1.本发明涉及金粉成型生产技术领域,尤其涉及一种金粉成型全自动工业生产线。
背景技术:
2.金具有特殊的理化性质及良好的工艺性,在电子、通讯、宇航、化工等工业和现代高新技术产业中得到了广泛应用。近年来,随着电子技术的快速发展,传统的无定形金粉已无法完全满足开发高端电子浆料的要求,微米级单分散金粉作为一种专门针对高端金基电子浆料开发的基础材料受到了广泛关注。然而,这种微米级金粉在分散状态不便储存与运输,需要先将其进行固化定型存储。
3.目前,针对这种微米级金粉的成型大多由人工生产操作,不仅需要耗费大量的人力物力,生产过程中还会产生不可避免的人为误差,从而降低金粉成型的效率和质量。针对其他类型粉体的成型虽有相应的自动化成型装置,但其难以满足微米级金粉的成型要求。例如,公开号为cn113290240a的专利提供了一种全自动合金粉末成型机,包括成型装置和上下料装置,成型装置又包括机体、送粉机构、多工位一体成型模具和模具驱动机构,通过模具驱动机构的液压驱动组件对多工位一体成型模具的上模结构和下模结构进行驱动,即可对合金粉末进行压制成型。这种方式虽然能够对合金粉末进行自动成型,但为了保证成型效果,需要使用较大的压力对其进行压制,而过大的压力将影响微米级单分散金粉的结构,导致成型后的金粉难以恢复原始的形态及分散状态,无法满足微米级单分散金粉的成型要求。
4.有鉴于此,有必要设计一种适用于微米级单分散金粉的金粉成型全自动工业生产线,以解决上述问题。
技术实现要素:
5.针对上述现有技术的缺陷,本发明的目的在于提供一种金粉成型全自动工业生产线,在保证金粉形态的同时实现金粉成型全过程的自动化生产,提高金粉成型效率及金粉成型质量。
6.为实现上述目的,本发明提供了一种金粉成型全自动工业生产线,包括依次连接的混胶机、粉片金成型机、成型输送线、干燥固化线和脱模收集线;所述混胶机的第一进料口通过胶体计量泵与胶体储罐连通,所述混胶机的第二进料口与金粉定量分装机连通;所述粉片金成型机内设置有用于检测成型质量的视觉相机以及用于装载金粉胶体的模具料盘,经所述视觉相机检测合格后,所述模具料盘依次经所述成型输送线、所述干燥固化线输送至所述脱模收集线,进行产品脱模与收集。
7.作为本发明的进一步改进,所述粉片金成型机包括机体、设置于所述机体内的三维滴加成型器、设置于所述三维滴加成型器上方的所述视觉相机、与所述三维滴加成型器和所述视觉相机分别通过信号连接的控制系统;所述控制系统根据所述视觉相机采集的信息控制所述三维滴加成型器的运行。
8.作为本发明的进一步改进,所述三维滴加成型器包括与所述控制系统信号连接的控制机构以及与所述混胶机的出料口连通的出料针管;所述控制机构为气动控制机构、泵送控制机构、阀门控制机构中的一种,用于对所述出料针管的出料状态进行控制。
9.作为本发明的进一步改进,所述成型输送线包括第一倍速链输送机、设置于所述第一倍速链输送机的输入端的气动托举器、设置于所述第一倍速链输送机的输出端的第一阻挡气缸;所述第一倍速链输送机的输入端位于所述粉片金成型机内,所述第一倍速链输送机的输出端与所述干燥固化线的输入端连接。
10.作为本发明的进一步改进,所述气动托举器位于所述三维滴加成型器的下方,用于托举所述模具料盘;当所述气动托举器将所述模具料盘托举至预定高度时,所述控制系统控制所述三维滴加成型器开始运行,向所述模具料盘滴加预定量的金粉胶体;待所述三维滴加成型器完成滴加且所述视觉相机检测合格后,所述气动托举器下降,使所述模具料盘落至所述第一倍速链输送机上。
