1.本发明涉及轨道交通制动盘制造技术领域,尤其涉及一种制动盘浇铸模具、制作方法及由该方法制成的制动盘。
背景技术:
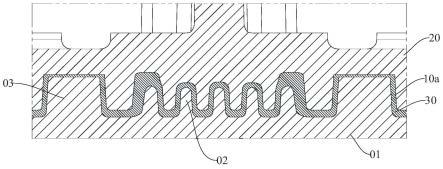
2.制动盘是城际铁路、高速动车、高铁等高速列车的基础制动部件,在具体进行制动时,通过轴装制动盘的摩擦面产生摩擦力,并将列车运动时的动能以及势能转化为热能,以达到列车减速至停车的目的;而伴随着高速列车的速度的提升,对制动盘的要求也越来越高;如图1中所示的制动盘,包括环形盘体01、以圆周阵列在环形盘体01上的散热筋02和螺栓凸台03,其中螺栓凸台03的体积较大,发明人发现,若采用直接铸造的方式,会导致螺栓凸台03处在成型冷却过程中容易产生缩松、缩孔的缺陷,导致产品致密性不好,合格率低;发明人知晓的相关技术中,为了减少螺栓凸台03处的缩松和缩孔,采用冷铁铸造的方式,即通过在造型过程中紧贴模具内表面埋入型内,与铸件外表面接触,起到激冷的作用,可以防止此处产生缩松和缩孔;然而由于冷铁的冷却速度较快,使得螺栓凸台03处的冷却速度远快于环形盘体01和散热筋02处,为了实现整个产品的均匀冷却,需要在冷铁位置处设置加热冒口,以降低该处的冷却速度,实现冷却补偿;然而发明人在实施上述方案时发现上述方案至少存在以下问题:1、通过加热冒口来实现冷却补偿对操作的要求高,加工效率低;2、加热冒口在铸件制作完成后需要敲除,增加了生产的成本。
技术实现要素:
3.鉴于以上技术问题中的至少一项,本发明提供了一种制动盘浇铸模具、制作方法及由该方法制成的制动盘,采用型箱结构以及制作方法的改进以在不增加生产成本的前提下提高产品的加工质量。
4.根据本发明的第一方面,提供一种制动盘浇铸模具,包括第一型箱和第二型箱;所述第一型箱和第二型箱相对设置,且二者相对的面均朝内凹陷共同构成环形成型腔;所述第一型箱上具有与所述环形成型腔连通的浇铸系统和射砂系统;所述成型腔内壁上用于覆盖一层型砂,所述成型腔覆盖所述型砂后构成制动盘的成型空间;其中,所述环形成型腔上覆盖型砂的厚度根据模拟分析后确定,确定后的型砂在制动盘螺栓凸台处的厚度小于散热筋处的厚度,以实现制动盘成型时的均匀冷却。
5.在一些实施例中,所述第一型箱和第二型箱上在制动盘的螺栓凸台处具有铸造孔,用于制动盘螺栓凸台处的螺栓孔铸造成型。
6.在一些实施例中,所述浇铸系统包括设置直浇道、与所述直浇道连通的横浇道以及与所述横浇道连通的内浇道;所述直浇道设置在所述第一型箱或第二型箱的中心位置,所述横浇道呈对称的两弧形结构,所述内浇道分别设置在每个所述横浇道的两端及中心位置处,且以所述环形成型腔的径向隔延伸布置,所述内浇道在圆周方向上均布设置;其中,所述内浇道的截面积小于所述横浇道的截面积,所述横浇道的截面积小于所述直浇道的截面积。
7.在一些实施例中,三个所述内浇道的截面积之和与一个所述横浇道的截面积的比例不大于1:1.1,两个所述横浇道的截面积之和与一个所述直浇道截面积的比例不大于1:1.1。
8.在一些实施例中,所述第一型箱和第二型箱相对的面上还具有设置在所述环形成型腔外侧的伸缩导向机构,所述伸缩导向机构的连线以所述环形成型腔的圆心为中心呈十字形布置,用于该制动盘浇铸模具的伸缩导向。
9.在一些实施例中,所述伸缩导向机构包括两相对设置的第一导向件和两相对设置的第二导向件,两所述第一导向件的连线与两所述第二导向件的连接垂直设置,且两所述第一导向件和第二导向件内均具有沿相对的二者连线设置的长圆槽;所述伸缩导向机构还包括与所述第一导向件和第二导向件适配的导向柱,所述导向柱的侧壁与所述长圆槽相贴,用于在所述长圆槽内移动。
