1.本发明涉及一种模切工艺,具体地说,特别涉及一种侧包边石墨的模切工艺。
背景技术:
2.随着行业的发张,电子设备对散热的要求越来越高,现有技术中常规厚石墨制作时,存在着使用上下胶带对石墨侧边无法完全包裹的问题,从而导致产生镂空区域;另外,在有限的尺寸范围内,因为产品包边需要把石墨外形缩小制作,从而导致无法充分利用有效面积进行散热。
3.因此本领域技术人员致力于提供一种能够有效解决上述技术问题的侧包边石墨的模切工艺。
技术实现要素:
4.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种能够有效解决上述技术问题的侧包边石墨的模切工艺。
5.为实现上述目的,本发明提供了一种侧包边石墨的模切工艺,包括以下步骤:
6.s1:贴合机贴合下胶带、离型膜;
7.s2:小孔套位平板模切下胶带外形;
8.s3:贴合机排废料;
9.s4:使用压合治具对下胶带边缘进行压合;
10.s5:贴合机贴合上胶带;
11.s6:小孔套位平板模切上胶带外形;
12.s7:贴合机排废料;
13.s8:使用压合治具对上胶带边缘进行压合;
14.s9:通过加热治具进行加热定型后形成成品;
15.作为优选,所述s9后,还包括对加热完成后的成品进行切片或收成卷。
16.作为优选,对完成切片或收成卷的产品进行检验,检验产品是否合格,对于检验合格的产品进行包装。
17.作为优选,对完成包装后的产品进行打标签工序。
18.作为优选,所述s2和所述s6中,模切下胶带外形和所述模切上胶带外形均大于所述石墨外形。
19.作为优选,所述s1之前,还包括以下步骤:
20.ss1:对原材料进行分切;
21.ss2:贴合机贴合石墨;
22.ss3:小孔套位平板模切机冲切石墨;
23.其中ss3步骤完成后,便可进行s1工序。
24.作为优选,对原材料进行分切或分条时,可根据产品尺寸设计合适的原材料规格,
所述原材料规格单边比产品大3-5mm,按照规格进行分切/分条。
25.作为优选,将厚石墨贴合在辅材上,使用辅材作为载带辅助,方便石墨进行模切。
26.作为优选,所述辅材为离型膜或硅胶保护膜。
27.本发明的有益效果是:通过本发明的工艺,一方面避免了石墨侧边产生镂空区域,有效改善外观问题和分层问题;另一方面,在有限的尺寸范围内,充分利用石墨使用面积,石墨可不用外形缩小制作,散热效率方面可提升10%左右;再一方面,方案灵活,可以根据产品结构的需要,合理使用该方案,甚至可以替代部分金属散热零件,是散热领域的重大突破。
附图说明
28.图1是现有技术中石墨制作的结构示意图。
29.图2是上胶带和下胶带等部件的结构层次示意图。
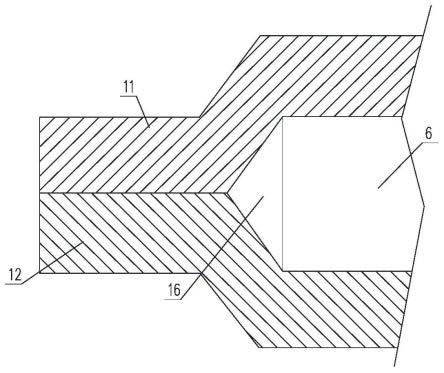
30.图3是上胶带与下胶带配合使用的截面示意图。
31.图4是本发明的压合结构示意图。
具体实施方式
32.下面结合附图和实施例对本发明作进一步说明:
33.在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.图中:上模板1、治具2、石墨6、硬材料7、下模板8、上胶带11、下胶带12、离型膜13和镂空区16。本发明中,上胶带为单面背胶,下胶带为双面背胶。
35.如图1至图4所示,一种侧包边石墨的模切工艺,包括以下几种实施例:
36.实施例1包括以下步骤:
37.s1:贴合机贴合下胶带、离型膜(a模);本实施例中,需要先贴合下胶带,即为双面胶,这样可防止胶带侧边裸露胶。
38.s2:小孔套位平板模切下胶带外形(b模);本实施例中,模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
39.s3:贴合机排废料;具体为,排掉下胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废;
40.s4:使用压合治具对下胶带边缘进行压合(c模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
41.s5:贴合机贴合上胶带;贴合上胶带,即为单面胶,这样这样压合后可覆盖在下胶带的表面,可防止胶带侧边裸露胶。
42.s6:小孔套位平板模切上胶带外形(d模);模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
43.s7:贴合机排废料;排掉上胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废。
44.s8:使用压合治具对上胶带边缘进行压合(e模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