11.作为本发明的进一步改进,所述干燥固化线包括调温干燥室、设置于所述调温干燥室内的第二倍速链输送机、设置于所述第二倍速链输送机的输出端的第二阻挡气缸;所述调温干燥室中,与所述第二倍速链输送机的输入端对应的一侧设置有前置升降门,与所述第二倍速链输送机的输出端对应的一侧设置有后置升降门;所述调温干燥室内的温度由温控器进行控制,所述调温干燥室的顶部设置有排风器。
12.作为本发明的进一步改进,所述干燥固化线开始工作时,所述前置升降门开启,所述第一阻挡气缸下降,使所述模具料盘由所述第一倍速链输送机输送至所述第二倍速链输送机上,由所述第二阻挡气缸进行阻挡;待所述调温干燥室内的所述模具料盘达到上限后,所述第一阻挡气缸上升,所述前置升降门关闭,进行干燥固化;待所述干燥固化结束后,所述第二阻挡气缸下降,所述后置升降门开启,使所述模具料盘输送至所述脱模收集线。
13.作为本发明的进一步改进,所述脱模收集线包括第三倍速链输送机、设置于所述第三倍速链输送机的输出端的第三阻挡气缸、设置于所述第三倍速链输送机的中部的脱模气缸、与所述脱模气缸连接的脱模器、设置于所述第三倍速链输送机下方的产品收集箱以及设置于所述产品收集箱底部的计量秤;所述脱模器的脱模形式为振打、气吹、清扫、刮削中的一种或多种。
14.作为本发明的进一步改进,所述第一进料口和所述第二进料口上分别设置有胶体阀门和金粉阀门,所述混胶机的出料口通过胶体排放阀与所述粉片金成型机连通,所述混胶机的进气口通过气源阀门与压力气源连通。
15.作为本发明的进一步改进,所述模具料盘表面开设有预定形状和预定深度的模型孔。
16.本发明的有益效果是:1、本发明提供的金粉成型全自动工业生产线,通过设置混胶机,并使混胶机的第一进料口通过胶体计量泵与胶体储罐连通,同时使混胶机的第二进料口与金粉定量分装机连通,能够将金粉和胶体按照所需比例在混胶机中均匀混合,形成均匀性好的金粉胶体;该金粉胶体能够通过粉片金成型机滴加在模具料盘中,在不需要外力压制的条件下实现金粉成型,以保持金粉颗粒的形态;在此基础上,再将装载有金粉胶体的模具料盘输送至干燥固化线中,在智能控温的条件下进行固化,以使胶体充分挥发,在保证金粉固化定型的同时避
免胶体残留对金粉质量的影响,经后续脱模处理后即可得到便于存储的成型金粉。基于该生产线中各工序之间的协同作用,本发明生产得到的成型金粉不仅具有较好的外形一致性,其金粉颗粒的形态仍与其初始状态保持一致,且无胶体残留,在使用时置于溶剂中即可快速分散形成初始状态的微米级单分散金粉,以满足实际应用的需求。
17.2、本发明提供的金粉成型全自动工业生产线,通过在粉片金成型机内设置用于检测成型质量的视觉相机,以便及时作出调整,有效提高了金粉成型过程的可控性,以保证金粉的成型质量;同时,本发明中粉片金成型机与成型输送线之间的相互配合方式以及成型输送线、干燥固化线和脱模收集线之间的气动运动改向控制方式,在保证金粉成型过程全自动进行的同时也大幅提高了金粉成型的生产效率和成型质量,促进了金粉应用产业的发展。
附图说明
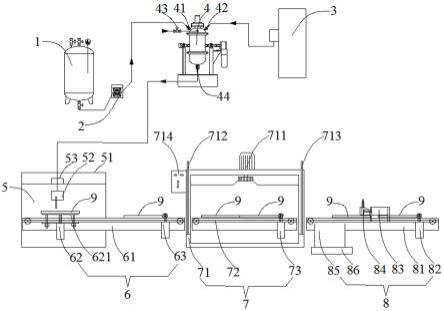
18.图1为本发明提供的金粉成型全自动工业生产线的结构示意图。
