1.本实用新型涉及真空成型机技术领域,具体为一种具有止挡装置的真空成型机。
背景技术:
2.真空吸塑成型机(又叫热塑成型机)是利用真空吸力,将加热塑化的pvc、 pe、pp、pet、hips等热塑性塑料卷材吸制成各种形状的高级包装装潢盒、框等产品。
3.如申请号:cn202121482067.5,一种真空成型装置,该真空成型装置工作时,真空箱体通过连接的真空源保持真空箱体内的真空状态;将成型材料放入成型组件中,在成型过程中,转动驱动组件驱动成型组件旋转,使得成型材料边旋转边成型,在旋转离心作用下,能够避免成型过程中出现边角成型厚度不均的现象,且成型组件在真空箱体内进行成型,使成型过程中不产生任何杂质污染,成型过程厚度均匀。从而整体提高了成型的均匀性。
4.类似于上述申请的装置目前还存在以下几点不足:
5.现有真空成型机存在使用时,不具有及时的停气以及止挡能力,从而容易使得物件持续抽吸而变形。
6.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种具有止挡装置的真空成型机,以期达到更具有更加实用价值性的目的。
技术实现要素:
7.本实用新型的目的在于提供一种具有止挡装置的真空成型机,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:一种具有止挡装置的真空成型机,包括工作架和压实机构,所述工作架的内侧中部开设有成型腔,用于压实密封的所述压实机构设置于工作架的上方中部,且工作架的上方一侧安装有用于自动送料的送料机构,所述成型腔的外部两侧下方设置有用于抽真空的真空机构,且成型腔底部安装有用于自动出料的顶料机构,所述真空机构包括抽吸管、抽气口、第一弹簧、堵头、电磁阀和光电传感器,所述抽吸管的内部前端设置有抽气口,且抽气口的后方一侧安装有第一弹簧,所述第一弹簧的前端固定有堵头,所述抽吸管的中部安装有电磁阀,所述成型腔的下方内侧安装有光电传感器。
9.进一步的,所述压实机构包括压板、第一气缸和第一密封垫,所述压板的上方中部安装有第一气缸,且压板的底部两侧设置有第一密封垫。
10.进一步的,所述压实机构还包括第二密封垫,且第二密封垫设置在工作架的表面中部,所述第二密封垫的内侧中部开设有压缩腔。
11.进一步的,所述送料机构包括减速电机和输送辊,且减速电机的输出端连接有输送辊。
12.进一步的,所述送料机构还包括配合辊和第二气缸,所述配合辊设置在输送辊的
上方中部,且配合辊的前端上侧安装有第二气缸。
13.进一步的,所述顶料机构包括活塞和第二弹簧,且活塞的上方中部设置有第二弹簧。
14.进一步的,所述顶料机构还包括顶杆和顶板,所述顶杆设置在第二弹簧的内侧中部,且顶杆的顶部安装有顶板。
15.进一步的,所述顶料机构还包括导气管和接头,所述导气管设置在活塞的底部,且导气管的上方中部固定有接头。
16.与现有技术相比,本实用新型提供了一种具有止挡装置的真空成型机,具备以下有益效果:该真空成型机,能够自动送料以及提高物件的密封性,避免在加工时漏气而影响成型,且能够及时的断气以及止挡,避免持续抽吸而导致物料发生变形的问题,同时避免物件贴合的过紧而难以出料的问题。
