al-mg系铝合金板材、其制备方法和应用
技术领域
1.本发明涉及铝合金材料加工领域,具体而言,涉及一种al-mg系铝合金板材、其制备方法和应用。
背景技术:
2.汽车行业的发展给能源和环境带来了巨大压力。在保证汽车强度和安全性能的前提下,尽可能地降低汽车整体质量,可以有效减少燃料消耗,降低尾气污染。铝合金以其较高的强度、刚度、良好的加工成形性以及较高的再回收率,成为汽车轻量化最理想的材料。
3.al-mg铝合金是重要的车身结构件和覆盖件内板材料,既要求具有良好的力学性能,也要求具有良好的耐晶间腐蚀性能和磷化性能。磷化是铝合金材料在电泳、喷漆涂装之前的重要前处理工序,通过磷化处理可以使铝合金表面形成致密的磷化膜,一方面,增加了与漆膜的接触面积,提升了漆膜结合能力;另一方面,提升了基体铝材的耐腐蚀性能。
4.近年来围绕着铝合金汽车板材的磷化处理工艺进行了大量研究。cn 107245708a与cn105543833a均提出了一种铝合金材料表面磷化处理工艺或方法,但均是从磷化工艺的角度出发,未结合铝合金板材的制备工艺。cn 113322455a提供了一种用于铝硅合金表面黑色磷化的磷化试剂和磷化方法,提出了一种不含重金属离子的铝磷化液,并优化了相应的磷化工艺,免去了表面调整,并获得外观为黑色的磷化效果,但该发明仅适用于铝硅合金。cn 108103367a是提出了一种汽车车身用铝合金板材及制备方法,也具有一定的磷化性能,但是其主要针对的是6
×××
铝合金板材。
5.上述方案主要着眼于磷化处理工艺,对铝合金板材的抗腐蚀能力有一定帮助,但是仍有很大的改善空间,以满足汽车板材的安全性和稳定性需求。
技术实现要素:
6.本发明的主要目的在于提供一种al-mg系铝合金板材、其制备方法和应用,以解决现有技术中汽车用铝合金板材磷化性能和抗晶间腐蚀性能不足的问题。
7.为了实现上述目的,根据本发明的一个方面,提供了一种al-mg系铝合金板材的制备方法,该制备方法包括:步骤s1,将合金原料依次进行熔炼和铸造,得到铝合金铸锭;合金原料包括按质量百分比计的如下组分:si含量≤0.4%;fe含量≤0.4%;mn含量0.2%~0.5%;mg含量2.2%~6.0%;cr含量≤0.3%;cu含量0.05%~0.5%,余量为al及杂质,且杂质总量低于0.15wt%,每种杂质元素含量低于0.05wt%;步骤s2,将铝合金铸锭进行两级均匀化处理,得到均匀化铝合金铸锭;步骤s3,将均匀化铝合金铸锭依次进行热轧、一次冷轧、中间退火、最终冷轧和成品退火,得到铝合金板材。
8.进一步地,两级均匀化处理包括第一级均匀化处理和第二级均匀化处理,第一级均匀化处理的温度为380~460℃,第二级均匀化处理的温度为490~530℃。
9.进一步地,第一级均匀化处理的保温时间为2~8h,第二级均匀化处理的保温时间为2~8h。
10.进一步地,步骤s3中热轧后得到的热轧板的厚度为5.0-8.0mm。
11.进一步地,步骤s3中一次冷轧得到的板材厚度为1.6~5.0mm。
12.进一步地,步骤s3中中间退火包括:以20~50℃/h的速度将板材升温至300~350℃后保温2h以上。
13.进一步地,步骤s3中最终冷轧后得到的板材厚度为0.8~3.0mm。
14.进一步地,步骤s3中成品退火包括:以大于20℃/s的升温速度将板材升温至450~530℃后保温15s~5min进行连续退火,以大于10℃/s的速度冷却。
15.进一步地,步骤s3还包括,成品退火后进行矫直,矫直量为0.5~1%。
16.进一步地,步骤s4,将铝合金板材进行磷化处理,磷化处理包括依次进行的脱脂、水洗、表调、磷化、最终水洗。
17.进一步地,脱脂包括,用质量百分比为3~5%的碱性脱脂剂和0.6~1%的表面活性剂的混合液,在45~55℃下处理1~10min;和/或,水洗和最终水洗包括,用水清洗1~5min,清洗温度20~30℃;和/或,表调包括,用质量百分比为0.1~0.2%的多聚磷酸钛表调剂,处理0.5~5min,处理温度20~35℃;和/或,磷化包括,用质量百分比为4~5%的主成膜剂、2~3%的中和剂、0.1~0.2%的促进剂、0.1~0.5%的锰添加剂、0.1~0.5%的镍添加剂、0.5~1%的氟硅酸盐和0.1~0.5%的氟离子添加剂组成的混合液处理3~5min,处理温度为40~60℃,混合液的游离酸点1.5~2.0,总酸点25~30,氟离子浓度150~200ppm,促进剂气点2~4。
