1.本实用新型涉及注塑模具技术领域,具体为模具辅助下料装置。
背景技术:
2.橡胶注塑模具是一种生产橡胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具,橡胶注塑成型是批量生产某些形状复杂橡胶制件时用到的一种加工方法,具体指将受热融化的橡胶注入模腔,经冷却固化后,得到成形品,橡胶注塑模具中的熔融原料成型后,需要对成型件进行脱模和下料。
3.现有公开号为cn217073238u的专利提出了一种注塑模具用工件脱模辅助结构,使用时,其通过电机带动丝杆转动,丝杆带动滑板移动,通过气缸带动横板和纵板升降移动,并通过气动吸盘对吸住成型件的上表面,以此实现对成型件的自动脱模和下料。然而,该注塑模具用工件脱模辅助结构采用了不同的驱动结构分别控制模具的开合和气动吸盘的水平移动,同时,由于模具的开合和气动吸盘的水平移动之间需要较高的配合度,从而增加了其之间的协调配合难度,进而增加了该注塑模具用工件脱模辅助结构的故障率。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了模具辅助下料装置,能够使得模具的开合模与气动吸盘水平移动之间能够同步进行,具有较高的配合度,解决了现有的橡胶注塑模具辅助下料装置中的模具开合和气动吸盘水平移动之间协调配合难度大的问题。
6.(二)技术方案
7.为实现上述能够使得模具的开合模与气动吸盘水平移动之间能够同步进行,具有较高的配合度的目的,本实用新型提供如下技术方案:模具辅助下料装置,包括定模、位于所述定模上方的动模以及设于所述定模和动模之间的下料组件,所述定模上方设有适于驱动所述定模竖直移动的第一推动装置,所述下料组件包括安装架、连杆以及位于所述安装架下方且底部具有气动吸盘的吸盘架,所述安装架与所述动模之间、所述安装架与所述定模之间均通过至少一根所述连杆铰接,所述安装架上安装有适于驱动所述吸盘架竖直移动的第二推动装置。
8.可选的,所述连杆设置有四根,且两两分为一组,两组所述连杆分别铰接在所述安装架的两端。
9.可选的,所述气动吸盘通过接管与外部真空设备连接。
10.可选的,还包括支架和收集箱,所述定模安装在所述支架上,所述收集箱放置在所述支架的一侧。
11.可选的,所述气动吸盘设置有四个,所述吸盘架呈工字型结构,四个所述气动吸盘分别安装在吸盘架的四个端部。
12.可选的,所述定模顶部设置有型腔,所述动模顶部开设有与所述型腔位置相对应
的注入孔。
13.可选的,所述第一推动装置为液压缸、气缸或电动推杆,所述第二推动装置为液压缸、气缸或电动推杆。
14.(三)有益效果
15.与现有技术相比,本实用新型提供了模具辅助下料装置,具备以下有益效果:
16.1.本实用新型在定模和动模之间设置通过连杆铰接有安装架;并在安装架上设置用于吸取成型件的气动吸盘,在连杆的推动作用下,气动吸盘的水平位置会随上模和下模的开、合模过程而发生改变,使得被气动吸盘吸附的成型件能够从动模的型腔内顺利脱模并下料,从而使得模具的开合模与气动吸盘水平移动之间能够同步进行,具有较高的配合度;
17.2.本实用新型通过设置支架和收集箱,收集箱能够对气动吸盘上掉落的成型件进行收集,便于成型件的收集;
18.3.本实用新型通过在工字型的吸盘架底部设置四个气动吸盘,四个气动吸盘可对成型件均匀施加拉力,防止损伤成型件。
附图说明
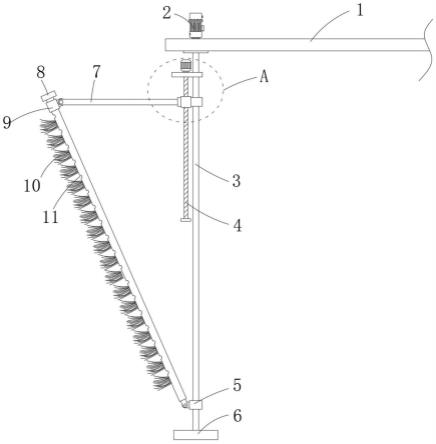
19.图1为本实用新型的开模状态结构示意图;
20.图2为本实用新型的合膜状态结构示意图;
21.图3为本实用新型的安装架、第二推动装置、吸盘架和气动吸盘的安装结构示意图。