17.1.本实用新型通过减速电机、输送辊、配合辊和的配合第二气缸,可以将待加工的物料板进行自动移送,从而在加工时可以减少人工放料的麻烦以及危险性,通过第一气缸,可以在物件移动到位后将压板向下移动来将物件压实固定,通过第一密封垫、第二密封垫和压缩腔,可以在压实时进行贴合紧固,从而有利于提高物件的密封性,避免在加工时漏气而影响成型;
18.2.本实用新型通过抽吸管,其输入端设置有真空泵,可以利用抽气口对成型腔内抽真空而进行成型,同时抽气口前端口较为狭小,可以减少物料吸入抽吸管内的可能,通过光电传感器,可以对物件成型时的位置进行检测,当检测到物件刚好到成型腔底部时,将信号传递给电磁阀,通过电磁阀进行快速的闭合,使得抽吸管快速失去吸力,通过第一弹簧,可以在失去吸力后将堵头自动顶起来与抽气口密封止挡,以此可以避免持续抽吸而导致物料吸入抽气口以及抽吸管内而发生变形的问题;
19.3.本实用新型通过导气管和接头,其输入端设置有高压气泵,可以在成型完成后向上吹气,通过活塞和顶杆,可以在气压下向上推动,从而能够利用顶板将成型后的物件自动顶起,避免物件贴合的过紧而难以出料的问题,通过第二弹簧,可以在导气管气压消失后自动将活塞以及顶板向下移动,从而避免对下次成型造成影响。
附图说明
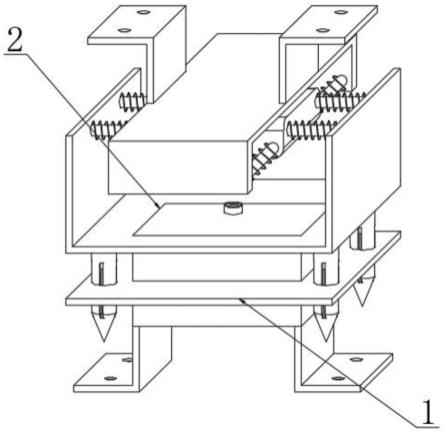
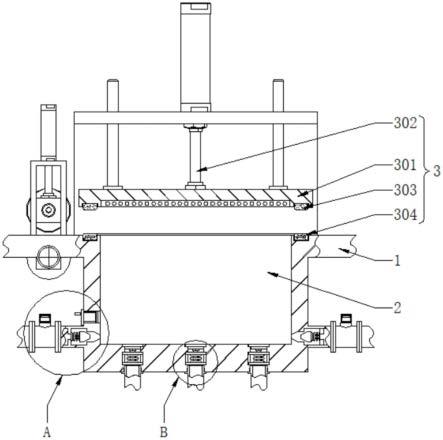
20.图1为本实用新型成型腔正视内部结构示意图;
21.图2为本实用新型送料机构正视结构示意图;
22.图3为本实用新型图1中a处放大结构示意图;
23.图4为本实用新型图1中b处结构示意图;
24.图5为本实用新型第二密封垫局部立体结构示意图。
25.图中:1、工作架;2、成型腔;3、压实机构;301、压板;302、第一气缸;303、第一密封垫;304、第二密封垫;4、送料机构;401、减速电机;402、输送辊;403、配合辊;404、第二气缸;5、真空机构;501、抽吸管; 502、抽气口;503、第一弹簧;504、堵头;505、电磁阀;506、光电传感器; 6、顶料机构;601、活塞;602、第二弹簧;603、顶杆;604、顶板;605、导气管;606、接头;7、压缩腔。
具体实施方式
26.如图1、图2和图5所示,一种具有止挡装置的真空成型机,包括工作架 1和压实机构3,工作架1的内侧中部开设有成型腔2,用于压实密封的压实机构3设置于工作架1的上方中部,且工作架1的上方一侧安装有用于自动送料的送料机构4,压实机构3包括压板301、第一气缸302和第一密封垫303,压板301的上方中部安装有第一气缸302,且压板301的底部两侧设置有第一密封垫303,压实机构3还包括第二密封垫304,且第二密封垫304设置在工作架1的表面中部,第二密封垫304的内侧中部开设有压缩腔7,送料机构4 包括减速电机401和输送辊402,且减速电机401的输出端连接有输送辊402,送料机构4还包括配合辊403和第二气缸404,配合辊403设置在输送辊402 的上方中部,且配合辊403的前端上侧安装有第二气缸404,通过减速电机 401、输送辊402、配合辊403和的配合第二气缸404,可以将待加工的物料板进行自动移送,从而在加工时可以减少人工放料的麻烦以及危险性,通过第一气缸302,可以在物件移动到位后将压板301向下移动来将物件压实固定,通过第一密封垫303、第二密封垫304和压缩腔7,可以在压实时进行贴合紧固,从而有利于提高物件的密封性,避免在加工时漏气而影响成型;