18.根据本发明的另一方面,提供了一种al-mg系铝合金板材,该al-mg系铝合金板材由上述任一种的制备方法制备得到。
19.根据本发明的又一方面,提供了一种上述的al-mg系铝合金板材在车身结构件和/或覆盖件内板的应用。
20.应用本发明的技术方案,通过优化al-mg系铝合金板材各组分尤其是微量元素cu含量,以及均匀化退火工艺,提高了材料的磷化反应活性,促进表面磷化膜致密、均匀生长;同时提供了良好的抗晶间腐蚀性能,保证合金晶间腐蚀性能满足主机厂认证要求。
附图说明
21.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明实施例1和比较例1制备的al-mg系铝合金板材水煮试验后的宏观形貌;图2为本发明实施例1和比较例1制备的al-mg系铝合金板材极化曲线测试结果;图3为本发明实施例1和比较例1制备的al-mg系铝合金板材磷化膜sem扫描照片;图4为本发明实施例4和比较例3制备的al-mg系铝合金板材经过195℃-45min敏化后金相组织。
具体实施方式
22.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相
互组合。下面将参考附图并结合实施例来详细说明本发明。
23.如背景技术所分析的,现有技术中存在汽车用铝合金板材磷化性能和抗晶间腐蚀性能不足的问题,为了解决该问题,本技术提供了一种al-mg系铝合金板材、其制备方法和应用。
24.根据本技术的一种典型的实施方式,提供了一种al-mg系铝合金板材的制备方法,该制备方法包括:步骤s1,将合金原料依次进行熔炼和铸造,得到铝合金铸锭;合金原料包括按质量百分比计的如下组分:si含量≤0.4%;fe含量≤0.4%;mn含量0.2%~0.5%;mg含量2.2%~6.0%;cr含量≤0.3%;cu含量0.05%~0.5%,余量为al及杂质,且杂质总量低于0.15wt%,每种杂质元素含量低于0.05wt%;步骤s2,将铝合金铸锭进行两级均匀化处理,得到均匀化铝合金铸锭;步骤s3,将均匀化铝合金铸锭依次进行热轧、一次冷轧、中间退火、最终冷轧和成品退火,得到铝合金板材。
25.本技术提供的al-mg系铝合金板材制备方法,通过优化各组分尤其是微量元素cu含量,以及均匀化退火工艺,提高了材料的磷化反应活性,促进表面磷化膜致密、均匀生长;同时提供了良好的抗晶间腐蚀性能,保证合金晶间腐蚀性能满足主机厂认证要求。
26.上述两级均匀化处理有利于改善铸造过程中形成的不均匀结晶组织,提高铝合金板材轧制后的性能,具体操作方式可以参考现有技术,本技术通过两级均匀化处理,对于制备的al-mg系铝合金板材的磷化性能改善较为明显。在本技术的一些典型的实施方式中,两级均匀化处理包括第一级均匀化处理和第二级均匀化处理,第一级均匀化处理的温度为380~460℃,第二级均匀化处理的温度为490~530℃,在该处理温度下,均匀化处理效果的提升尤为明显。优选的,第一级均匀化处理的保温时间为2~8h,第二级均匀化处理的保温时间为2~8h。
27.上述步骤s3中,将经均匀化处理的铝合金铸锭依次进行热轧、一次冷轧、中间退火、最终冷轧和成品退火,得到铝合金板材,本领域的技术人员可以容易的根据现有技术确定各步骤的实施方法和参数指标。以热轧为例,可以采用一个道次,也可以采用多个道次,优选的,热轧后得到的热轧板的厚度为5.0-8.0mm。热轧后进行一次冷轧,优选的,一次冷轧后得到的板材厚度为1.6~5.0mm。冷轧得到的板材经中间退火后进行最终冷轧,在一些实施例中,最终冷轧后得到的板材厚度为0.8~3.0mm。最终冷轧之后需要进行成品退火,提高铝合金板材的塑形和韧性。
28.在一些典型的实施例中,上述步骤s3中,中间退火包括:以20~50℃/h的速度将板材升温至300~350℃后保温2h以上,中间退火的温度较低,主要作用在于消除加工硬化,以便后续冷加工的顺利进行。成品退火包括:以大于20℃/s的升温速度将板材升温至450~530℃后保温15s~5min进行连续退火,以大于10℃/s的速度冷却,有利于形成适宜的织构,成品退火的温度较高,主要实现板材完全再结晶及调整晶粒组织和第二相回溶析出行为,进一步提高材料的磷化反应活性和抗晶间腐蚀性能。
