1.本实用新型涉及一种装配夹具,尤其涉及了一种电焊钳装配夹具。
背景技术:
2.随着工业自动化的高速发展,目前工业生产以及装配中越来越多的非标自动化设备代替人工对工件进行生产及装配,电焊钳钳体的装配在传统模式下通常由工人进行人工钻孔与装配,效率较低,同时企业的人工成本也偏高,利用非标自动化设备对电焊钳的钳体进行钻孔装配可以有效的提高生产效率,同时降低企业的人工支出。
3.电焊钳钳体在进行装配时,需要夹具对钳体进行固定与夹紧,以便自动化设备进行其它工序的操作,目前企业还没有较好的电焊钳钳体夹具,而且针对形状各异的电焊钳钳体,还需要电焊钳钳体夹具拥有较好的适应性。
技术实现要素:
4.本实用新型针对现有技术中存在的问题,提供了一种电焊钳自动化装配用夹具。
5.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
6.一种电焊钳自动化装配用夹具,包括底板,底板上设有用于对电焊钳进行夹持装配的夹具本体,电焊钳包括第一钳体和第二钳体,夹具本体包括第一夹具组件和能够朝向第一夹具组件运动的第二夹具组件,第一夹具组件包括第一固定夹持板和能够朝向第一固定夹持板运动的第一活动夹持板,第一固定夹持板与第一活动夹持板共同构成对第一钳体进行夹持的第一夹持部;第二夹具组件包括第二固定夹持板和能够朝向第二固定夹持板运动的第二活动夹持板,第二固定夹持板与第二活动夹持板共同构成对第二钳体进行夹持的第二夹持部;
7.作为优选,底板上设有用于驱动第二夹具组件朝向第一夹具组件运动的推动气缸,还设有用于驱动第一活动夹持板朝向第一固定夹持板运动的第一夹持气缸和驱动第二活动夹持板朝向第二固定夹持板运动的第二夹持气缸。
8.通过对电焊钳上两侧钳体进行分别夹持,然后再通过机械自动化的方式进行相互装配,能够有效提高对电焊钳的装配效率以及装配稳定、准确性。两侧钳体均通过夹持板进行分别夹持,能够对不同形状的钳体进行夹持,从而能够适用与不同的钳体夹持装配。
9.作为优选,第一固定夹持板、第二固定夹持板、第一活动夹持板以及第二活动夹持板均通过螺栓可拆式连接在底板上。夹持板通过可拆卸式安装在底板上,从而能够通过更换夹持板的方式来进一步提高整个装配夹具的对更多特殊形状钳体的夹持,具有更大的适应性。
10.作为优选,第一固定夹持板和第二固定夹持板上分别安装有第一钳体定位块和第二钳体定位块,第一钳体定位块和第二钳体定位块上分别开设有供第一钳体下端部伸入的第一定位槽和供第二钳体下端部伸入的第二定位槽。定位块的设置能够保证钳体被夹持时的稳定性,并对钳体进行定位,以保证两侧钳体相互装配时的准确性。
11.作为优选,第一定位槽与第二定位槽均包括上端的插入端和下端的限位端,第一钳体下端部与第二钳体下端部均分别自第一定位槽与第二定位槽插入端插至限位端,第一定位槽与第二定位槽相对的侧面均为开口侧。定位槽的结构形式使得钳体下端自上而下插入定位槽内被定位,方便钳体在夹具上的安装。
12.作为优选,第一固定夹持板和第二固定夹持板上分别安装有第一钳体挡块和第二钳体挡块,第一钳体挡块和第二钳体挡块分别设置于第一钳体定位块和第二钳体定位块上部,第一钳体挡块与第二钳体挡块相对的侧面分别对第一钳体上端部和第二钳体上端部进行限位。钳体挡块的设置能够实现在钳体装配时防止在钳体在弹簧挤压力的作用下发生滑动,也为钳体装配提供定位阻挡,保证装配的稳定性。