45.s9:通过加热治具进行加热定型后形成成品;具体方式为,使用加热治具,对产品侧边进行加热定型,因为胶带受热后可以产生形变,这样可以使侧边胶带的压合效果更加完美定型,不易反弹。
46.实施例2
47.s1:贴合机贴合下胶带、离型膜(a模);本实施例中,需要先贴合下胶带,即为双面胶,这样可防止胶带侧边裸露胶。
48.s2:小孔套位平板模切下胶带外形(b模);本实施例中,模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
49.s3:贴合机排废料;具体为,排掉下胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废;
50.s4:使用压合治具对下胶带边缘进行压合(c模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
51.s5:贴合机贴合上胶带;贴合上胶带,即为单面胶,这样这样压合后可覆盖在下胶带的表面,可防止胶带侧边裸露胶。
52.s6:小孔套位平板模切上胶带外形(d模);模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
53.s7:贴合机排废料;排掉上胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废。
54.s8:使用压合治具对上胶带边缘进行压合(e模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
55.s9:通过加热治具进行加热定型后形成成品;具体方式为,使用加热治具,对产品侧边进行加热定型,因为胶带受热后可以产生形变,这样可以使侧边胶带的压合效果更加完美定型,不易反弹。
56.s10:对加热完成后的成品进行切片或收成卷。具体为,根据可以要求,制作成卷料或者片料,片料则用裁切机裁张,卷料则直接收卷即可;
57.s11:对完成切片或收成卷的产品进行检验,检验产品是否合格,对于检验合格的产品进行包装。
58.s12:对完成包装后的产品进行打标签工序。
59.实施例3
60.ss1:对原材料进行分切;对原材料进行分切或分条时,可根据产品尺寸设计合适的原材料规格,所述原材料规格单边比产品大3-5mm,按照规格进行分切/分条。
61.ss2:贴合机贴合石墨;将厚石墨贴合在辅材上,使用辅材作为载带辅助,方便石墨进行模切。所述辅材为离型膜或硅胶保护膜等。
62.ss3:小孔套位平板模切机冲切石墨;
63.其中ss3步骤完成后,便可进行s1工序;
64.s1:贴合机贴合下胶带、离型膜(a模);本实施例中,需要先贴合下胶带,即为双面胶,这样可防止胶带侧边裸露胶。
65.s2:小孔套位平板模切下胶带外形(b模);本实施例中,模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
66.s3:贴合机排废料;具体为,排掉下胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废;
67.s4:使用压合治具对下胶带边缘进行压合(c模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
68.s5:贴合机贴合上胶带;贴合上胶带,即为单面胶,这样这样压合后可覆盖在下胶带的表面,可防止胶带侧边裸露胶。
69.s6:小孔套位平板模切上胶带外形(d模);模切胶带外形需要比石墨外形大,具体范围根据石墨厚度为准,如石墨厚度为0.5mm,那么胶带外形尺寸需要比石墨单边大0.5mm,这样可使胶带与石墨侧边可以更好的粘合。
70.s7:贴合机排废料;排掉上胶带外框废料,需要先排废,以免因为下工序压合后胶带破损影响排废。
71.s8:使用压合治具对上胶带边缘进行压合(e模);如压合示意图,使用上压下顶的方式,确保胶带侧边可以完全压合,压合治具尺寸比石墨外形单边约大0.05mm即可。
72.s9:通过加热治具进行加热定型后形成成品;具体方式为,使用加热治具,对产品侧边进行加热定型,因为胶带受热后可以产生形变,这样可以使侧边胶带的压合效果更加完美定型,不易反弹。
73.s10:对加热完成后的成品进行切片或收成卷。具体为,根据可以要求,制作成卷料或者片料,片料则用裁切机裁张,卷料则直接收卷即可;
74.s11:对完成切片或收成卷的产品进行检验,检验产品是否合格,对于检验合格的产品进行包装。本实施例中的检验方式为手工全检作业,主要检验产品外观及侧边的压合效果是否合格。
75.s12:对完成包装后的产品进行打标签和出货工序。
76.本发明中,实施例3为最优实施例。
77.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。