29.在一些实施例中,步骤s3还包括,成品退火后进行矫直,矫直量为0.5~1%,便于后续的磷化处理和使用。
30.在一些实施例中,本技术的al-mg系铝合金板材的制备方法还包括磷化处理步骤,即步骤s4,将铝合金板材进行磷化处理,磷化处理包括依次进行的脱脂、水洗、表调、磷化、最终水洗,采用上述磷化方法可以使采用本技术的al-mg系合金板材的制备方法制备得到
的铝合金板材表面的磷化膜覆盖更为完整,具有更高的覆盖度和更适宜的磷化结晶体尺寸,且结晶体分布均匀,无粗大现象。
31.上述磷化处理中的脱脂过程,优选用质量百分比为3~5%的碱性脱脂剂和0.6~1%的表面活性剂的混合液,在45~55℃下处理1~10min;水洗和最终水洗包括,用水清洗1~5min,清洗温度20~30℃;上述表调优选用质量百分比为0.1~0.2%的多聚磷酸钛表调剂,处理0.5~5min,处理温度20~35℃。
32.在一些优选的实施例中,用质量百分比为4~5%的主成膜剂、2~3%的中和剂、0.1~0.2%的促进剂、0.1~0.5%的锰添加剂、0.1~0.5%的镍添加剂、0.5~1%的氟硅酸盐和0.1~0.5%的氟离子添加剂组成的混合液对铝合金板材进行磷化处理,处理时间3~5min,处理温度为40~60℃,优选的,述混合液的游离酸点1.5~2.0,总酸点25~30,氟离子浓度150~200ppm,促进剂气点2~4。
33.根据本技术的另一种典型的实施方式,提供了一种al-mg系铝合金板材,该al-mg系铝合金板材由上述任一种的制备方法制备得到,该铝合金板材通过对材料成分和制备工艺的结合,具有优异的磷化性能和良好的抗晶间腐蚀能力。
34.根据本技术的又一种典型的实施方式,提供了一种上述al-mg系铝合金板材在车身结构件和/或覆盖件内板的应用,不仅发挥了铝合金板材高的度、刚度和良好的加工成形性,而且具有良好的耐晶间腐蚀性能和磷化性能。
35.下面将结合实施例和对比例进一步说明本技术可以实现的有益效果。
36.实施例1al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.14%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为450℃保温3h,之后530℃保温3h;之后热轧至5mm厚;将热轧板冷轧至4mm,进行中间退火,以30℃/h速度升温至350℃,保温2h,出炉空冷至室温;然后再进行后续冷轧,获得2mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在530℃下保温30s后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
37.将制备得到的铝合金成品板材按照如下方法进行水煮实验:样品尺寸为100mm
×
40mm,先将表面用丙酮或酒精清洗油污,再用5% naoh 溶液清洗1min,水洗后浸入30%hno3溶液清洗30s,纯水洗净后室温干燥,再将试样在90℃水浴锅加热15min,取出后清洗烘干。水煮实验后的宏观形貌如图1所示的右侧图片,其中,图片左边较宽的部分为水煮的部分,从图片中可以看出水煮后明显变色。水煮实验能初步判断铝合金材料的表面活性,变色越明显,表面活性越高,磷化反应活性越高。
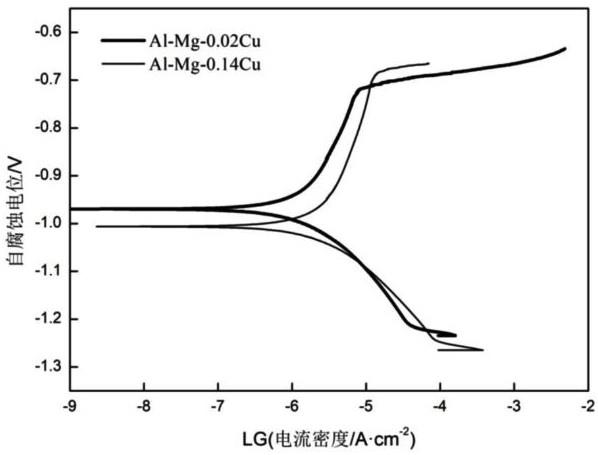
38.将制备得到的铝合金成品板材按照如下方法进行极化曲线测试:样品尺寸为20mm
×
40 mm,对试验面进行打磨、抛光后,进行清洗和干燥处理。试验采用三电极系统,以铝合金试样为工作电极,铂片为辅助电极,饱和甘汞电极为参比电极,试验溶液为3.5% nacl溶液,电位扫描速率为1 mv/s,扫描范围-1.6~0.4 v,测试结果如图2所示。
39.实施例2al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.14%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造
