1.本发明涉及棒材轧制生产技术领域,更为具体地说是指一种轧机间堆拉钢关系的自动调节装置及调节方法。
背景技术:
2.轧钢棒材生产线采用切分工艺生产直条螺纹钢筋,为了进一步降低合金成本,采用轧间控冷工艺来提高产品性能,确保坯料成分下降的情况下,成品性能得到保证。具体控冷模式为,轧件在k3切分后进行强冷,经过一段距离的回温,进入k2道次,通过此方法细化晶粒,提高成品力学性能。
3.如图1所示,为了保证成品负偏差稳定性,16#轧机1’与19#轧机2’之间采用立式活套进行调节堆拉钢关系,如采用9#活套3’,则活套离上游机架(16#轧机1’)距离较远,存在活套调节不及时的问题以及9#活套3’堆钢故障时钢件常常从16#轧机1’出口冲出,故障破坏性较大。也有采用16#轧机1’出口的6#立式活套4’,活套控制稳定,成品通条重量稳定性较好,但是钢件从16#轧机1’出来后,需经过6#立式活套4’后进入水冷器5’(冷却滞后了约4.4m距离),此时钢件晶粒长大,影响成品力学性能;另一方面,水冷器位置后移,轧件回温距离减小,轧件心表温差较大,表面温度不均匀性增加,导致成品横截面上出现晶粒局部粗大的混晶现象,成品力学性能将会下降。为此,我们提供一种轧机间堆拉钢关系的自动调节装置及调节方法。
技术实现要素:
4.本发明提供一种轧机间堆拉钢关系的自动调节装置及调节方法,其主要目的在于确保轧间控冷工艺得以实施,又能保证轧制过程中16#与19#轧机之间轧件的堆拉钢关系。
5.本发明采用如下技术方案:一种轧机间堆拉钢关系的自动调节装置,包括前导向装置、后导向装置、扫描仪以及plc控制器,所述前导向装置和所述后导向装置分别设于碎断剪的前方和后方,所述前导向装置包括底座、前导槽及转动驱动机构,所述前导槽的前端可转动连接于所述底座上,所述转动驱动机构与所述前导槽的后端连接,以驱动前导槽沿着轧制方向上下翻转;所述前导槽的末端还安装有一个固定辊,该固定辊下方的前导槽槽底设有与固定辊相适配的弧形凹槽;所述后导向装置包括机架、支撑座及后导槽,所述后导槽由竖直侧板及l形板组成,所述竖直侧板固定于所述机架侧面,所述l形板通过翻转机构安装于所述支撑座上,该l形板的底部侧面抵在所述竖直侧板的外侧,所述l形板在翻转机构作用下向下翻转以使后导槽打开;所述扫描仪用于扫描红钢下圆弧下降距离,该扫描仪与所述plc控制器通信连接,所述plc控制器还分别与16#轧机及19#轧机的转速机构控制连接。
6.一较佳实施方案中,所述前导槽由一块底板、一块隔板以及两块侧板组成,所述隔板固定于所述底板顶面,两块挡板固定于所述底板两侧,且高于所述隔板的顶面。
7.一较佳实施方案中,每块侧板的后端分别形成一个固定辊安装座,每个固定辊安
装座的上部分别开设有一个竖直开口槽,所述固定辊的中心轴两端可上下调整地装配在所述竖直开口槽上。
8.一较佳实施方案中,两个侧板的后端顶部之间设有一个n形连接板,所述转动驱动机构与所述n型连接板连接。
9.一较佳实施方案中,所述转动驱动机构包括气缸、连接头以及链条,所述气缸的活塞杆端头连接所述连接头,所述链条的下部穿过所述n形连接板,链条的上部通过销轴与所述连接头固定连接。
10.一较佳实施方案中,所述翻转机构包括翻转架和驱动组件,所述翻转架枢接于所述支撑座,并且翻转架的一端固设有所述l形板,另一端配设有使其实现上述翻转的所述驱动组件。
11.本发明还提供一种轧机间推拉钢关系的调节方法,包括上述一种轧机间堆拉钢关系的自动调节装置,具体步骤如下:(1)前导向装置的转动驱动机构回收使前导槽的后端被拉起至水平状态,供钢件头部通过;(2)待钢件头部通过前导槽、后导槽,咬入下游机架19#轧机后,转动驱动机构向下动作,前导槽的后端在自身重力作用下向下转动,前导槽末端的固定辊将钢件下压,使得钢件在自重及固定辊的引导下形成弧形,同时翻转机构向下翻转使后导槽打开;(3)扫描仪扫描钢件的下圆弧下降距离,并与plc设定的距离比较;(4)若扫描值高于设定值,判断轧机间钢件处于过剩状态,使上游机架16#轧机降速,反之则提高上游机架16#轧机的速度。
12.由上述对本发明结构的描述可知,和现有技术相比,本发明具有如下优点:本发明充分利用碎断剪处空间,即后导向装置的后导槽向下翻转具有足够大的空间,同时将前导槽改进为可上下摆动式的导槽结构,利用前导槽自重下摆,使得钢件在自重及固定辊的引导下形成弧形,通过扫描仪扫描下圆弧下降距离,并与plc控制器内设定的距离相比较,实现16#、19#轧机之间堆拉钢关系自动调节,减小成品通条重量波动,又能确保16#轧机出口实现红钢快速冷却,进一步提高成品力学性能,降低坯料合金成本,提高企业的经济效益。
附图说明
13.图1为现有轧钢棒材生产线的结构示意图。