10.根据本发明的第二方面,提供一种制动盘制作方法,,应用如第一方面中任一项所述的制动盘浇铸模具,包括以下步骤:在第一型箱和第二型箱内射砂造型,构成用于浇铸制动盘的型砂;第一型箱和第二型箱合箱,并通过浇铸系统朝向制动盘成型空间内浇铸液态金属,至液态金属压满停止;自然冷却至制动盘成型,开箱落砂;其中,在射砂造型时,型砂在制动盘螺栓凸台处的厚度小于散热筋处的厚度,以实现制动盘成型时的均匀冷却。
11.在一些实施例中,在所述第一型箱和第二型箱合箱时,在第一型箱和第二型箱的铸造孔中穿入成型芯,以实现螺栓孔的浇注成型。
12.在一些实施例中,在通过浇注系统朝向制动盘成型空间内浇铸液态金属时,需确保10分钟以内完成第一至第七箱的浇铸,且浇铸温度控制在1410~1360摄氏度之间。
13.根据本发明的第二方面,提供一种制动盘,由第二方面任一项所述的制动盘制作方法制成。
14.本发明的有益效果为:本发明通过对第一型箱和第二型箱内成型腔的改进,使得制动盘的螺栓凸台处的型砂厚度较薄,而在散热筋处的型砂厚度较厚,通过模拟分析对厚度进行设置,实现制动盘冷却时的整体冷却,与相关技术中采用冷铁和加热冒口的方案相比,降低了生产成本,提高了产品的质量。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为本发明背景技术中制动盘的结构示意图;图2为本发明实施例中制动盘浇铸模具的爆炸分解结构示意图;图3为本发明实施例中型砂厚度的结构示意图;图4为本发明实施例中第二型箱的俯视图;图5为本发明实施例中第一型箱的仰视图;图6为本发明实施例中制动盘的结构示意图;图7为本发明实施例中浇铸系统与伸缩导向机构的布置结构示意图;图8为本发明实施例中伸缩导向机构的结构示意图;图9为本发明实施例中制动盘制作方法的步骤流程图。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
18.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
20.本发明中对相关技术中采用冷铁和加热冒口进行冷却补偿的方式进行了改进,采用改变砂层厚度的方式实现温度的补偿,即取消了相关技术中的冷铁和冒口结构,而是借用砂层的厚薄来实现温度补偿,在铸件厚度较大的地方由于其冷却较慢则降低该处砂层的厚度,以加快其冷却,而在铸件厚度较薄的地方由于其冷却较快则加厚该处砂层的厚度以利用砂层的温度来减缓其冷却速度,最终达到整体同步冷却的效果,下面将对本发明的示例性实施例进行详细介绍;如图2至图8所示的制动盘浇铸模具,包括第一型箱10和第二型箱20;在本发明实施例中,第一型箱10和第二型箱20的材质为受热变形性小的球墨铸铁箱,当然本领域技术人员也可以根据需要选择不同材质类型的箱体;如图2中所示,第一型箱10和第二型箱20相对设置,且二者相对的面均朝内凹陷共同构成环形成型腔10a;这里的相对设置是指二者在合箱时的状态,二者中间的环形成型腔10a的内部空间是制动盘的主要成型空间,如图3中所示,成型腔内壁上用于覆盖一层型砂30,成型腔覆盖型砂30后构成制动盘的成型空间;即环形成型腔10a的容积要大于制动盘的体积,其余的部分用于覆砂;请继续参照图2,在本发明实施例中,第一型箱10上具有与环形成型腔10a连通的