出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为430℃保温5h,之后520℃保温5h;之后热轧轧至6mm厚;将热轧板冷轧至4mm,进行中间退火,以30℃/h速度升温至330℃,保温4h,出炉空冷至室温;然后再进行后续冷轧,获得1.5mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在500℃下保温2min后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
40.实施例3al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.45%;mg:2.7%;cr:0.25%;cu:0.43%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为400℃保温8h,之后490℃保温8h;之后热轧至5mm厚;将热轧板冷轧至4mm,进行中间退火,以20℃/h速度升温至300℃,保温6h,出炉空冷至室温;然后再进行后续冷轧,获得0.8mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在450℃下保温2min后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
41.实施例4al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.45%;mg:2.7%;cr:0.25%;cu:0.43%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为440℃保温5h,之后510℃保温5h;之后热轧至6mm厚;将热轧板冷轧至4mm,进行中间退火,以30℃/h速度升温至330℃,保温4h,出炉空冷至室温;然后再进行后续冷轧,获得2.5mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在500℃下保温2min后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
42.对制备得到的铝合金成品板材进行金相组织检测,检测方法为:沿板材厚度方向制备金相试样,经打磨、抛光后,采用keller试剂腐蚀20~50s后在金相显微镜下观察。检测结果如图3右侧所示。
43.实施例5与实施例2的不同之处在于,al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.06%,余量为al。
44.实施例6与实施例3的不同之处在于,al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.45%;mg:2.7%;cr:0.25%;cu:0.5%,余量为al。
45.实施例7与实施例1的不同之处在于,均匀化处理工艺为350℃保温3h,之后430℃保温3h。
46.实施例8与实施例1的不同之处在于,均匀化处理工艺为500℃保温3h,之后550℃保温3h。
47.实施例9与实施例1的不同之处在于,均匀化工艺为450℃保温2h,之后530℃保温2h。
48.比较例1al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.02%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造
出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为450℃保温3h,之后530℃保温3h;之后热轧至5mm厚;将热轧板冷轧至4mm,进行中间退火,以30℃/h速度升温至350℃,保温2h,出炉空冷至室温;然后再进行后续冷轧,获得2mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在530℃下保温30s后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
49.与实施例1采用相同的方法进行水煮实验,实验后的宏观形貌如图1的左侧图片,图片左边为水煮的部分。并且,按照实施例1相同的方法进行了极化曲线测试,测试结果如图2所示。