19.附图标记1、胶体储罐;2、胶体计量泵;3、金粉定量分装机;4、混胶机;41、胶体阀门;42、金粉阀门;43、气源阀门;44、胶体排放阀;5、粉片金成型机;51、机体;52、三维滴加成型器;53、视觉相机;6、成型输送线;61、第一倍速链输送机;62、气动托举器;621、托盘;63、第一阻挡气缸;7、干燥固化线;71、调温干燥室;711、排风器;712、前置升降门;713、后置升降门;714、温控器;72、第二倍速链输送机;73、第二阻挡气缸;8、脱模收集线;81、第三倍速链输送机;82、第三阻挡气缸;83、脱模气缸;84、脱模器;85、产品收集箱;86、计量秤;9、模具料盘。
具体实施方式
20.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本发明进行详细描述。
21.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
22.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
23.如图1所示,本发明提供了一种金粉成型全自动工业生产线,包括依次连接的混胶机4、粉片金成型机5、成型输送线6、干燥固化线7和脱模收集线8;所述混胶机4的第一进料口通过胶体计量泵2与胶体储罐1连通,所述混胶机4的第二进料口与金粉定量分装机3连通;所述粉片金成型机5内设置有用于检测成型质量的视觉相机53以及用于装载金粉胶体的模具料盘9,经所述视觉相机53检测合格后,所述模具料盘9依次经所述成型输送线6、所述干燥固化线7输送至所述脱模收集线8,进行产品脱模与收集。
24.如此设置,能够将金粉和胶体按照所需比例在混胶机4中均匀混合,形成均匀性好的金粉胶体;该金粉胶体能够通过粉片金成型机5滴加在模具料盘9中,在不需要外力压制
的条件下即可实现金粉成型,以保持金粉颗粒的形态;在此基础上,再将装载有金粉胶体的模具料盘9输送至干燥固化线7中,在智能控温的条件下进行固化,使胶体充分挥发,在保证金粉固化定型的同时避免胶体残留对金粉质量的影响,经后续脱模处理后即可得到便于存储的成型金粉。该成型金粉不仅具有较好的外形一致性,其金粉颗粒的形态仍与其初始状态保持一致,且无胶体残留,在使用时置于溶剂中即可快速分散形成初始状态的微米级单分散金粉,以满足实际应用的需求。
25.更具体地,在本发明的一些实施例中,所述第一进料口和所述第二进料口上分别设置有胶体阀门41和金粉阀门42,所述混胶机4的出料口通过胶体排放阀44与所述粉片金成型机5连通,所述混胶机的进气口通过气源阀门43与压力气源连通。如此设置,能够使预定量的胶体和金粉在混胶机4中混合均匀,再输入粉片金成型机5中进行成型。
26.所述粉片金成型机5包括机体51、设置于所述机体51内的三维滴加成型器52、设置于所述三维滴加成型器52上方的所述视觉相机53、与所述三维滴加成型器52和所述视觉相机53分别通过信号连接的控制系统,所述控制系统根据所述视觉相机53采集的信息控制所述三维滴加成型器52的运行。其中,所述三维滴加成型器52包括与所述控制系统信号连接的控制机构以及与所述混胶机4的出料口连通的出料针管;所述控制机构为气动控制机构、泵送控制机构、阀门控制机构中的一种,用于对所述出料针管的出料状态进行控制;所述模具料盘9表面开设有预定形状和预定深度的模型孔,该模型孔的形状和深度可以根据实际需要进行设置,本发明并不以此为限。
