1.本实用新型涉及轨道交通技术领域,特别涉及一种小阻力扣件垫板。
背景技术:
2.在现有的轨道结构中,当高架线无缝轨道温度跨度大时,钢轨发生胀缩导致钢轨伸缩力过大。这种情况可能导致轨道及桥梁的损坏,从而影响寿命。为减小钢轨伸缩力,桥梁两端使用小阻力扣件,当钢轨发生胀缩时,小阻力扣件允许一定范围内钢轨的纵向位移,以释放这种钢轨伸缩力。小阻力扣件可通过减小扣件扣压力及降低轨底与轨下垫板摩擦来实现这一功能。小阻力垫板的主要功能是减小钢轨轨底与轨下垫板的摩擦系数。
3.目前现有小阻力垫板分为:
①
不锈钢-橡胶垫板,上部为不锈钢垫板层,下部为橡胶垫板。整体刚度由下部弹性垫板调节。该垫板是最早出现的小阻力垫板,早期在高架线路上有大量应用,但在应用过程中出现了表层锈蚀后将完全失去小阻力作用,甚至发生与钢轨黏连。
②
非金属板-弹性层复合垫板,例如高分子减摩层-tpee垫板,该垫板上部为高分子材质的带抓钉平板,下部结构为设计刚度的tpee弹性材料。然而在使用过程中由于垫板受力不均,导致抓钉出现应力集中而被剪断。
③
纯减摩材料垫板,此类垫板为单层垫板,其刚度一般较大,不能提供弹性,不用作减振垫板。
4.因此,针对目前市场上小阻力扣件存在的问题,如不锈钢板-橡胶硫化粘接式垫板易发生表面锈蚀、锈蚀后黏连钢轨、垫板窜出等问题;而非金属板-弹性层复合垫板在耐老化性能、使用寿命上有一定的优势,但其非金属板与弹性层之间的连接结构较为简单,连接牢靠性较差,使得非金属板与弹性层之间的连接强度较差,容易出现抓钉出现应力集中而被剪断,非金属板与弹性层之间脱开的情况,使得垫板被压溃或分层,给行车安全带来一定的隐患。
技术实现要素:
5.有鉴于此,本实用新型旨在提出一种小阻力扣件垫板,以解决现有技术中小阻力扣件用垫板中非金属板与弹性层之间连接牢靠性较差,容易脱开的问题。
6.为达到上述目的,本实用新型的技术方案是这样实现的:
7.一种小阻力扣件垫板,包括减摩板、弹性层,所述减摩板的下板面与弹性层的嵌合面贴合,所述弹性层具有嵌合结构,所述减摩板的下板面设置嵌合件,所述嵌合件与弹性层的嵌合结构相互嵌套,使得减摩板与弹性层嵌合连接。
8.进一步的,所述减摩板的下板面设置多个嵌合件,所述减摩板、嵌合件与弹性层一体硫化成型。
9.进一步的,所述嵌合件包括嵌合杆以及至少两个连接柱,所述连接柱的一端与嵌合杆连接,另一端与下板面连接,使得嵌合杆、下板面、以及任意相邻的两个连接柱之间形成嵌合孔。
10.进一步的,所述弹性层具有多个嵌合结构,且嵌合结构与嵌合件一一对应。
11.进一步的,所述嵌合件贯穿嵌合面,并延伸至弹性层的内部。
12.进一步的,所述嵌合结构包括嵌合槽以及多个嵌合口,所述嵌合槽被设置在弹性层内部,所述嵌合口的一端与嵌合槽连通,另一端贯穿嵌合面。
13.进一步的,所述嵌合件为嵌合板,所述嵌合板的一端与下板面连接,另一端贯穿嵌合面并延伸到弹性层的内部,所述嵌合板具有通孔。
14.进一步的,任意两个嵌合件之间均为平行设置。
15.进一步的,至少任意两个嵌合件之间交叉连接。
16.进一步的,所述弹性层设置挡肩结构,和/或所述减摩板设置挡肩结构。
17.相对于现有技术,本实用新型所述的一种小阻力扣件垫板具有以下优势:
18.本实用新型所述的一种小阻力扣件垫板,通过嵌合件与弹性层的嵌合结构相互嵌套,使得减摩板与弹性层嵌合连接,减摩板与弹性层之间形成相互限位,有利于增加二者之间界面的结合力,提高连接面之间的连接强度,确保减摩板与弹性层之间的连接牢靠性。
附图说明
19.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
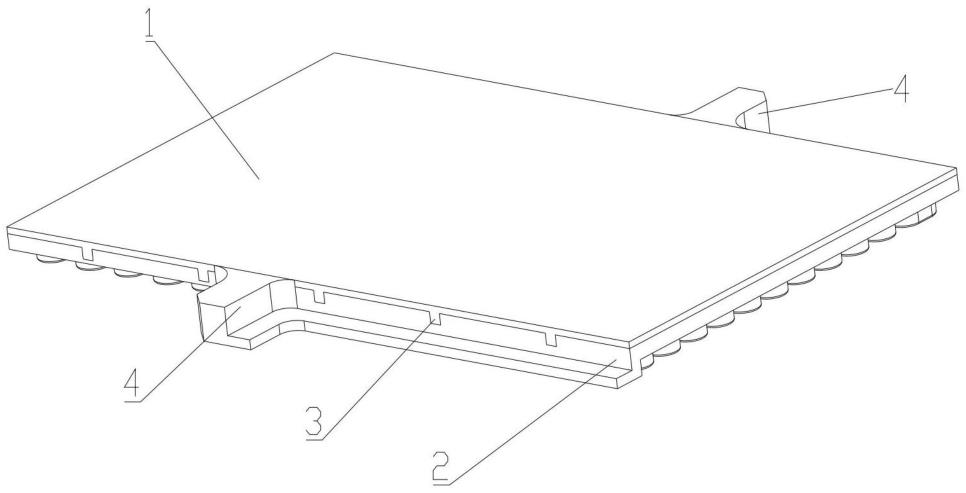
20.图1为本实用新型实施例所述的一种小阻力扣件垫板的轴测图;
21.图2为本实用新型实施例所述的一种小阻力扣件垫板中减摩层的结构示意图;
22.图3为本实用新型实施例所述的一种小阻力扣件垫板中弹性层的结构示意图;
23.图4为本实用新型实施例在图3中a-a向的剖视图;
24.图5为本实用新型实施例所述的一种小阻力扣件垫板中弹性层在仰视视角下的结构示意图;
25.图6为本实用新型实施例所述的一种小阻力扣件垫板中减摩层的另一种结构示意图。
26.附图标记说明:
27.1、减摩板;11、下板面;12、外延板;2、弹性层;20、嵌合面;21、嵌合口;22、嵌合槽;23、凸起;3、嵌合件;31、嵌合杆;32、连接柱;33、嵌合孔;34、嵌合板;35、通孔;4、挡肩结构;41、第一挡块;42、第二挡块。
具体实施方式
28.下文将使用本领域技术人员向本领域的其它技术人员传达他们工作的实质所通常使用的术语来描述本公开的实用新型概念。然而,这些实用新型概念可体现为许多不同的形式,因而不应视为限于本文中所述的实施例。
29.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
30.下面将参考附图并结合实施例来详细说明本实用新型。
31.实施例1
32.为了解决现有技术中小阻力扣件用垫板中非金属板与弹性层之间连接牢靠性较
差,容易脱开的问题,本实施例提出一种小阻力扣件垫板,如附图1-5所示,所述垫板包括减摩板1、弹性层2,所述减摩板1的下板面11与弹性层2的嵌合面20贴合,所述减摩板1的下板面11设置嵌合件3,所述嵌合件3贯穿嵌合面20,并延伸至弹性层2的内部,使得所述弹性层2具有嵌合结构,所述嵌合件3与弹性层2的嵌合结构相互嵌套,使得减摩板1与弹性层2嵌合连接。
33.具体的,所述减摩板1优选为高分子材料板体,减摩板1的上板面(即减摩板1远离弹性层2的一侧)为光滑表面,所述高分子材料采用摩擦系数低的聚四氟乙烯、超高分子量聚乙烯、尼龙材料等,例如:分子量在500万以上的超高分子量聚乙烯,分子量在2000万以上的聚四氟乙烯等,从而一方面确保减摩板1具有足够的机械强度,满足轨道垫板的刚度需求,另一方面有利于确保减摩板1具有良好的滑动摩擦系数,减少钢轨与轨下垫板的滑动摩擦力,有利于降低钢轨纵向伸缩的阻力。优选的,所述减摩板1的厚度为2-4mm。
34.如附图2所示,所述减摩板1的下板面11设置多个嵌合件3,对于任意一个嵌合件3而言,包括嵌合杆31以及至少两个连接柱32,所述连接柱32的一端与嵌合杆31连接,另一端与下板面11连接,使得嵌合杆31、下板面11、以及任意相邻的两个连接柱32之间形成嵌合孔33,即嵌合杆31与下板面11之间具有一定的嵌合空间。