13.作为优选,底板上设有长度方向沿第二夹具组件运动方向设置的导轨,导轨上设有沿导轨滑动的滑块,滑块上安装有滑动平台,第二夹具组件安装于滑动平台上,推动气缸的活塞杆轴向与导轨长度方向平行且端部连接在滑动平台上。导轨与滑块的设置能够实现对第二夹具组件运动时的导向限位作用,使得第一钳体与第二钳体装配时更加准确、稳定,保证装配精度。
14.作为优选,底板上设有长度方向沿第二夹具组件运动方向设置的第一长条安装孔和第二长条安装孔,第一长条安装孔处通过螺栓安装有推动气缸安装架,推动气缸安装于推动气缸安装架上;导轨通过螺栓安装于第二长条安装孔处。第一长条安装孔的设置能够实现对推动气缸安装架在底板上位置的调节;第二长条安装孔的设置能够实现导轨在底板上位置的调节。
15.作为优选,底板和滑动板上分别安装有第一活动夹持板安装架和第二活动夹持板安装架,第一夹持气缸和第二夹持气缸分别安装于第一活动夹持板安装架和第二活动夹持板安装架上,第一活动夹持板和第二活动夹持板分别安装于第一夹持气缸的活塞杆端部和第二夹持气缸的活塞杆端部。通过夹持板安装架来实现对夹持气缸的安装,能够使得夹持气缸的高度与被夹持钳体的相适应。
16.作为优选,第一固定夹持板和第二固定夹持板上均设有长度方向沿第二夹具组件运动方向设置的第三长条安装孔,第一钳体挡块和第二钳体挡块分别通过螺栓安装于第一固定夹持板和第二固定夹持板上的第三长条安装孔处。通过第三长条安装孔的设置能够实现对第一钳体挡块和第二钳体挡块在固定板上位置的调节。
17.本实用新型由于采用了以上技术方案,具有显著的技术效果:
18.本实用新型能够有效提高对电焊钳的装配效率以及装配稳定、准确性,并且能够对不同形状的钳体进行夹持,从而能够适用与不同的钳体夹持装配。
附图说明
19.图1是本实用新型实施例1的整体系统示意图。
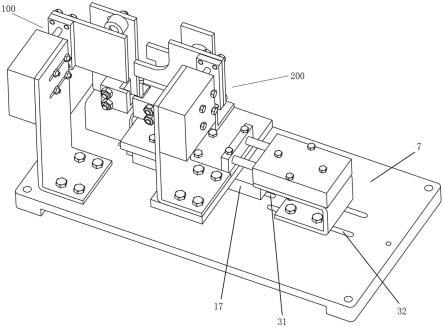
20.图2是本实用新型实施例1的结构示意图。
21.图3是图2的正视图。
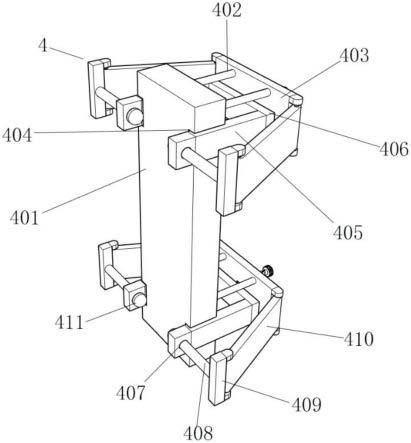
22.图4是图2的部分结构示意图。
23.图5是图4拆除钳体后的结构示意图。
具体实施方式
24.下面结合附图与实施例对本实用新型作进一步详细描述。
25.实施例1
26.一种电焊钳自动化装配用夹具,如图1-图5所示,包括底板7,底板7上设有用于对电焊钳进行夹持装配的夹具本体,电焊钳包括第一钳体1和第二钳体16,夹具本体包括第一夹具组件100和能够朝向第一夹具组件100运动的第二夹具组件200,第一夹具组件100包括第一固定夹持板2和能够朝向第一固定夹持板2运动的第一活动夹持板3,第一固定夹持板2与第一活动夹持板3共同构成对第一钳体1进行夹持的第一夹持部;第二夹具组件200包括第二固定夹持板15和能够朝向第二固定夹持板15运动的第二活动夹持板14,第二固定夹持板15与第二活动夹持板14共同构成对第二钳体16进行夹持的第二夹持部;