27.如图1-5所示,成型腔2的外部两侧下方设置有用于抽真空的真空机构5,且成型腔2底部安装有用于自动出料的顶料机构6,真空机构5包括抽吸管 501、抽气口502、第一弹簧503、堵头504、电磁阀505和光电传感器506,抽吸管501的内部前端设置有抽气口502,且抽气口502的后方一侧安装有第一弹簧503,第一弹簧503的前端固定有堵头504,抽吸管501的中部安装有电磁阀505,成型腔2的下方内侧安装有光电传感器506,通过抽吸管501,其输入端设置有真空泵,可以利用抽气口502对成型腔2内抽真空而进行成型,同时抽气口502前端口较为狭小,可以减少物料吸入抽吸管501内的可能,通过光电传感器506,型号为e3z-d61,可以对物件成型时的位置进行检测,当检测到物件刚好到成型腔2底部时,将信号传递给电磁阀505,通过电磁阀505进行快速的闭合,使得抽吸管501快速失去吸力,通过第一弹簧503,可以在失去吸力后将堵头504自动顶起来与抽气口502密封止挡,以此可以避免持续抽吸而导致物料吸入抽气口502以及抽吸管501内而发生变形的问题,顶料机构6包括活塞601和第二弹簧602,且活塞601的上方中部设置有第二弹簧602,顶料机构6还包括顶杆603和顶板604,顶杆603设置在第二弹簧602的内侧中部,且顶杆603的顶部安装有顶板604,顶料机构6还包括导气管605和接头606,导气管605设置在活塞601的底部,且导气管605的上方中部固定有接头606,通过导气管605和接头606,其输入端设置有高压气泵,可以在成型完成后向上吹气,通过活塞601和顶杆603,可以在气压下向上推动,从而能够利用顶板604将成型后的物件自动顶起,避免物件贴合的过紧而难以出料的问题,通过第二弹簧602,可以在导气管605气压消失后自动将活塞601以及顶板604向下移动,从而避免对下次成型造成影响。
28.工作原理:如图1-5所示,在使用该真空成型机,首先通过减速电机401、输送辊402、配合辊403和的配合第二气缸404,可以将待加工的物料板进行自动移送,从而在加工时可以减少人工放料的麻烦以及危险性,随后通过第一气缸302,可以在物件移动到位后将压板301向下移动来将物件压实固定,然后通过第一密封垫303、第二密封垫304和压缩腔7,可以在压实时进行贴合紧固,从而有利于提高物件的密封性,此时通过抽吸管501,其输入端设置有真空泵,可以利用抽气口502对成型腔2内抽真空而进行成型,同时抽气口502前端
口较为狭小,可以减少物料吸入抽吸管501内的可能,随后通过光电传感器506,可以对物件成型时的位置进行检测,当检测到物件刚好到成型腔2底部时,将信号传递给电磁阀505,然后通过电磁阀505进行快速的闭合,使得抽吸管501快速失去吸力,再通过第一弹簧503,可以在失去吸力后将堵头504自动顶起来与抽气口502密封止挡,此时通过导气管605和接头 606,其输入端设置有高压气泵,可以在成型完成后向上吹气,随后通过活塞 601和顶杆603,可以在气压下向上推动,从而能够利用顶板604将成型后的物件自动顶起,最后通过第二弹簧602,可以在导气管605气压消失后自动将活塞601以及顶板604向下移动。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。