1.本实用新型涉及丝锥工具技术领域,具体而言,涉及一种汽车轮毂用台阶式断屑切削丝锥。
背景技术:
2.传统丝锥的铲磨牙的顶面连接均在一条直线上如图4所示,由于切削应力连续,故在切削钻孔时所产生的铁屑也是连续的,并且如遇到加工汽车轮毂(通常采用粘度较高的合金材料时)等产品时,特别容易产生沾刀和排屑不便的问题,最终导致产品加工精度不足影响产品正常使用。
3.鉴于此,本技术发明人发明了一种可有效断屑以确保不沾刀的汽车轮毂用台阶式断屑切削丝锥。
技术实现要素:
4.本实用新型的目的在于提供一种可有效断屑以确保不沾刀的汽车轮毂用台阶式断屑切削丝锥。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种汽车轮毂用台阶式断屑切削丝锥,包括柄部和螺纹部,所述螺纹部包括若干个呈螺旋状间隔分布的第一切削刃;所述第一切削刃包括若干个沿柄部长度方向依次设置且高度逐渐增加的铲磨牙,在螺纹部指向柄部的方向上,每个所述铲磨牙的顶面高度均匀增加,且每相邻的两个所述铲磨牙的顶面不在同一平面上。
7.作为进一步改进,定义每个铲磨牙的顶面与水平面的角度为α,α的取值范围为10
°
~20
°
;在螺纹部指向柄部的方向上,定义每个所述铲磨牙顶面末端的高度与下个所述铲磨牙顶面头端的高度的比值为β,β的取值范围为0.5~0.7。
8.作为进一步改进,每相邻的两个所述第一切削刃之间开设有排屑螺旋槽,所述铲磨牙沿所述柄部长度方向且靠近所述排屑螺旋槽的一侧开设有一断屑缺口以配合所述排屑螺旋槽形成阶梯式断屑槽。
9.作为进一步改进,所述断屑缺口呈弯钩状,所述断屑缺口包括圆弧过渡连接的圆弧引导面和断屑面,所述圆弧引导面沿铲磨牙长度方向设置,所述断屑面与铲磨牙方向垂直设置。
10.作为进一步改进,在沿螺纹部长度方向的剖面上,定义所述圆弧引导面起始位置的切线与所述螺纹部轴线的夹角为γ,γ的取值范围为15
°
~25
°
,定义所述圆弧引导面的直线长度与圆弧引导面起点到中心点的长度比值为d,其中d的取值范围0.25~0.35,定义所述断屑面的直线长度与圆弧引导面起点到中心点的长度比值为h,其中h的取值范围0.1~0.15。
11.作为进一步改进,所述螺纹部进一步包括至少一个承接所述第一切削刃的第二切削刃,所述第二切削刃均匀设置在所述第一切削刃和所述柄部之间,所述第二切削刃的高
度一致且大于等于所述第一切削刃。
12.与现有技术相比,本实用新型的有益效果是:
13.1、本实用新型一种汽车轮毂用台阶式断屑切削丝锥中每相邻的两个铲磨牙顶面采用不在同一平面上的结构,通过每两个铲磨牙之间的高度落差可有效实现将切削应力分段输出,通过台阶式的铲磨,一方面由于不同铲磨牙在加工工件内孔时切削面的不连续,进而实现加工曲线的不连续以将铁屑切断,避免产生排屑困难和铁屑缠刀的问题;另一方面由于不同铲磨牙在加工工件内孔时,其铲磨牙在柄部长度方向上的前端面先接触到工件,故能大程度地提升铲磨牙的强度,不容易磨损,提高丝锥整体使用寿命。
14.2、本实用新型一种汽车轮毂用台阶式断屑切削丝锥采用阶梯式断屑槽,可以形成一曲率突变的平面,使铁屑滑过断屑缺口时产生不同的应力状态和流向,进行实现断屑效果形成长度可控的铁屑,避免缠屑和堵屑,提高丝锥寿命。
附图说明
15.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
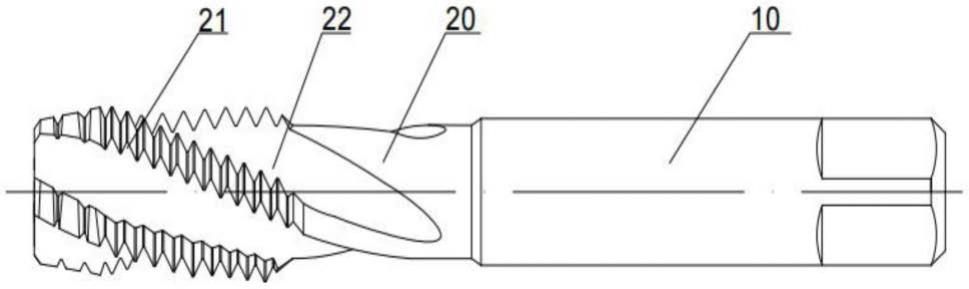
16.图1是本实用新型一种汽车轮毂用台阶式断屑切削丝锥的结构示意图;
17.图2是本实用新型一种汽车轮毂用台阶式断屑切削丝锥中展示螺纹部的剖面示意图;
18.图3是本实用新型一种汽车轮毂用台阶式断屑切削丝锥中的螺纹部垂直丝锥轴心的横截面示意图;
19.图4是传统切削丝锥展示螺纹部的剖面示意图。
20.主要元件符号说明
21.10、柄部;
22.20、螺纹部;
23.21、第一切削刃;
24.211、铲磨牙;
25.212、断屑缺口;
26.2121、圆弧引导面;
27.2122、断屑面;
28.22、排屑螺旋槽;
29.23、第二切削刃。
具体实施方式
30.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他
实施方式,都属于本实用新型保护的范围。