27.本实施例中底板7上设有用于驱动第二夹具组件200朝向第一夹具组件100运动的推动气缸13,还设有用于驱动第一活动夹持板3朝向第一固定夹持板2运动的第一夹持气缸4和驱动第二活动夹持板14朝向第二固定夹持板15运动的第二夹持气缸11;还包括分别与第一夹持气缸4、第二夹持气缸11以及推动气缸13连接的一号电磁阀24、二号电磁阀25和三号电磁阀26,以及与一号电磁阀24、二号电磁阀25和三号电磁阀26均连接的控制器27和气泵28,控制器27根据控制信号控制一号电磁阀24、二号电磁阀25和三号电磁阀26的启闭,继而控制气泵28分别对第一夹持气缸4、第二夹持气缸11以及推动气缸13供气。
28.本实施例中第一固定夹持板2和第二固定夹持板15上分别安装有第一钳体定位块6和第二钳体定位块8,第一钳体定位块6和第二钳体定位块8上分别开设有供第一钳体1下端部伸入的第一定位槽61和供第二钳体16下端部伸入的第二定位槽81。
29.本实施例中第一固定夹持板2、第二固定夹持板15、第一活动夹持板3以及第二活动夹持板14均通过螺栓可拆式连接在底板7上,第一钳体定位块6和第二钳体定位块8也均通过螺栓分别安装于第一固定夹持板2和第二固定夹持板15上,因而实际装配过程中能够根据实际需要选择的更换第一固定夹持板2、第二固定夹持板15、第一活动夹持板3、第二活动夹持板14、第一钳体定位块6和第二钳体定位块8,整个装配夹具模块化装配,各个部位之间可拆卸连接,能够达到对不同形状的钳体进行装夹,不需要对整体零件进行更换,适用性较高。
30.本实施例中第一定位槽61与第二定位槽81均包括上端的插入端62和下端的限位端82,第一钳体1下端部与第二钳体16下端部均分别自第一定位槽61与第二定位槽81插入端62插至限位端82,第一定位槽61与第二定位槽81相对的侧面均为开口侧。
31.第一固定夹持板2和第二固定夹持板15上分别安装有第一钳体挡块21和第二钳体挡块22,第一钳体挡块21和第二钳体挡块22分别设置于第一钳体定位块6和第二钳体定位块8上部,第一钳体挡块21与第二钳体挡块22相对的侧面分别对第一钳体1上端部和第二钳体16上端部进行限位。
32.定位槽与钳体挡块的配合能够有效实现在不影响两钳体装配的前提下保证对第一钳体1和第二钳体16的定位,保证两者相互装配的准确性和稳定性,继而保证电焊钳装配质量。
33.本实施例中底板7上设有长度方向沿第二夹具组件200运动方向设置的导轨17,导轨17上设有沿导轨17滑动的滑块18,滑块18上安装有滑动平台9,第二夹具组件200安装于
滑动平台9上,推动气缸13的活塞杆轴向与导轨17长度方向平行且端部连接在滑动平台9上。导轨17与滑块18的设置能够实现对第二夹具组件200运动时的导向限位作用,使得第一钳体1与第二钳体16装配时更加准确、稳定,保证装配精度。
34.本实施例中底板7上设有长度方向沿第二夹具组件200运动方向设置的第一长条安装孔32和第二长条安装孔31,第一长条安装孔32处通过螺栓安装有推动气缸安装架12,推动气缸13安装于推动气缸安装架12上;导轨17通过螺栓安装于第二长条安装孔31处。第一长条安装孔32的设置能够实现对推动气缸安装架12在底板7上位置的调节,以使得推动气缸13更好的推动第二夹具组件200;第二长条安装孔31的设置能够实现导轨17在底板7上位置的调节,继而使得滑动平台9能更好的滑动,以使得第一夹具组件100与第二夹具组件200在装配过程中更好的对电焊钳进行装配。
