1.本发明涉及一种保护器双金属片冲压装置,属于金属加工技术领域。
背景技术:
2.双金属片被广泛用在继电器,开关,控制器等上面,断路器热过载保护的工作原理就是利用双金属的受热弯曲特性,双金属片是由二种或多种具有合适性能的金属或其它材料所组成的一种复合材料,双金属片也称热双金属片,由于各组元层的热膨胀系数不同,当温度变化时,主动层的形变要大于被动层的形变,从而双金属片的整体就会向被动层一侧弯曲,则这种复合材料的曲率发生变化从而产生形变。
3.因此在双金属片的冲压加工过程中需要对冲压模具进行及时充分的冷却,而随着冲压模具的高频次快速加工,模具的散热效果并不理想,导致上下模的温度差异大,容易导致双金属片的带料在加工过程中出现变形或分离,从而影响双金属片在后续使用过程中的精准度,且市场上的金属冲压装置使用过程中冲压头对金属板进行加工过程中夹紧装置对金属夹紧不够充分,金属在冲压过程中容易发生摆动,导致金属加工精度不高。
4.因此我们对此做出改进,提出一种保护器双金属片冲压装置。
技术实现要素:
5.(一)本发明要解决的技术问题是:模具的散热效果并不理想,导致上下模的温度差异大,容易导致双金属片的带料在加工过程中出现变形或分离、夹紧装置对金属夹紧不够充分,金属在冲压过程中容易发生摆动,导致金属加工精度不高。
6.(二)技术方案为了实现上述发明目的,本发明提供了一种保护器双金属片冲压装置,包括底座,所述底座的上端固定安装有冲压驱动机构,所述冲压驱动机构的下方内部架设安装有啮合连接的上模架和下模架,所述上模架包括第一滚筒,所述第一滚筒的两端连接有同侧的第一夹紧环,且两个第一夹紧环的一侧连接有第一齿轮,所述第一齿轮的中部开设有滑槽,所述滑槽的内部连接有伸缩杆,所述伸缩杆与上模块连接,所述第一滚筒为正六边形棱柱,且所述第一滚筒的六个侧面中部均开设有安装槽,所述下模架包括第二滚筒,所述第二滚筒的两端连接有同侧的第二夹紧环,且两个第二夹紧环的外侧连接有第二齿轮,所述第二滚筒为与第一滚筒一致的正六边形棱柱,且所述第二滚筒的外侧套接有橡胶垫,且所述橡胶垫的外侧面连接有绑绳,所述下模架的外侧一端连接有伺服电机,所述上模架的内部套接有上模块,所述上模块包括大小形状均一致的三个第一冲压块和三个第二冲压块,三个所述第一冲压块和三个第二冲压块的两端均连接有压杆,且三个所述第一冲压块和三个第二冲压块的内部均连接有连接杆,所述下模架的内部套接有下模块,所述上模块安装在下模块的正上方,所述下模块包括冲切板,所述冲切板的中部贯穿开设有冲切槽,所述冲切槽的内壁设置有砂板,所述冲压驱动机构的下压动作带动上模块和下模块完成冲切,所述上模块冲压过程中对下模块底部冲切成形的双金属片进行弹出下料,所述下模块下料过程中对
双金属片的边缘进行打磨加工。
7.其中,所述冲压驱动机构包括支撑架,所述支撑架的内部固定连接有连接柱,所述连接柱的底部固定连接有固定架,所述连接柱的中部外侧套接有压板,且所述压板的上方两侧与支撑架之间固定连接有液压推杆,所述压板和固定架的中部固定连接有吹气筒。
8.其中,所述第一冲压块与第二冲压块尾端相连形成中部窄两端粗的漏斗状。
9.其中,所述吹气筒的底部设有鸭嘴状吹气嘴,且所述吹气筒的数量为五个,五个所述吹气筒沿着固定架并排安装。