27.其具体控制方式为:先通过视觉相机53采集图像并传输至所述控制系统,通过图像分析判断模具料盘9的模型孔是否位于三维滴加成型器52的出料针管正下方,若模型孔偏离出料针管的正下方,则调整三维滴加成型器的位置直至模型孔位于出料针管正下方,以保证出料针管滴出的金粉胶体准确进入模型孔中;待确认模型孔位于出料针管正下方后,三维滴加成型器52的控制机构按照预设的程序将预定量的金粉胶体滴入模型孔内后自动停止,由视觉相机53采集图像后再通过图像分析确认金粉胶体已滴入模型孔中且达到了所需深度,则将其判定为合格;若金粉胶体未滴入模型孔中或未达到所需深度,则将其判定为不合格,发出提醒后由人工调试直至达到要求。
28.所述成型输送线6包括第一倍速链输送机61、设置于所述第一倍速链输送机61的输入端的气动托举器62、设置于所述第一倍速链输送机61的输出端的第一阻挡气缸63;所述第一倍速链输送机61的输入端位于所述粉片金成型机5内,所述第一倍速链输送机61的输出端与所述干燥固化线7的输入端连接。
29.所述气动托举器62位于所述三维滴加成型器52的下方,用于托举所述模具料盘9;当所述气动托举器62将所述模具料盘9托举至预定高度时,所述控制系统控制所述三维滴加成型器52开始运行,向所述模具料盘9滴加预定量的金粉胶体;待所述三维滴加成型器52完成滴加且所述视觉相机53检测合格后,所述气动托举器62下降,使所述模具料盘9落至所述第一倍速链输送机61上;之后再由人工或者机械手自动将下一个模具料盘9放置在气动托举器62的托盘621上,开始下一轮金粉胶体滴加工序。
30.所述干燥固化线7包括调温干燥室71、设置于所述调温干燥室71内的第二倍速链输送机72、设置于所述第二倍速链输送机72的输出端的第二阻挡气缸73;所述调温干燥室71中,与所述第二倍速链输送机72的输入端对应的一侧设置有前置升降门712,与所述第二
倍速链输送机72的输出端对应的一侧设置有后置升降门713;所述调温干燥室71内的温度由温控器714进行控制,所述调温干燥室71的顶部设置有排风器711。
31.所述干燥固化线7开始工作时,所述前置升降门712开启,所述第一阻挡气缸63下降,使完成金粉胶体滴加工序的满负荷的模具料盘9由所述第一倍速链输送机61输送至所述第二倍速链输送机72上,第二倍速链输送机72启动后即可将满负荷的模具料盘9移动至调温干燥室71内部,直至被所述第二阻挡气缸73阻挡;待所述调温干燥室71内的所述模具料盘9达到上限后,所述第一阻挡气缸63上升,所述前置升降门712关闭,按照温控器714设定的温度进行智能控温干燥固化,同时排风器711启动排气,以使金粉胶体中的胶体充分挥发;待所述干燥固化结束后,所述第二阻挡气缸73下降,所述后置升降门713开启,使所述模具料盘9输送至所述脱模收集线8。同时,第一阻挡气缸63下降,前置升降门712上升,开始下一轮干燥固化工序。
32.所述脱模收集线8包括第三倍速链输送机81、设置于所述第三倍速链输送机81的输出端的第三阻挡气缸82、设置于所述第三倍速链输送机81的中部的脱模气缸83、与所述脱模气缸83连接的脱模器84、设置于所述第三倍速链输送机81下方的产品收集箱85以及设置于所述产品收集箱85底部的计量秤86。进行脱模收集时,脱模气缸83和脱模器84启动,对干燥固化成型后的金粉进行脱模动作,其中,脱模器84的脱模形式可以是振打、气吹、清扫、刮削中的一种或多种,能够使模具料盘9中的成型金粉从模型孔中脱离即可,本发明并不以此为限;所述成型金粉脱离模型孔后,脱模器84在脱模气缸83的带动下进行往复运动,使脱离模型孔的成型金粉落入产品收集箱85中,并通过计量秤86进行计量,脱模成功的模具料盘9由第三阻挡气缸82进行阻挡,由人工或机械手自动取下空置的模具料盘9。如果脱模收集线8的脱模工作尚未完成,则第二阻挡气缸73阻挡模具料盘9不予放行。