50.比较例2al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.75%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为450℃保温3h,之后530℃保温3h;之后热轧至5mm厚;将热轧板冷轧至4mm,进行中间退火,以30℃/h速度升温至350℃,保温2h,出炉空冷至室温;然后再进行后续冷轧,获得2mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在530℃下保温30s后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
51.比较例3al-mg合金按质量百分比计:si:0.25%;fe:0.4%;mn:0.3%;mg:4.5%;cr:0.1%;cu:0.43%,余量为al。按如上合金成分配比进行熔炼,熔体经精炼处理后利用半连铸设备铸造出铸锭;将铸锭经切头、铣面后进行均匀化处理,均匀化工艺为530℃,保温8h;之后热轧至5mm厚;将热轧板冷轧至4mm,进行中间退火,以20℃/h速度升温至300℃,保温6h,出炉空冷至室温;然后再进行后续冷轧,获得0.8mm厚度冷轧板,之后进行成品退火处理,在连退线上以30℃/s的升温速率,在450℃下保温2min后水淬,以20℃/s的速度冷却。最后在矫直机上矫直,矫直量为1%。
52.比较例4与比较例3的不同之处在于,均匀化工艺的温度为430℃,保温8h。
53.将如上工艺制备的板材进行磷化性能和晶间腐蚀性能评价,具体方法如下:一、磷化性能评价:磷化工艺由5个工序组成,包括脱脂水洗、表调、磷化、水洗。
54.脱脂:用质量百分比为5%的碱性脱脂剂和1%的表面活性剂的混合液,处理5min,脱脂温度50℃。
55.水洗:用自来水清洗3min,清洗温度25℃。
56.表调:用质量百分比为0.2%的多聚磷酸钛表调剂,处理3min,表调温度30℃。
57.磷化:用质量百分比为5%的主成膜剂、2.5%的中和剂、0.2%的促进剂、0.3%的锰添加剂、0.3%的镍添加剂、0.75%的氟硅酸盐和0.3%的氟离子添加剂组成的混合液,游离酸点1.8,总酸点30,氟离子浓度180ppm,促进剂气点3,磷化温度50℃,处理5min。
58.水洗:用自来水清洗3min。清洗温度25℃。
59.对磷化后的表面进行sem检测,对选定区域进行磷化膜覆盖度统计测量,并测量磷化结晶体尺寸。
60.评价标准:磷化膜覆盖度≥95%,磷化膜结晶体尺寸为2~8μm为合格。
61.上述实施例1和比较例1制备的al-mg系铝合金板材按上述步骤磷化后,进行sem扫描,扫描照片如图3所示。
62.二、晶间腐蚀性能评价:试样处理:1、试样尺寸:50mm
×
30mm
×
厚度,表面用2000#砂纸打磨光滑;2、试验前将试样依次进行如下处理:丙酮清洗;5%naoh溶液、80℃清洗1min;水洗;70%hno3溶液清洗30s;去离子水清洗;丙酮清洗;室温干燥;称量腐蚀前的重量m0(
±
0.1mg)。3、将试样在(30.0
±
0.2)℃、70%hno3溶液中浸泡24h
±
15min,烧杯容量150ml,薄膜封口(容量/面积比>3ml/cm2),每个烧杯放置一个试样。4、试样取出后依次进行如下处理:自来水清洗(或浸泡30min),冲洗过程用中硬度牙刷去除残留物;蒸馏水清洗;丙酮清洗 10min丙酮超声清洗;室温干燥;称重(
±
0.1mg)并记录腐蚀后的重量m1。
63.评价标准:根据腐蚀失重评估晶间腐蚀,原始状态板材质量损失《3mg/cm2为合格;195℃-45min敏化处理板材质量损失《30mg/cm2为合格。其中,实施例4和比较例3制备的al-mg系铝合金板材经过195℃-45min敏化处理后的金相组织如图4所示。
64.表1铝合金板材性能测试结果从以上的描述中,可以看出,本技术提供的al-mg系铝合金板材制备方法,通过优化各组分尤其是微量元素cu含量,以及均匀化退火工艺,提高了材料的磷化反应活性,促进表面磷化膜致密、均匀生长;同时提供了良好的抗晶间腐蚀性能,保证合金晶间腐蚀性能满足主机厂认证要求。
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。