10.0m/min。
13.在一些可选的实施方案中,填丝的材料为抗拉强度为50kg以上的气保焊丝,气保焊丝的直径为0.8-1mm。
14.在一些可选的实施方案中,填丝的速度保证填满焊缝的间隙并超过if钢板表面0-0.5mm。
15.在一些可选的实施方案中,两块if钢板一侧的两个液压夹持装置之间的缝隙中心线与焊缝对齐。
16.在一些可选的实施方案中,将两块if钢板进行焊接后对液压夹持装置夹持的未焊接部分进行挖边处理。
17.本申请的有益效果是:本申请提供的板形不良冷硬态if钢的激光穿带焊接方法包括以下步骤:分别使用液压夹持装置夹持待焊接的两块if钢板相邻的一端两侧上下表面;控制待焊接的两块if钢板一侧的两个液压夹持装置向远离对应if钢板方向移动,随后控制待焊接的两块if钢板另一侧的两个液压夹持装置向远离对应if钢板方向移动,直至if钢板边缘部分平整无翘曲;将两块if钢板进行焊接、焊接时同步填丝。本申请提供的板形不良冷硬态if钢的激光穿带焊接方法解决了板形不良的冷硬态if钢板在激光焊接后的焊缝不合格问题,减少了重焊次数及焊接时间,提高了生产效率,减少了因重焊导致的板材浪费,提高了成材率,焊缝断带率小于0.2%。
附图说明
18.为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
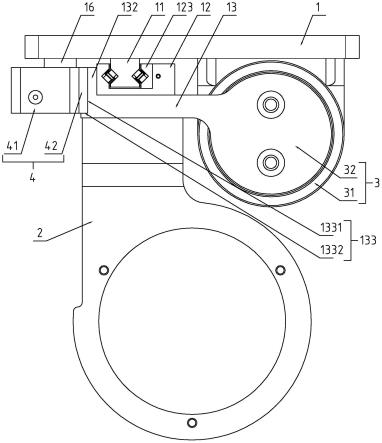
19.图1为本申请实施例提供的板形不良冷硬态if钢的激光穿带焊接方法的第一视角的结构示意图;
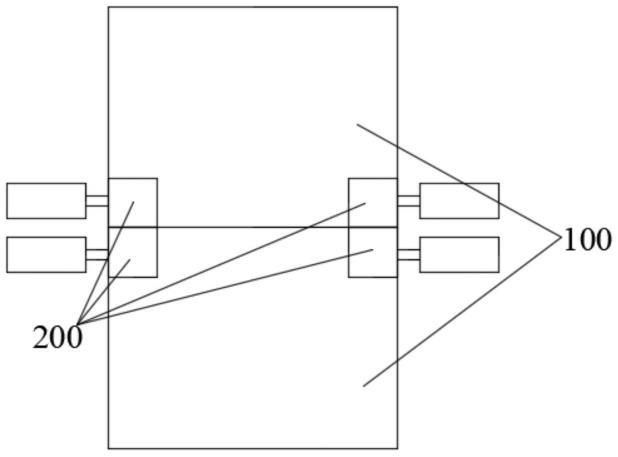
20.图2为本申请实施例提供的板形不良冷硬态if钢的激光穿带焊接方法的第二视角的结构示意图。
21.图中:100、if钢板;200、液压夹持装置;210、上压头;220、下压头;230、升降油缸;240、平移油缸。
具体实施方式
22.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
23.因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
0.5mm。
35.将两块if钢板100进行焊接后对液压夹持装置200夹持的未焊接部分进行挖边处理。
36.本申请实施例提供的板形不良冷硬态if钢的激光穿带焊接方法采用焊前预处理然后进行激光焊接的工艺,通过在焊接前对板形不良if钢板100进行剪切、拼缝、液压夹持平整翘曲的边缘部分、拼缝调整,从而有效提高了焊缝质量,减少了重焊次数,节省焊接时间,提高了生产效率。
37.实施例1
38.本申请实施例采用上述的板形不良冷硬态if钢的激光穿带焊接方法对0.5mm的if钢dc01进行处理;其中,激光焊接功率为3000w,焊接速度为10m/min;拼缝最大间隙为0.15mm;填丝材料为抗拉强度50kg级的气保焊丝,直径为1mm,填丝速度为10m/min。
39.实施例2
40.本申请实施例采用上述的板形不良冷硬态if钢的激光穿带焊接方法对0.8mm的if钢dc06进行处理;其中,激光焊接功率为3200w,焊接速度为8m/min;拼缝最大间隙为0.20mm;填丝材料其中,抗拉强度50kg级的气保焊丝,直径为1mm,填丝速度为8m/min。
41.实施例3
42.本申请实施例采用上述的板形不良冷硬态if钢的激光穿带焊接方法对1.5mm的if钢dc06进行处理;其中,激光焊接功率为3500w,焊接速度为4m/min;拼缝最大间隙为0.30mm;填丝材料其中,抗拉强度50kg级的气保焊丝,直径为1mm,填丝速度为4m/min。
43.实施例4