35.本实施例中底板7和滑动板上分别安装有第一活动夹持板安装架5和第二活动夹持板安装架10,第一夹持气缸4和第二夹持气缸11分别安装于第一活动夹持板安装架5和第二活动夹持板安装架10上,第一活动夹持板3和第二活动夹持板14分别安装于第一夹持气缸4的活塞杆端部和第二夹持气缸11的活塞杆端部。通过夹持板安装架来实现对夹持气缸的安装,能够使得夹持气缸的高度与被夹持钳体的相适应,以便更稳定的对钳体进行夹持,保证推动夹持板时,夹持板提供更均匀的力作用于钳体。
36.本实施例中第一固定夹持板2和第二固定夹持板15上均设有长度方向沿第二夹具组件200运动方向设置的第三长条安装孔30,第一钳体挡块21和第二钳体挡块22分别通过螺栓安装于第一固定夹持板2和第二固定夹持板15上的第三长条安装孔30处。通过第三长条安装孔30的设置能够实现对第一钳体挡块21和第二钳体挡块22在固定板上位置的调节,以使的第一钳体挡块21和第二钳体挡块22能够对钳体更好的阻挡限位。
37.另外,第一钳体挡块21和第二钳体挡块22均为圆筒状,安装第一钳体挡块21和第二钳体挡块22的螺栓分别与第一钳体挡块21和第二钳体挡块22对应同轴设置。圆筒状的设置使得钳体挡块对钳体限位的面为圆弧面,圆弧面能够减小钳体挡块对钳体的磨损。
38.本实用新型具体使用过程如下:
39.步骤1:当夹具未对电焊钳钳体进行夹紧时,如图2所示,控制器27控制一号电磁阀24与二号电磁阀25使第一夹持气缸4与第二夹持气缸11的推杆收缩,第一活动夹持板3与第二活动夹持板14远离第一固定夹持板2与第二固定夹持板15。同时控制器27控制三号电磁阀26使推动气缸13的推杆收缩,推动气缸13的推杆带动滑动平台9上的第二夹具组件远离第一夹具组件。
40.步骤2:通过机械臂或其它上料方式将第一钳体1与第二钳体16放入装夹工位,并分别通过第一钳体定位块6与第二钳体定位块8进行定位,定位完毕后,控制器27控制一号电磁阀24与二号电磁阀25使第一夹持气缸4与第二夹持气缸11的推杆伸出,第一活动夹持板3与第二活动夹持板14对第一钳体1与第二钳体16进行夹紧。
41.步骤3:通过机械手或其它上料机构在第一钳体1与第二钳体16之间放置弹簧29,控制器27控制三号电磁阀26使推动气缸13的推杆伸出,推动气缸13的推杆带动滑动平台9使第二钳体16靠近第一钳体1,实现第一钳体1与第二钳体16的初步装配。
42.其中,在第一钳体1与第二钳体16靠近时会挤压弹簧29,第一钳体挡块21与第二钳体挡块22可防止在挤压弹簧29时第一钳体1与第二钳体16在弹簧29挤压力的作用下发生滑
动。
43.步骤4:初步装配后的第一钳体1与第二钳体16可进行打孔以及安装销钉等工序。
44.步骤5:第一钳体1与第二钳体16装配完成后,控制器27控制一号电磁阀24与二号电磁阀25使第一夹持气缸3与第二夹持气缸11的推杆收缩,第一活动夹持板3与第二活动夹持板14远离第一固定夹持板2与第二固定夹持板15,使用机械手或其它下料方式取走装配好的焊钳,控制器27控制三号电磁阀26使推动气缸13的推杆收缩,推动气缸13的推杆带动滑动平台9上的第二夹具组件远离第一夹具组件,完成一次装夹装配流程。
45.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。