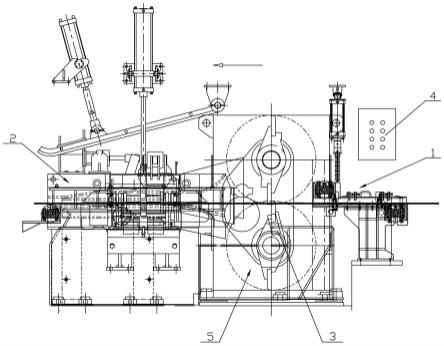
14.图2为本发明的结构示意图。
15.图3为本发明前导向装置的结构示意图。
16.图4为图3省略转动驱动机构的左视图。
17.图5为前导槽的主视图。
18.图6为本发明后导向装置的结构示意图。
19.图7为本发明后导向装置的主视图。
20.图8为本发明后导向装置的后导槽打开状态的主视图。
具体实施方式
21.下面参照附图说明本发明的具体实施方式。为了全面理解本发明,下面描述到许多细节,但对于本领域技术人员来说,无需这些细节也可实现本发明。对于公知的组件、方法及过程,以下不再详细描述。
22.一种轧机间堆拉钢关系的自动调节装置,参照图2,包括前导向装置1、后导向装置2、扫描仪3以及plc控制器4,所述前导向装置1和所述后导向装置2分别设于碎断剪5的前方和后方。
23.参照图3至图5,前导向装置1包括底座11、前导槽12及转动驱动机构,前导槽12的前端枢接于底座11上,转动驱动机构与所述前导槽12的后端连接,以驱动前导槽12沿着轧制方向上下翻转。前导槽12的末端还安装有一个固定辊14,该固定辊14下方的前导槽12槽底设有与固定辊14相适配的弧形凹槽120。
24.参照图4和图5,前导槽12由一块底板121、一块隔板122以及两块侧板123组成,所述隔板122固定于所述底板121顶面,两块挡板123固定于所述底板121两侧,且高于所述隔板122的顶面。每块侧板123的后端分别形成一个固定辊安装座141,每个固定辊安装座141的上部分别开设有一个竖直开口槽1410,所述固定辊14的中心轴两端可上下调整地装配在竖直开口槽1410上。
25.参照图4和图5,两个侧板123的后端顶部之间设有一个n形连接板124,上述转动驱动机构与所述n型连接板124连接。本实施例示出的转动驱动机构包括第一气缸131、连接头132以及链条133,第一气缸131的活塞杆端头与连接头132固定连接,链条133的下部穿过所述n形连接板124,链条133的上部通过销轴与连接头132固定连接。
26.参照图3至图5,当第一气缸131的活塞杆回收时,将链条133拉直,以拉动前导槽12的后端向上摆动,使前导槽12的槽底处于水平接钢位,供轧件头部正常通过;当第一气缸131伸出时,前导槽12后端受自身重力向下垂,前导槽12末端的自由式固定辊14将钢件下压,使得红钢在自重及固定辊14的引导下,形成弧形。
27.参照图6至图8,后导向装置2包括机架21、支撑座22及后导槽23,后导槽23由竖直侧板231及l形板232组成,所述竖直侧板231固定于所述机架21侧面,所述l形板232通过翻转机构安装于所述支撑座22上,该l形板232的底部侧面抵在所述竖直侧板231的外侧,所述l形板232在翻转机构作用下向下翻转以使后导槽23打开。
28.参照图6和图7,翻转机构包括翻转架241和驱动组件,所述翻转架241枢接于所述支撑座22,并且翻转架241的一端固设有所述l形板232,另一端配设有使其实现上述翻转的驱动组件。驱动组件优选为第二气缸242,第二气缸242的缸体固定于机架21上,活塞杆则铰接于翻转架241上。
29.参照图2,上述扫描仪3设于前导向装置1与后导向装置2之间,用于扫描红钢下圆弧下降距离。该扫描仪3与所述plc控制器4通信连接,所述plc控制器4还分别与16#轧机及19#轧机的转速机构控制连接。
30.上述轧机间堆拉钢关系自动调节装置的调节方法,具体步骤如下:(1)前导向装置的转动驱动机构回收使前导槽的后端被拉起至水平状态,供钢件头部通过。
31.(2)待钢件头部通过前导槽、后导槽,咬入下游机架19#轧机后,转动驱动机构向下
动作,前导槽的后端在自身重力作用下向下转动,前导槽末端的固定辊将钢件下压,使得钢件在自重及固定辊的引导下形成弧形,同时翻转机构向下翻转使后导槽打开。
32.(3)扫描仪扫描钢件的下圆弧下降距离,并与plc设定的距离比较。
33.(4)若扫描值高于设定值,判断轧机间钢件处于过剩状态,使上游机架16#轧机降速,反之则提高上游机架16#轧机的速度。
34.本发明充分利用碎断剪处空间,即后导向装置的后导槽向下翻转具有足够大的空间,同时将前导槽改进为可上下摆动式的导槽结构,利用前导槽自重下摆,使得钢件在自重及导轮的引导下形成弧形,通过扫描仪扫描下圆弧下降距离,并与plc控制器内设定的距离相比较,实现16#、19#轧机之间堆拉钢关系自动调节,减小成品通条重量波动,又能确保16#轧机出口实现红钢快速冷却,进一步提高成品力学性能,降低坯料合金成本,提高企业的经济效益。
35.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。