浇铸系统11和射砂系统12;浇铸系统11用于型砂30造型合箱以后的浇铸液灌注,在本公开实施例中,浇铸液可以是铁水或者其他金属熔液;射砂系统12用于型砂30的造型,一般包括射砂孔,在具体进行施工时,通过射砂孔将覆膜砂喷入第一箱体和第二箱体的内壁上,形成型砂30;在本发明实施例中,环形成型腔10a上覆盖型砂30的厚度根据模拟分析后确定,确定后的型砂30在制动盘螺栓凸台处的厚度小于散热筋处的厚度,以实现制动盘成型时的均匀冷却。在本领域中,用于模拟铸件和型砂30冷却的软件有很多,这里不再进行一一介绍,其根据砂层的材料、厚度和形状结合铸件的结构给出冷却的分析效果图;本发明实施例中,通过改变不同位置处的砂型的厚度来达到整体均匀冷却的效果;在本发明一些实施例中,通过上述调整,砂层最薄的地方在螺栓凸台位置处,最薄厚度为2mm,而砂层最后的地方在散热筋处,最厚的厚度达到12mm厚;通过上述形式的设置,通过模拟分析可以最终实现剩余冷却的效果,即整个制动盘均匀的冷却,最终的冷却点落在螺栓凸台以及浇口的位置处;通过上述设置,不仅节省了相关技术中的加热冒口和冷铁,也降低了浇铸控制难度,提高了生产的效率降低了生产的成本;在上述实施例中,通过对第一型箱10和第二型箱20内成型腔的改进,使得制动盘的螺栓凸台处的型砂30厚度较薄,而在散热筋处的型砂30厚度较厚,通过模拟分析对厚度进行设置,实现制动盘冷却时的整体冷却,与相关技术中采用冷铁和加热冒口的方案相比,降低了生产成本,提高了产品的质量。
21.在上述实施例的基础上,如图1中所示,传统的制动盘在螺栓凸台处虽然采用冷铁和加热冒口的方式可以减少缩松和缩孔的缺陷,但由于螺栓凸台的体积较大,其致密性得不到保证,就使得产品的机械性能达标率不高;在城际铁路的制动盘领域中,一般要求抗拉强度不小于350mpa,延伸性不小于百分之一,硬度在190至250之间,而在螺栓凸台处的机械性能往往达标率很低;在本发明实施例中,如图4至图6中所示,为了提高螺栓凸台出的致密性,改进了型箱结构,即在第一型箱10和第二型箱20上在制动盘的螺栓凸台处具有铸造孔10a1,用于制动盘螺栓凸台处的螺栓孔03a铸造成型。本发明实施例中一改传统的制动盘加工完成后再单独车孔的工艺,而是采用直接在型箱中将螺栓孔03a铸造成型,通过这种形式改进,一方面减低了螺栓凸台的整体体积,进而可以使得该处的致密性比之前大体积的形式更强;另一方面通过螺栓孔03a的设置,也有利于该处的快速降温,从而更加有利于整体冷却方案的实施。
22.在本发明实施例中,还改进了浇铸系统11,如图7中所示,浇铸系统11包括设置直浇道11a、与直浇道11a连通的横浇道11b以及与横浇道11b连通的内浇道11c;直浇道11a设置在第一型箱10或第二型箱20的中心位置,横浇道11b呈对称的两弧形结构,内浇道11c分别设置在每个横浇道11b的两端及中心位置处,且以环形成型腔10a的径向隔延伸布置,内浇道11c在圆周方向上均布设置;这样,通过一个直浇道11a竖直往下浇铸,两个横浇道11b呈弧形对称设置实现同步从直浇道11a浇铸铁水,同时通过三个内浇道11c来实现整个制动盘从圆环内圆到外圆的均匀整体浇铸;同时通过排气孔的设置,可以提高浇铸的可靠性,减少浇铸过程中产生的气孔;此外,在本发明实施例中,内浇道11c的截面积小于横浇道11b的截面积,横浇道11b的截面积小于直浇道11a的截面积。通过这种设置,可以使得直浇道11a和横浇道11b内