35.所述弹性层2为橡胶材质,可以为天然橡胶或合成橡胶;所述减摩板1、嵌合件3与弹性层2一体硫化成型;优选的,本技术中的弹性层2在硫化前并非是具有定型的结构,而是橡胶胶料或橡胶粒,减摩板1与嵌合件3则为预先加工定型的结构,弹性层2的构型是在硫化机模具中,橡胶胶料或橡胶粒经过加热流动、硫化、冷却定型后,由模具、减摩板1、嵌合件3共同作用下,而形成的结构。具体的,首先将具有嵌合件3的减摩板1预先成型,例如可以采用注塑成型等工艺直接加工出来;然后在特定的硫化机模具中,将减摩板1置于橡胶料上方,并将嵌合件3插入橡胶料内部,然后通过对橡胶料进行硫化粘接等工序,使得橡胶料成型;由于高温高压的硫化工序中,橡胶料会自动对减摩板1、嵌合件3之间的空间进行填补,最终形成具有嵌合结构的弹性层2,这也使得嵌合件3与弹性层2的嵌合结构相互嵌套。
36.在经过一体硫化成型后,形成的弹性层2具有嵌合结构以及其他特定的构型,对于嵌合结构而言,受制于减摩板1、嵌合件3的结构。在本技术的减摩板1、嵌合件3的结构下,如附图3、4所示,所述弹性层2具有多个嵌合结构,且嵌合结构与嵌合件3一一对应,对于任一个嵌合结构而言,包括嵌合槽22以及多个嵌合口21,所述嵌合槽22被设置在弹性层2内部,所述嵌合口21的一端与嵌合槽22连通,另一端贯穿嵌合面20,使得嵌合面20形成多个开口结构。在这种一体硫化成型的加工过程,以及减摩板1、嵌合件3的结构基础上,在嵌合杆31的延伸方向上,嵌合孔33均被橡胶料填充,相应的,嵌合杆31、连接柱32也均被橡胶料包裹,这使得嵌合件3与弹性层2的嵌合结构相互嵌套。
37.从而本技术通过嵌合件3与弹性层2的嵌合结构相互嵌套,使得减摩板1与弹性层2嵌合连接,减摩板1与弹性层2之间形成相互限位,有利于增加二者之间界面的结合力,提高连接面之间的连接强度,确保减摩板1与弹性层2之间的连接牢靠性。
38.同样的,本技术中这种一体硫化成型的加工方式,也使得弹性层2的外形结构完全由硫化机模具、减摩板1、嵌合件3决定。为了满足在轨道扣件中的使用,如附图5所示,经过加工成型后的弹性层2在远离减摩板1的一侧记为弹性层2的装配面,弹性层2的装配面具有多个凸起23,用于满足轨道扣件中垫板的弹性(刚度)要求,所述凸起23的形状可以为圆柱
体、立方体、长方体、异形柱体等,多个凸起23可以纵横对齐分布,也可以交错布置;所述装配面的外沿具有挡肩结构4,小阻力垫板通过挡肩结构4与相应的装配装配定位,例如小阻力垫板通过挡肩结构4与沉轨槽扣合。鉴于挡肩结构4的构型、设置情况,可以直接采用轨道垫板领域的常规技术,在此不进行赘述。同时,对于硫化机模具的结构,其内部腔体与弹性层2成型后的结构相配合,鉴于模具结构及模具技术为常规技术,在此不进行赘述。
39.此外,在本实施例中,继续对减摩板1、嵌合件3的构型进行扩展:
40.如附图6所示,所述嵌合件3不为杆状构型,而为板状构型;即所述嵌合件3为嵌合板34,所述嵌合板34的一端与下板面11连接,另一端贯穿嵌合面20并延伸到弹性层2的内部,所述嵌合板34设置多个通孔35,所述通孔35也位于弹性层2的内部;此时,通孔35便为嵌合孔33。相应的,在这一结构的基础上,经过一体硫化成型后的弹性层2仍具有嵌合结构,且嵌合结构仍保持嵌合槽22、嵌合口21的结构。也可以描述为,嵌合槽22对嵌合板34进行包裹,嵌合槽22中形成嵌合柱,嵌合柱对通孔35进行填补,但此时仍可以视为,任意相邻的两个嵌合柱之间形成嵌合口21。