10.其中,所述绑绳为橡胶圆环环绕连接在橡胶垫的表面,且所述橡胶垫和绑绳的表面具有弹力。
11.其中,所述安装槽的两长边外侧均固定连接有毛刷,所述毛刷的长度值大于上模块的最小伸出长度。
12.(三)有益效果本发明所提供的一种保护器双金属片冲压装置,其有益效果是:1、通过将上模块和下模块安装在上模架和下模架的内部,且上模块包括固定连接的第一冲压块和第二冲压块,且第一冲压块、第二冲压块的两端均连接有压杆,并通过压杆与上方压板进行上下移动带动,第一冲压块和第二冲压块完成冲压,并随着上模架和下模架的啮合进行转动,带动上模块和下模块滚动换位,替换冲压加工的位置,便于增加加工后的上模块和下模块的冷却时长,使上模块和下模块充分在高频的冲压工作过程中进行充分冷却,避免上模块和下模块在进行加工过程中上下模温度不同导致双金属出现弯曲形变。
13.2、通过六个旋角为六十度的弧形冲切板,并在冲切板的中部的冲切槽内壁设置砂板,在冲压过程中对下模块底部冲切成形的双金属片进行弹出下料过程中通过砂板对冲切后的双金属片边缘进行打磨,去除双金属片在冲切过程中边缘产生的毛刺,避免双金属片在运输或使用过程中出现割手现象。
14.3、通过第二滚筒的外侧套接下模块,且下模块和下模架的夹层中设置橡胶垫,橡胶垫的外表面连接有绑绳,通过绑绳和橡胶垫对下模块开孔内部的填充,便于通过橡胶垫和绑绳对下模块冲压过程中进行工件的支持,便于工件在下模块的槽孔内部进行成形,且成形后的双金属片嵌合在下模块的槽孔内部,并随着下模架进行转动,当上模块对下模块上的其他槽孔进行冲压挤压时橡胶垫和绑绳的不同位置产生形变,使橡胶垫和绑绳将上一个槽孔内部成形的双金属片弹出,便于装置的下料,无需人工清理,工作效率高。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
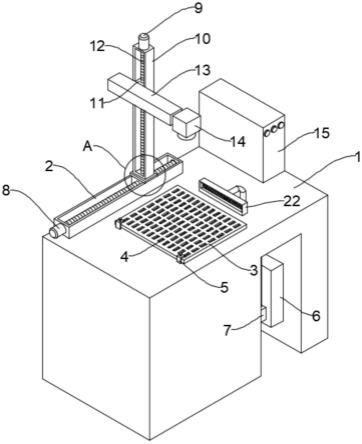
16.图1为本技术提供的一种保护器双金属片冲压装置的结构示意图;图2为本技术提供的一种保护器双金属片冲压装置的冲压驱动机构示意图;图3为本技术提供的一种保护器双金属片冲压装置的上模架、下模架安装示意图;图4为本技术提供的一种保护器双金属片冲压装置的上模架示意图;
图5为本技术提供的一种保护器双金属片冲压装置的下模架示意图;图6为本技术提供的一种保护器双金属片冲压装置的上模块示意图;图7为本技术提供的一种保护器双金属片冲压装置的第一冲压块示意图。
17.图中:1、底座;2、冲压驱动机构;21、支撑架;22、压板;23、液压推杆;24、固定架;25、吹气筒;26、连接柱;3、上模架;31、第一滚筒;32、第一夹紧环;33、第一齿轮;34、滑槽;35、伸缩杆;36、安装槽;37、毛刷;4、下模架;41、第二滚筒;42、第二夹紧环;43、第二齿轮;44、橡胶垫;45、绑绳;5、上模块;51、第一冲压块;52、第二冲压块;53、连接杆;54、压杆;6、下模块;61、冲切板;62、冲切槽;63、砂板;7、伺服电机。
具体实施方式
18.下面结合说明书附图和实施例,对本发明的具体实施方式做进一步详细描述。以下实施例仅用于说明本发明,但不能用来限制本发明的范围。