被铁水压满,保证没有垃圾物质进入至内浇道11c。在本发明一些实施例中,三个内浇道11c的截面积之和与一个横浇道11b的截面积的比例不大于1:1.1,两个横浇道11b的截面积之和与一个直浇道11a截面积的比例不大于1:1.1。当然,这里只是本发明的一个示例,本领域技术人员可根据实际需求进行调整。
23.此外,在浇铸过程中受温度的变化,整个模具会发生一定程度的变形,而该种变形对产品的质量影响很大,传统的模具中均具有定位结构,但是即便存在定位结构,也无法阻碍模具的变形,该变形在制动盘的成型过程中很难得到有效控制;在本发明实施例中,为了提高对变形的可控性,如图7中所示,第一型箱10和第二型箱20相对的面上还具有设置在环形成型腔10a外侧的伸缩导向机构40,伸缩导向机构40的连线以环形成型腔10a的圆心为中心呈十字形布置,用于该制动盘浇铸模具的伸缩导向。这样,通过以环形成型腔10a的圆心为中心呈十字形布置的形式,使得模具在变形时被限制在仅在左右方向以及上下方向上进行变形,而且是以圆心为变形中点进行的,通过这种结构形式的设置,使得整个制动盘以接近等比例的形式进行变形,而非以定位件为中心进行变形,从而提高了整体的变形可控性,减少了复差,可以大幅度降低产品的制作余量,达到节省成本的目的。
24.具体而言,如图8中所示,伸缩导向机构40包括两相对设置的第一导向件41a和两相对设置的第二导向件41b,两第一导向件41a的连线与两第二导向件41b的连接垂直设置,且两第一导向件41a和第二导向件41b内均具有沿相对的二者连线设置的长圆槽;伸缩导向机构40还包括与第一导向件41a和第二导向件41b适配的导向柱42a,导向柱42a的侧壁与长圆槽相贴,用于在长圆槽内移动。即两个第一导向件41a的长圆槽均以前后的方向布置,第二导向件41b上的长圆槽均以左右的方向布置,这样就限定了模具和制动盘在变形时仅仅朝向上下左右的方向同步变形,进而大幅提高了变形可控性。此外,在本发明实施例中,导向柱42a的顶部可以设置为圆台型,以便于合箱。
25.在本发明实施例中,还提供了一种应用上述制动盘浇铸模具的制动盘制作方法,如图9中所示,包括以下步骤:s10:在第一型箱10和第二型箱20内射砂造型,构成用于浇铸制动盘的型砂30;s20:第一型箱10和第二型箱20合箱,并通过浇铸系统11朝向制动盘成型空间内浇铸液态金属,至液态金属压满停止;s30:自然冷却至制动盘成型,开箱落砂;其中,在射砂造型时,型砂30在制动盘螺栓凸台处的厚度小于散热筋处的厚度,以实现制动盘成型时的均匀冷却。关于型砂30的厚度与均匀冷却的原理在上文中已经提及,这里不再赘述,本领域技术人员可参照上文进行理解;而射砂造型、浇铸、冷却、落砂等均为本领域常规技术手段,这里也不再进行详细介绍;基于与上文同样的目的和效果,在本发明实施例中,在第一型箱10和第二型箱20合箱时,在第一型箱10和第二型箱20的铸造孔10a1中穿入成型芯,以实现螺栓孔03a的浇注成型。
26.此外,在发明实施例中,由于城际轨道交通用的制动盘的蠕墨铸铁的要求要远比国际蠕墨铸铁的要求高,尤其是其金相分析法中对蠕化率的要求,达到百分之七十到九十的标准;在本发明实施例中,为了达到上述蠕化率的要求,对浇铸的时间和温度进行严格要求,具体而言,在本发明实施例中,在通过浇注系统朝向制动盘成型空间内浇铸液态金属
时,需确保10分钟以内完成第一至第七箱的浇铸,且浇铸温度控制在1410~1360摄氏度之间。
27.在本发明实施例中,还提供了一种应用上述制动盘制作方法制成的制动盘。
28.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。