22.图中:1、定模;2、动模;20、注入孔;3、下料组件;30、安装架;31、连杆;32、第二推动装置;33、吸盘架;34、气动吸盘;4、支架;5、收集箱;6、第一推动装置。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例:请参阅图1至图3,本实用新型的实施例提供一种技术方案:模具辅助下料装置,包括定模1、位于定模1上方的动模2以及设于定模1和动模2之间的下料组件3,定模1上方设有适于驱动定模1竖直移动的第一推动装置6,下料组件3包括安装架30、连杆31以及位于安装架30下方且底部具有气动吸盘34的吸盘架33,气动吸盘34通过接管与外部真空设备连接,安装架30与动模2之间、安装架30与定模1之间均通过至少一根连杆31铰接,安装架30上安装有适于驱动吸盘架33竖直移动的第二推动装置32,第一推动装置6为液压缸、气缸或电动推杆,第二推动装置32为液压缸、气缸或电动推杆,上述方案在实施过程中,安装架30、吸盘架33以及气动吸盘34在连杆31的推动作用下,其水平位置会随上模和下模的开、合模过程而发生改变,也就是说气动吸盘34会随动模2的竖直移动而发生水平位置的变化,具体而言,开模后,气动吸盘34位于定模1的正上方,此时,可通过第二推动装置32推动气动吸盘34下移,并在吸附动模2内的成型件后上移复位,合模时,安装架30、吸盘架33和气动吸盘
34在连杆31的推动下向模具一侧移动,从而将成型件从动模2和定模1之间移出,使得被气动吸盘34吸附的成型件能够从动模2的型腔内顺利脱模并下料,这样将极大的保证了模具开合和气动吸盘34水平移动之间之间的同步性,从而降低了该橡胶注塑模具辅助下料装置的故障率。
25.在上述实施例的基础之上,本实施例中连杆31设置有四根,且两两分为一组,两组连杆31分别铰接在安装架30的两端,两组连杆31的设置,可以提高安装架30移动过程中的稳定性,进而避免因安装架30移动过程中晃动而导致气动吸盘34吸附能力的降低。
26.为了方便收集脱模后的成型件,在上述实施例的基础之上,本实施例中橡胶注塑模具辅助下料装置还包括支架4和收集箱5,定模1安装在支架4上,收集箱5放置在支架4的一侧,具体的,收集箱5放置在模具合模状态下的气动吸盘34的正下方,这样能够保证气动吸盘34上吸附的成型件准确掉进收集箱5内。
27.在上述实施例的基础之上,本实施例中气动吸盘34设置有四个,吸盘架33呈工字型结构,四个气动吸盘34分别安装在吸盘架33的四个端部,这样设置的四个气动吸盘34可对成型件均匀施加拉力,防止损伤成型件。
28.在上述实施例的基础之上,本实施例中定模1顶部设置有型腔,动模2顶部开设有与所述型腔位置相对应的注入孔20,定模1和动模2合模后,可通过注塑孔向动模2的型腔内注入橡胶制品的原料。
29.工作原理:首先,通过第一推动装置6推动定模1下移与动模2合模,此时,安装架30、吸盘架33以及气动吸盘34位于模具的一侧,接着,通过注塑孔向动模2的型腔内注入橡胶制品的原料,当原料在型腔内成型后进行开模,开模时,利用第一推动装置6拉动定模1上移复位,与此同时,安装架30、吸盘架33以及气动吸盘34在连杆31的推动作用下移至定模1和动模2之间,随后,通过第二推动装置32推动气动吸盘34下移,当气动吸盘34与动模2内的成型件相抵后,启动真空设备,使启动吸盘内产生负压,吸取成型件,然后上移复位,当动模2和定模1合模进行下一次注塑时,安装架30、吸盘架33和气动吸盘34在连杆31的推动下向模具一侧移动,从而将成型件从动模2和定模1之间移至收集箱5的正上方,最后,向气动吸盘34内充气,使气动吸盘34由负压变为零压或稍正压,失去对成型件的吸力,成型件在重力作用下掉落至收集箱5内,完成成型件的下料。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。