19.如图1-图7所示,本实施方式提出一种保护器双金属片冲压装置,包括底座1,底座1的上端固定安装有冲压驱动机构2,冲压驱动机构2的下方内部架设安装有啮合连接的上模架3和下模架4,下模架4的外侧一端连接有伺服电机7,为了实现冲切位置的改变,伺服电机7在一次冲压完成后,冲压驱动机构2的压板22向上运动时,需要驱动下模架4转动一定的角度,下模架4通过齿轮驱动上模架3转动一定角度,从而实现冲切位置的改变,上模架3的内部套接有上模块5,下模架4的内部套接有下模块6,上模块5安装在下模块6的正上方,上模块5的两端与冲压驱动机构2进行连接,冲压驱动机构2的下压动作带动上模块5和下模块6完成冲切,上模块5在冲压过程中对下模块6底部冲切成形的双金属片进行弹出下料,下模块6下料过程中对双金属片的边缘进行打磨加工。
20.冲压驱动机构2包括支撑架21,支撑架21的内部固定连接有固定架24,固定架24的中部套接有压板22,且压板22的上方两侧与支撑架21之间固定连接有液压推杆23,压板22和固定架24的中部固定连接有吹气筒25,固定架24通过连接柱26与支撑架21保持固定距离,而压板22套接在连接柱26的外侧,通过液压推杆23带动压板22沿着连接柱26上下滑动,固定架24的两端与压板22之间间隔有一定的距离,液压推杆23带动压板22在固定架24的上方进行上下摆动,使压板22在上下摆动的过程中与固定架24之间存在相对运动,带动压板22对上模块5进行按压,使上模块5进行冲压作业,且带动吹气筒25进行充放气,通过吹气筒25进行上模块5表面的风冷和除尘,便于上模块5的使用。
21.上模架3包括第一滚筒31,第一滚筒31的两端连接有同侧的第一夹紧环32,且两个第一夹紧环32的一侧连接有第一齿轮33,第一齿轮33的中部开设有滑槽34,且滑槽34的内部连接有伸缩杆35,伸缩杆35与上模块5连接,伸缩杆35将压杆54连接在滑槽34的内部,当压板22对上模块5进行冲压后,伸缩杆54推动压杆54向上弹起,将上模块5整体复位,使上模块5重复的进行加工,第一滚筒31为正六边形棱柱,且第一滚筒31的六个侧面中部均开设有安装槽36,第一滚筒31通过六个安装槽36的开设对上模块5进行安装,并保证上模块5在使用过程中的稳定,避免上模块5出现晃动。
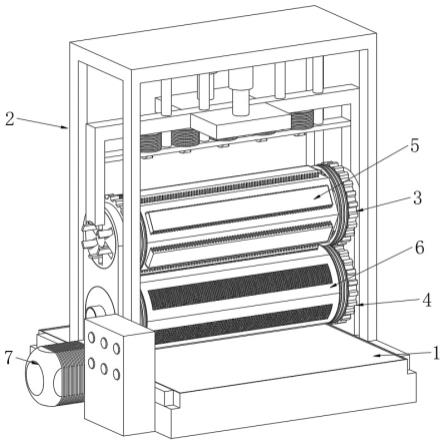
22.下模架4包括第二滚筒41,第二滚筒41的两端连接有同侧的第二夹紧环42,且两个第二夹紧环42的外侧连接有第二齿轮43,第二滚筒41为与第一滚筒31一致的正六边形棱柱,且第二滚筒41的外侧套接有橡胶垫44,且橡胶垫44的外侧面连接有绑绳45,第二滚筒41
的两端通过第二夹紧环42和第二齿轮43与第一夹紧环32和第一齿轮33进行咬合,且第二夹紧环42和第一夹紧环32之间对金属带材进行边缘的夹持固定,便于带动金属带材按照与上模块5的冲压速度一致的速度进行传送,提高金属带材冲压加工的稳定,且第二齿轮43与第一齿轮33之间的啮合保证上模架3和下模架4内部安装的上模块5和下模块6稳定且精准的进行加工,避免装置出现晃动和滑动。