31.请参考图1至图2,一种汽车轮毂用台阶式断屑切削丝锥,包括柄部10和螺纹部20,所述柄部10夹持于机床上用于传递旋转力,所述螺纹部20包括若干个呈螺旋状间隔分布的第一切削刃21;所述第一切削刃21包括若干个沿柄部10长度方向依次设置且高度逐渐增加的铲磨牙211,在螺纹部20指向柄部10的方向上,每个所述铲磨牙211的顶面高度均匀增加,且每相邻的两个所述铲磨牙211的顶面不在同一平面上。
32.每相邻的两个铲磨牙211顶面采用不在同一平面上的结构,通过每两个铲磨牙211之间的高度落差可有效实现将切削应力分段输出,通过台阶式的铲磨,一方面由于不同铲磨牙211在加工工件内孔时切削面的不连续,进而实现加工曲线的不连续以将铁屑切断,避免产生排屑困难和铁屑缠刀的问题;另一方面由于不同铲磨牙211在加工工件内孔时,其铲磨牙211在柄部10长度方向上的前端面先接触到工件,故能大程度地提升铲磨牙211的强度,不容易磨损,提高丝锥整体使用寿命。
33.请参考图2,定义每个铲磨牙211的顶面与水平面的角度为α,α的取值范围为10
°
~20
°
,优选的,α的取值为15
°
;在螺纹部20指向柄部10的方向上,定义每个所述铲磨牙211顶面末端的高度与下个所述铲磨牙211顶面头端的高度的比值为β,β的取值范围为0.5~0.7,优选的,β的取值为0.6,该β值本质上是为控制高度落差即图中s的值。
34.采用合适的α和β的取值配合,一方面可以有效保证有足够的切削力来进行钻孔,另一方面也能有效断屑及保护铲磨牙211,提高使用寿命。具体的,α取值太大会导致铲磨牙211容易磨损,太小会导致切削力不足;β取值太大会导致铁屑连续,断屑效果不好,对铲磨牙211的保护效果也会差,太小会导致切削力受力曲线差距较大,容易将铲磨牙211直接挤断。
35.请参考图1和图3,每相邻的两个所述第一切削刃21之间开设有排屑螺旋槽22,所述铲磨牙211沿所述柄部10长度方向且靠近所述排屑螺旋槽22的一侧开设有一断屑缺口212以配合所述排屑螺旋槽22形成阶梯式断屑槽。
36.由于传统的切削丝锥排屑槽是由连续曲线组成的连续截面,在加工黏度或韧性较高的汽车轮毂的螺纹时容易产生排屑困难,铁屑缠刀的问题,继而使加工条件变差,降低了刀具寿命;而采用阶梯式断屑槽,可以形成一曲率突变的平面,使铁屑滑过断屑缺口212时产生不同的应力状态和流向,进行实现断屑效果形成长度可控的铁屑,避免缠屑和堵屑,提高丝锥寿命。
37.进一步的,请参考图3,所述断屑缺口212呈弯钩状,所述断屑缺口212包括圆弧过渡连接的圆弧引导面2121和断屑面2122,所述圆弧引导面2121沿铲磨牙211长度方向设置且具有一定曲率,所述断屑面2122与铲磨牙211方向垂直设置且具有一定曲率。断屑缺口212采用两段角度垂直设置且具备一定曲率的圆弧可以有效保证通过圆弧引导铁屑运动进行排屑,同时还能确保其断屑效果。
38.具体的,在垂直于丝锥轴心的横截面上,定义所述圆弧引导面2121起始位置的切线与所述螺纹部20轴线的夹角为γ,γ的取值范围为15
°
~25
°
,优选的,γ的取值为20
°
;定义所述圆弧引导面2121的直线长度与圆弧引导面2121起点到中心点的长度比值为d,其中d的取值范围0.25~0.35,优选的,d的取值为0.3,该d值本质上是为控制高度落差即图中m的值;定义所述断屑面2122的直线长度与圆弧引导面2121起点到中心点的长度比值为h,其中
h的取值范围0.1~0.15,优选的,h的取值为0.12,该h值本质上是为控制高度落差即图中l的值。
39.具体的,γ取值太大会导致铁屑引导效果不好,不便于排出,太小会导致铁屑与断屑面2122撞击时的断屑力太小;d的取值太大会导致铁屑过长,发生缠屑问题,太小会导致铁屑过小,容易造成飞屑等问题;h的取值太大会导致铲磨牙211的强度降低,太小则无法保证断屑效果。故上述采用合适的取值配合,一方面可以进一步配合铲磨牙211之间的高度落差来保证排屑效果,丝锥强度,同时避免发生缠屑等问题,提高丝锥使用寿命。
40.请参考图1,所述螺纹部20进一步包括至少一个承接所述第一切削刃21的第二切削刃23,所述第二切屑刃也呈与第一切削刃21平顺连接的螺旋状;所述第二切削刃23均匀设置在所述第一切削刃21和所述柄部10之间,所述第二切削刃23的高度一致且大于等于所述第一切削刃21,用于实现稳定的切削钻孔效果。
41.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