41.此外,本实施例中的多个嵌合件3之间,可以如附图2、6中所示,即嵌合件3之间相互不交叉,或任意两个嵌合件3之间均为平行设置;也可以将嵌合件3之间设置为相互交叉连接,例如呈“米”字形状;也可以将多个嵌合件3分为多个纵向布置件、多个横向布置件,其中,纵向布置件、横向布置件均可以视为单独的嵌合件3,仅仅只是布置方向不同,任意一个纵向布置件与横向布置件交叉连接,且任意一个横向布置件与纵向布置件交叉连接,例如呈“井”字形状;当然也可以将至少任意两个嵌合件3交叉连接,包括“米”字形状,或“井”字形状,或三角形状,乃至无规则的交叉连接形状。需要说明的是,本实施例中无论嵌合件3如何布置,最终加工成型的弹性层2中均会形成对应的嵌合结构,且均仍会保持相应的槽结构、开口结构,以保持弹性层2的嵌合结构与嵌合件3在空间上相互对应配合、相互嵌套的形式。
42.挡肩结构4也可以设置在减摩板1,如附图6所示,减摩板1的侧边设置外延板12,外延板12靠近弹性层2的一侧设置挡肩结构4;对于挡肩结构4可以为板状结构,如附图6中第一挡块41的构型,也可以为块状构型,如附图6中第二挡块42的构型;当然,减摩板1也可以同时设置第一挡块41、第二挡块42。在减摩板1设置挡肩结构4的基础上,弹性层2可以不设置挡肩结构4,以简化硫化机模具的结构;弹性层2也可以保留挡肩结构4,即减摩板1、弹性层2均设置挡肩结构4,只需在空间上不发生相互干涉、满足轨道部件装配即可,例如减摩板1在前后两侧分别设置挡肩结构4,弹性层2在左右两侧分别设置挡肩结构4。
43.根据本实施例对相关结构、生产过程以及原理的解释,可以看出:弹性层2在加工成型前的原始状态为橡胶物料或橡胶粒,弹性层2的嵌合结构是在减摩板1、嵌合件3共同作用的基础上,利用橡胶加工时的流动性对减摩板1、嵌合件3之间的空间进行填补而形成的;从而本技术并不局限于本实施例提出的减摩板1、嵌合件3的构型,可以通过对减摩板1、嵌合件3进行改动,然后再根据减摩板1、嵌合件3的构型,生产出具有对应的嵌合结构的弹性层2,且弹性层2的嵌合结构在橡胶物料成型后的结构形状,会因减摩板1、嵌合件3构型的不同而不同,但应在减摩板1、嵌合件3构型的基础上,保持弹性层2的嵌合结构与嵌合件3在空间上相互对应配合、相互嵌套的形式。
44.实施例2
45.本实施例在实施例1的基础上,提出另外一种实施方式;在实施例1公开的结构变形基础上,本实施例与实施例1基本相同,与实施例1的区别在于,将所述嵌合件3与嵌合结构相互调换,即实施例1中弹性层2的嵌合结构被设置在实施例2中的减摩板1,实施例1中的嵌合件3被设置在实施例2中的弹性层2。
46.在实施例1的基础上,无论实施例1中的嵌合件3如何设置,以及最后加工成型的弹性层2中嵌合结构的对应构型如何,实施例2中均可以对减摩板1预设特定的嵌合结构(或者称之为,在减摩板1开设特定的槽结构、开口结构),同时最终加工成型的弹性层2会自动形成嵌合件3的特定对应构型。
47.当然,需要指明的是,弹性层2的相应结构可以是通过额外加工设置而得,也可以是在生产硫化过程中自动形成,只是本技术中优选通过硫化过程自动形成弹性层2的相应结构,以减少加工制造的难度,提高生产效率。
48.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。