23.上模块5包括大小形状均一致的三个第一冲压块51和三个第二冲压块52,三个第一冲压块51和三个第二冲压块52的两端均连接有压杆54,且三个第一冲压块51和三个第二冲压块52的内部均连接有连接杆53,下模块6包括冲切板61,冲切板61的中部贯穿开设有冲切槽62,冲切槽62的内壁设置有砂板63,通过设置第一冲压块51、第二冲压块52和冲切槽62配合安装,使上模块5和下模块6之间进行啮合转动过程中保证等速的啮合转动,便于在装置冲压过程中更换冲模,并增加冲模冲压后的冷却时长,避免冲模高频次冲压摩擦生热影响双金属片的质量,便于进行双金属片的高效率高质量加工,并通过冲切槽62内壁设置的砂板63对冲切后的双金属片边缘进行打磨,去除双金属片在冲切过程中边缘产生的毛刺,避免双金属片在运输或使用过程中出现割手现象。
24.第一冲压块51与第二冲压块52尾端相连形成中部窄两端粗的漏斗状,将第一冲压块51和第二冲压块52进行连接,便于通过压板22带动压杆54进行下压,使第一冲压块51和第二冲压块52成组的进行移动,增加第一冲压块51、第二冲压块52冲压作业过程中的冷却时长,便于装置的高效率高质量加工。
25.吹气筒25的底部设有鸭嘴状吹气嘴,且吹气筒25的数量为五个,五个吹气筒25沿着固定架24并排安装,吹气筒25的设置便于通过液压推杆23带动压板22上下交替运动带动吹气筒25不断的充气放气,对上模块5的上表面进行吹气冷却,便于对上模块5进行持续不断的进行冷却和除尘,避免灰尘的附着。
26.绑绳45为橡胶圆环环绕连接在橡胶垫44的表面,且橡胶垫44和绑绳45的表面具有弹力,绑绳45和橡胶垫44的设置便于对下模块6开槽底面进行垫放和填充,便于对双金属片在下模块6内部成形过程中的支持,且当上模块5对橡胶垫44和绑绳45的其他位置进行挤压时可通过橡胶垫44和绑绳45的弹性将之前的双金属片弹出下料,便于对装置进行清理,保证装置的使用稳定。
27.安装槽36的两长边外侧均固定连接有毛刷37,毛刷37的长度值大于上模块5的最小伸出长度,毛刷37的安装便于在上模块5缩起状态时对上模块5的两侧进行清理,避免灰尘附着在上模块5的表面,保证上模块5的表面洁净,避免杂质灰尘及金属碎片的附着影响装置的加工精度。
28.具体的,本保护器双金属片冲压装置在使用时:上模架3的内部安装有上模块5,啮合安装在上模架3下方的下模架4外部套接有下模块6,上模块5和下模块6分别随着上模架3和下模架4的咬合转动进行转动,并通过液压推杆23带动压板22向下弹出,对上模块5进行冲压,进行圆周轮换的方式进行冲切加工,并在冲压的过程中对下模架4内部的橡胶垫44和绑绳45进行挤压形变,使橡胶垫44和绑绳45底部张紧,将下模块6下方开口内部的工件弹出,便于工件的自动下料,且弹出下料的过程中,通过冲切槽62内壁设置的砂板63对冲切后的双金属片边缘进行打磨,去除双金属片在冲切过程中边缘产生的毛刺,避免双金属片在运输或使用过程中出现割手现象,且在液压推杆23带动压板22向下冲压的过程中对压板22
和固定架24中部安装的吹气筒25进行挤压,将吹气筒25内部的空气挤出,通过吹气筒25底部的出气嘴对上模块5的上方进行吹气冷却并清除上模块5表面灰尘和杂质,便于上模块5的连续性加工。
29.以上实施方式仅用于说明本发明,而非对本发明的限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。