技术特征:
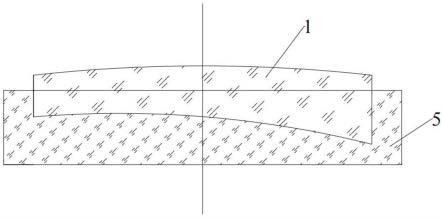
1.一种球面离轴镜加工方法,所述球面离轴镜具有第一离轴面和第二离轴面;其特征在于,所述加工方法包括如下步骤:步骤s1、准备毛坯件,所述毛坯件具有相互平行的第一表面和第二表面;步骤s2、将所述毛坯件安装在第一工装内,所述第一表面暴露在所述第一工装的外部;所述毛坯件的轴线与所述第一工装的轴线之间形成第一夹角,且所述毛坯件的轴线与所述第一工装的轴线的交点位于所述第一工装的上方;步骤s3、采用轴对称的加工方法将所述第一表面加工成所述第一离轴面,得到半成品件;步骤s4、将所述半成品件安装在第二工装内,所述第二表面暴露在所述第二工装的外部;所述第二工装与所述半成品件共同形成第一轴对称形状;步骤s5、采用轴对称的加工方法将所述第二表面加工成所述第二离轴面,得到成品件;所述成品件与所述第二工装共同形成第二轴对称形状。2.根据权利要求1所述的球面离轴镜加工方法,其特征在于,所述第一夹角的大小为第二弦线角与第一弦线角的差值大小;其中,所述第一弦线角为所述第一离轴面的弦线与所述第一离轴面的对称轴所形成的夹角;所述第二弦线角为所述第二离轴面的弦线与所述第一离轴面的对称轴所形成的夹角。3.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s2中,将所述毛坯件安装在所述第一工装内时,所述毛坯件轴线和所述第一工装轴线的交点、与所述第一表面的最低点二者所在的直线垂直于所述第一工装的轴线方向。4.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s1中准备好的毛坯件为圆柱状结构,准备毛坯件具体包括:用磨边机将毛坯磨至完工尺寸;用单轴机使用散粒磨料手工精磨,直至所述第一表面和所述第二表面的平行度小于第一预设值,且所述第一平面和所述第二平面与所述毛坯件的侧面的垂直度分别小于第二预设值。5.根据权利要求4所述的球面离轴镜加工方法,其特征在于,所述第一预设值为0.01mm;所述第二预设值为0.01mm。6.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s3中,将所述第一表面加工成所述第一离轴面包括:首先对第一表面粗磨,然后对粗磨后的第一表面精磨,再对精磨后的第一表面进行抛光。7.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s3中,将所述第一表面加工成所述第一离轴面后,还需要检测其面形精度和表面光洁度,判断所述第一离轴面的面形精度和表面光洁度合格时,继续进行步骤s4。8.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s4中,将所述半成品件安装在第二工装内之前,还包括:将所述半成品件的所述第一离轴面进行清洗,在清洗后的所述第一离轴面上包覆保护层。9.根据权利要求1所述的球面离轴镜加工方法,其特征在于,步骤s5中还包括:检测所述第二离轴面的面形精度和表面光洁度,判断所述第二离轴面的面形精度和表面光洁度合格时,停止加工。10.根据权利要求7或9所述的球面离轴镜加工方法,其特征在于,面形精度的合格标准为:pv<λ/4,rms<λ/25。
技术总结
本申请提供一种球面离轴镜加工方法,包括:步骤S1、准备毛坯件,毛坯件具有相互平行的第一表面和第二表面;步骤S2、将毛坯件安装在第一工装内,第一表面暴露在第一工装外;毛坯件的轴线与第一工装的轴线之间形成第一夹角;步骤S3、采用轴对称的加工方法将第一表面加工成第一离轴面,得到半成品件;步骤S4、将半成品件安装在第二工装内,第二表面暴露在第二工装外;第二工装与半成品件共同形成第一轴对称形状;步骤S5、采用轴对称的加工方法将第二表面加工成第二离轴面,得到成品件;成品件与第二工装共同形成第二轴对称形状。本申请采用工装辅助的方式,使得离轴镜的加工转换为轴对称球面镜的加工,该加工方法简单、合理、操作方便。操作方便。操作方便。
技术研发人员:刘洋 王朋 王东江 魏国梁 姚长江
受保护的技术使用者:天津津航技术物理研究所
技术研发日:2022.09.06
技术公布日:2022/12/5
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。