33.下面对本发明提供的金粉成型全自动工业生产线的生产方法进行说明,具体包括如下步骤:s1、混胶开启混胶机4进料管路上的胶体阀门41与金粉阀门42,启动胶体计量泵2将胶体储罐1内的胶体按照预设的用量泵入混胶机4中;然后关闭胶体计量泵2,开启金粉定量分装机3,向混胶机4加注预定量的金粉;再关闭金粉定量分装机3,关闭胶体阀门41与金粉阀门42,启动混胶机4将金粉与胶体充分混合。
34.s2、成型待混金粉与胶体充分混合后,打开胶体排放阀44,将混匀后的金粉胶体供入粉片金成型机5中,与此同时,成型输送线6的气动托举器62将模具料盘9托起指定高度,三维滴加成型器52开始向模具料盘9滴加金粉胶体实现金粉成型,并通过视觉相机53检查金粉成型情况。
35.s3、固化经所述视觉相机53检测合格后,开启干燥固化线7的调温干燥室71的前置升降门712,第一倍速链输送机61启动将满负荷的模具料盘9输送至干燥固化线7的调温干燥室71内部的第二倍速链输送机72上,第二倍速链输送机72启动,将满负荷的模具料盘9移至调温干燥室71内部直至第二阻挡气缸73阻挡成功,如果调温干燥室71满料正在工作,则第一倍速链输送机61的第一阻挡气缸63阻挡模具料盘9不予放行;调温干燥室71满料后前置升降
门712关闭,温控器714控制温度,顶部排风器711启动排气,进行干燥固化。
36.s4、脱模待调温干燥室71干燥固化结束后,关闭温控器714和顶部排风器711,开启后置升降门713,第二阻挡气缸73放行,第二倍速链输送机72启动将满负荷的模具料盘9输送至脱模收集线8的第三倍速链输送机81上,脱模收集线8的脱模气缸83与脱模器84启动,对干燥固化成型后的金粉进行脱模动作使得成型金粉落入产品收集箱85,并通过计量秤86计量。脱模成功的模具料盘9在第三阻挡气缸82的阻挡下提示人工或机械手自动取下空置的模具料盘。如果脱模收集线8脱模工作尚未完成,则第二倍速链输送机72的第二阻挡气缸73阻挡模具料盘9不予放行。
37.通过上述方式,收集得到的成型金粉不仅具有较好的外形一致性,其金粉颗粒的形态仍与其初始状态保持一致,且无胶体残留,在使用时置于溶剂中即可快速分散形成初始状态的微米级单分散金粉,以满足实际应用的需求为片状产品;且整体生产过程能够自动化进行,大幅提高了金粉成型的生产效率和成型质量,促进了金粉应用产业的发展。
38.综上所述,本发明提供了一种金粉成型全自动工业生产线,涉及金粉成型生产技术领域。该生产线包括依次连接的混胶机4、粉片金成型机5、成型输送线6、干燥固化线7和脱模收集线8;混胶机4的第一进料口通过胶体计量泵2与胶体储罐1连通,混胶机4的第二进料口与金粉定量分装机3连通;粉片金成型机5内设置有用于检测成型质量的视觉相机53以及用于装载金粉胶体的模具料盘9,经视觉相机53检测合格后,模具料盘9依次经成型输送线6、干燥固化线7输送至脱模收集线8,进行产品脱模与收集。通过上述方式,本发明能够在保证金粉形态的同时实现金粉成型全过程的自动化生产,有效提高了金粉成型效率与金粉成型质量。
39.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。