孔钻孔的钻机62移动,完成该列多个安装孔的钻孔作业;当型材两端的安装孔数量不同时,进行多出来的安装孔钻孔时,该侧的钻机62上的间歇丝杠螺母61通电,另一侧的钻机62上的间歇丝杠螺母61断电。当进行过线孔钻孔时,进行安装孔钻孔的钻机62上的间歇丝杠螺母61断电,进行过线孔钻孔的钻机62上的间歇丝杠螺母61通电,通过控制器控制悬架伺服电机53驱动悬架丝杠52,带动进行过线孔钻孔的钻机62移动,完成该列多个过线孔的钻孔作业,当过线孔只有一个时,则无需将进行过线孔钻孔的钻机62通电。随后升降夹具36带动型材到第二列悬架5下方时,通过两个定位传感器的定位,利用第二列悬架5上的攻丝机63完成两列安装孔的攻丝操作;此时攻丝机63上的间歇丝杠螺母61始终处于通电状态,通过控制器控制悬架伺服电机53驱动悬架丝杠52,带动攻丝机63移动,完成该列多个安装孔的攻丝作业,当型材两端的安装孔数量不同时,进行多出来的安装孔攻丝作业时,该侧的攻丝机63上的间歇丝杠螺母61通电,另一侧的攻丝机63上的间歇丝杠螺母61断电。随后升降夹具36带动型材到第三列悬架5下方,通过一个定位传感器的定位,利用第三列悬架5上的扩孔机64对型材上的过线孔进行铣削操作,将过线孔铣削为长孔;此时扩孔机64上的间歇丝杠螺母61始终处于通电状态。随后升降夹具36带动型材到第四列悬架5下方,通过两个定位传感器的定位,利用第四列悬架5上的抛光机对型材上的两列安装螺孔分别进行抛光操作;当型材两端的安装孔数量不同时,进行多出来的安装孔抛光作业时,该侧的抛光机65上的间歇丝杠螺母61通电,另一侧的抛光机65上的间歇丝杠螺母61断电。
31.当完成最后的抛光加工后,所述升降夹具36松开对于型材的装夹,控制器控制推料装置8对型材进行推动,使型材经由后置输送机4输送到下一工序,同时控制器控制升降夹具36下降到基准台面7下方,并控制直线驱动组31动作将驱动座35复位,对接下来的型材进行承接。
32.以第二列的悬架5对型材进行攻丝加工为例,在进行上述型材的加工时,其他组的直线驱动组31装夹其他型材在第一列、第三列以及第四列悬架下方分别进行钻孔、扩孔以及抛光工序,即四道工序同步进行。四道工序同步加工的时间取决于四道工序单独加工时工时最长的工序时间。
33.实施例2:相对于实施例1,本实施例中所述悬架5的列数只有三列,与其相对应的,所述直线
驱动组31也只有三组。第一列的悬架5上安装3-4个钻机62,通过钻机62可以对型材上的安装孔、过线孔进行钻孔操作。第二列的悬架5上安装与安装孔相对应的攻丝机63,攻丝机63的丝锥对安装孔进行对应的攻丝操作。第三列的悬架5上安装与过线孔相对应的扩孔机64以及与螺孔相对应的抛光机65,所述扩孔机64的旋转轴上安装铣刀,通过铣加工将前序钻机62钻出的过线孔进行加工,使型材上的过线孔被扩张为长孔,所述抛光机65的旋转轴上安装锥形的软质抛光头,软质抛光头对螺孔进行抛光,将其内毛刺刷出,避免后续安装时螺栓无法旋入。由于抛光机65仅仅对型材的螺孔进行抛光,其加工过程与扩孔机64的行程不干涉,因而可将抛光与扩孔操作合并处理,从而节省悬架5的安装空间。但是在进行工序合并前,需要考量抛光与扩孔两个工序的总加工时长,当仅仅有一个过线孔时,两工序的总加工时长低于攻丝工序的加工时长,可以将两者合并从而节省安装空间,而一旦过线孔大于等于两个时,抛光与扩孔的工序时长则会超过攻丝工序的时长,此时合并工序则会降低型材整体的加工效率,因而此时不建议将抛光与扩孔工序合并。
34.本实施例中,所述第一列悬架5下方呈前后顺序安装三个定位传感器,该列的三个定位传感器中,前后两个定位传感器的距离等于一对安装孔之间的横向距离,中间的定位传感器安装在前后两个定位传感器的正中间。其中前后两个定位传感器作为型材宽度方向上一对安装孔的加工定位,中间的定位传感器作为过线孔的加工定位。第二列以及第四列悬架5下方均呈前后顺数安装一对定位传感器,两个定位传感器之间的距离与第一列悬架中前后两个定位传感器的距离一致。第三列悬架5的下方安装三个定位传感器,该列的三个定位传感器中,前后两个定位传感器的距离等于一对安装孔之间的横向距离,中间的定位传感器安装在前后两个定位传感器的正中间。前后两个定位传感器作为两排安装螺孔抛光定位之用,中间定位传感器作为过线孔的扩孔加工定位之用。本实施例中,所述定位传感器与控制器电连接,控制器用于接收定位传感器的信号,随后控制各动作元件的动作。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。