44.本申请实施例采用上述的板形不良冷硬态if钢的激光穿带焊接方法对1.0mm的if钢dc06进行处理;其中,激光焊接功率为3300w,焊接速度为6m/min;拼缝最大间隙为0.2mm;填丝材料其中,抗拉强度50kg级的气保焊丝,直径为1mm,填丝速度为6m/min。
45.以上所描述的实施例是本申请一部分实施例,而不是全部的实施例。本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
技术特征:
1.一种板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,包括以下步骤:分别使用液压夹持装置夹持待焊接的两块if钢板相邻的一端两侧上下表面;控制待焊接的两块所述if钢板一侧的两个所述液压夹持装置向远离对应所述if钢板方向移动,随后控制待焊接的两块所述if钢板另一侧的两个所述液压夹持装置向远离对应所述if钢板方向移动,直至所述if钢板边缘部分平整无翘曲;将两块所述if钢板进行焊接、焊接时同步填丝。2.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,分别使用液压夹持装置夹持待焊接的两块if钢板相邻的一端两侧上下表面之前,对两块所述if钢板的待焊接边部进行剪切和拼缝,拼缝的间隙为0.1-0.3mm。3.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,将两块所述if钢板进行焊接之前进行拼缝调整,使拼缝的间隙最宽处在0.3mm以内。4.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,焊接时的激光功率为3000-3500w,焊接的速度为4.0-10.0m/min。5.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,填丝的材料为抗拉强度为50kg以上的气保焊丝,气保焊丝的直径为0.8-1mm。6.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,填丝的速度保证填满焊缝的间隙并超过所述if钢板表面0-0.5mm。7.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,两块所述if钢板一侧的两个所述液压夹持装置之间的缝隙中心线与焊缝对齐。8.根据权利要求1所述的板形不良冷硬态if钢的激光穿带焊接方法,其特征在于,将两块所述if钢板进行焊接后对所述液压夹持装置夹持的未焊接部分进行挖边处理。
技术总结
一种板形不良冷硬态IF钢的激光穿带焊接方法,涉及激光焊接领域。板形不良冷硬态IF钢的激光穿带焊接方法包括以下步骤:分别使用液压夹持装置夹持待焊接的两块IF钢板相邻的一端两侧上下表面;控制待焊接的两块IF钢板一侧的两个液压夹持装置向远离对应IF钢板方向移动,随后控制待焊接的两块IF钢板另一侧的两个液压夹持装置向远离对应IF钢板方向移动,直至IF钢板边缘部分平整无翘曲;将两块IF钢板进行焊接、焊接时同步填丝。本申请提供的板形不良冷硬态IF钢的激光穿带焊接方法解决了板形不良的冷硬态IF钢板在激光焊接后的焊缝不合格问题,减少了重焊次数及焊接时间,提高了生产效率并减少了板材损失。效率并减少了板材损失。效率并减少了板材损失。
技术研发人员:高俊 周文强 钟如涛 夏容金
受保护的技术使用者:武汉钢铁有限公司
技术研发日:2022.08.15
技术公布日:2022/12/5
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。